
Оглавление:
Прежде чем изучать готовые решения задачи по метрологии, нужно знать теорию, поэтому для вас я подготовила краткую теорию по предмету «метрология стандартизация и сертификация», после которой подробно решены задачи.
Эта страница подготовлена для студентов любых специальностей.
| Если что-то непонятно — вы всегда можете написать мне в WhatsApp и я вам помогу! |

Метрология
Метрология — это наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности.
Предметом метрологии является извлечение количественной информации о свойствах объектов с заданной точностью и достоверностью; нормативная база для этого — метрологические стандарты.
Метрология состоит из трёх основных разделов:
- Теоретическая или фундаментальная — рассматривает общие теоретические проблемы (разработка теории и проблем измерений физических величин, их единиц, методов измерений).
- Прикладная — изучает вопросы практического применения разработок теоретической метрологии. В её ведении находятся все вопросы метрологического обеспечения.
- Законодательная — устанавливает обязательные технические и юридические требования по применению единиц физической величины, методов и средств измерений.
Технические измерения, выбор средств измерений
Теоретическая часть
Метрология — наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности.
Возможно эта страница вам будет полезна:
| Предмет метрология |
Измерение — нахождение физической величины опытным путем с помощью специальных технических средств, например, измерение размеров вала микрометром или штангенциркулем.
За единицу физической величины принимают единицу измерения, определяемую установленным числовым значением, которое принято за исходную (основную или производную) единицу (например, метр — единица длины и т.п.).
Основное уравнение измерения имеет вид

где  — измеряемая физическая величина;
— измеряемая физическая величина;
 — числовое значение физической величины в принятых единицах;
— числовое значение физической величины в принятых единицах;
 — единица физической величины.
— единица физической величины.
Измерение производят для установления действительных размеров изделий и соответствия их требованиям чертежа, а также для проверки точности технологической системы и подналадки ее для предупреждения брака.
Вместо определения значений физической величины часто проверяют, находится ли действительное значение этой величины (размера детали, отклонения от размера) в установленных пределах. Процесс получения и обработки информации об объекте (параметре детали, механизма, процесса), с целью определения его годности или необходимости введения управляющих воздействий на факторы, влияющие на объект, называются контролем. При контроле изделий (деталей) проверяют только соответствие действительных значений геометрических, механических, электрических и других параметров нормирования допускаемым значениям этих параметров с помощью измерительных средств.
Средство измерения — это техническое устройство, используемое при измерениях и имеющее нормированные метрологические свойства. К средствам измерения относятся различные измерительные приборы и инструменты: штангенциркули, микрометры и др.
Средство измерения, предназначенное для воспроизведения физической величины заданного размера, называется мерой.
По способу получения значений измеряемой величины различают два основных метода измерений:
- метод непосредственной оценки;
- метод сравнения с мерой.
Метод непосредственной оценки, это метод при котором значение величины определяют непосредственно по отсчетному устройству измерительного прибора прямого действия (измерение длины с помощью линейки, размеров деталей микрометром, штангенциркулем).
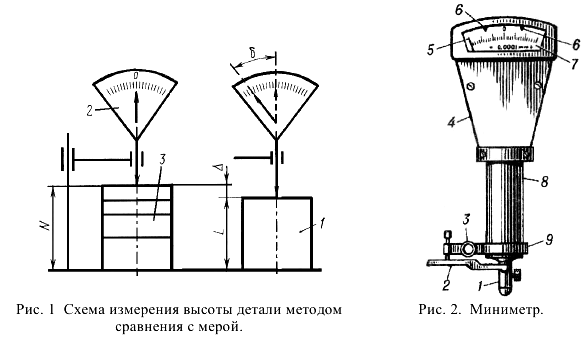
Метод сравнения с мерой — метод измерения, при котором измеряемую величину сравнивают с величиной, воспроизводимой мерой. Например, для измерения высоты  детали 1 (рис. 1) миниметр 2 закрепляют на стойке. Стрелку миниметра устанавливают на нуль, по какому-либо образцу (или набору концевых мер 3) имеющему высоту
детали 1 (рис. 1) миниметр 2 закрепляют на стойке. Стрелку миниметра устанавливают на нуль, по какому-либо образцу (или набору концевых мер 3) имеющему высоту  , равную номинальной высоте измеряемой детали. Затем измеряют детали. О точности размеров судят по отклонению
, равную номинальной высоте измеряемой детали. Затем измеряют детали. О точности размеров судят по отклонению  стрелки миниметра относительно нулевого положения.
стрелки миниметра относительно нулевого положения.
Миниметр — прибор со стрелочным индикатором и рычажным преобразовательным элементом (механизмом) для измерения линейных размеров относительно контактным способом с помощью измерительного стержня. Миниметр состоит из следующих частей: 1 — измерительный стержень; 2 — отводной рычаг; 3 — затяжной винт; 4 — корпус; 5 — стрелка; 6 — указатели отклонений; 7- шкала; 8 -присоединительная трубка; 9 — хомут (рис.2).
В зависимости от взаимосвязи показаний прибора с измеряемой физической величиной измерения подразделяют на прямые и косвенные, абсолютные и относительные.
При прямом измерении искомое значение величины находят непосредственно из опытных данных, например, измерение диаметра штангенциркулем, угла угломером.
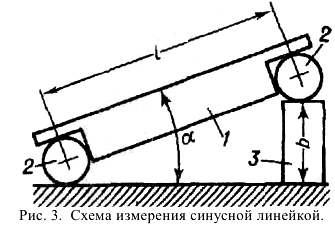
При косвенном измерении искомое значение величины определяют на основании известной зависимости между этой величиной и величинами, подвергаемыми прямым измерениям, (например, определение среднего диаметра резьбы с помощью трех проволочек на вертикальном длинномере; угла с помощью синусной линейки (рис. 3) и т. д.). Синусная линейка — инструмент в виде прямоугольного бруска с двумя цилиндрическими роликами по концам. Схема измерения синусной линейки состоит: I- синусная линейка; 2- точные ролики одинакового диаметра; 3-набор концевых мер с размером  ;
;  — искомый угол; — расстояние между осями роликов.
— искомый угол; — расстояние между осями роликов.
Абсолютное измерение основано на прямых измерениях величины и (или) использовании значений физических констант, например, измерение размеров детали штангенциркулем или микрометром.
Относительное измерение основано на сравнении измеряемой величины с известным значением меры, например, измерение отношения величины к одноименной величине, играющей роль единицы, или измерение величины по отношению к одноименной величине, принимаемой за исходную. Размер в этом случае определяется алгебраическим суммированием размера установочной меры и показаний прибора. Например, высоту , детали 1 (рис. 1) находят по отклонению  от размера , по которому настроен миниметр:
от размера , по которому настроен миниметр:

При выборе средств измерения в зависимости от заданной точности изготовления детали необходимо учитывать их метрологические показатели. К ним относятся:
- цена деления шкалы;
- диапазон показаний и измерений;
- пределы измерений;
- точность измерения;
- погрешность измерения;
- измерительное устройство и т.д.
- Изучение устройства измерительных инструментов. Краткое описание их конструкции.
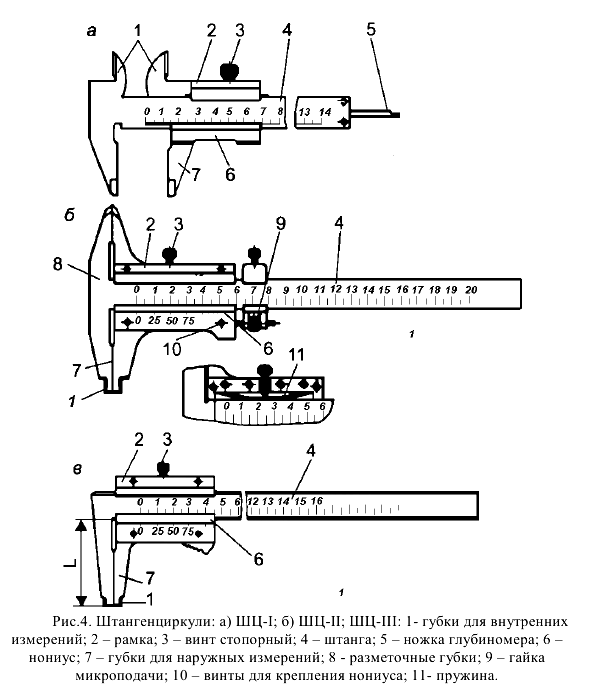
Штангенинструменты. К ним относятся штангенциркули, штангенглубиномеры и штангенрейсмасы. Они предназначены для абсолютных измерений линейных размеров, а так же для воспроизведения размеров при разметке деталей.
Штангенциркули (рис. 4) изготавливаются трех видов ШЦ-I с ценой деления 0,1 мм, ШЦ-Н с ценой деления 0,05 мм, ШЦ-Ш с ценой деления 0,05 и 0,1 мм.
Используются так же для измерения размеров деталей штангенциркули со стрелочным отсчетным устройством с ценой деления 0,01 и 0,02 мм (рис. 5), где глубиномер 3 и рамка 2 жестко связаны с зубчатой рейкой 4, передающей движение через трубку 6 стрелке 1 отсчетного устройства 5.
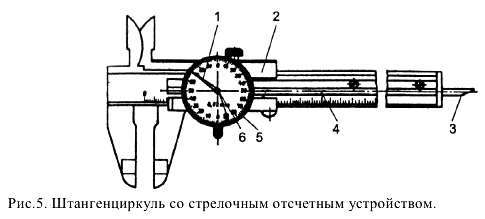
В настоящее время используются штангенинструменты с электронным отсчетом.
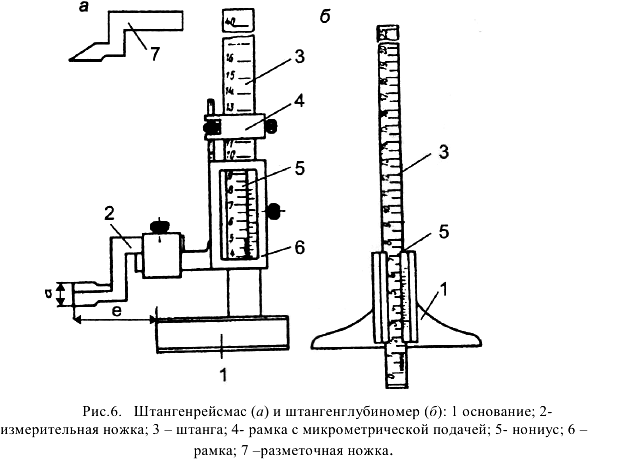
Штангенрейсмасы и штангенглубиномеры (рис. 6) предназначены для измерения высот и разметочных работ. Штангенглубиномеры (рис. 6, б) предусмотрены для измерения глубин отверстий, пазов, а также для измерения выступов.
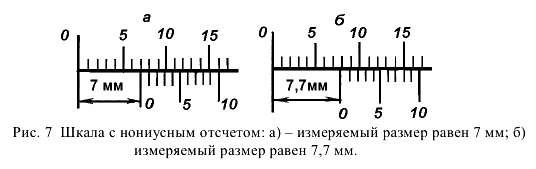
Основными частями штангенинструментов являются шкалы-линейки с делением 1 мм и перемещающаяся по линейки шкала-нониус (рис. 5, 6). По нониусу (рис. 7) отсчитываются десятые и сотые доли миллиметра. Основной характеристикой при расчете нониуса является величина отсчета или точность нониуса  . Сначала определяют число делений нониуса
. Сначала определяют число делений нониуса  , где
, где  — интервал делений основной шкалы. Интервал деления шкалы нониуса
— интервал делений основной шкалы. Интервал деления шкалы нониуса  , где
, где  — модуль, т.е. натуральное число 1, 2, 3,.., служащее для увеличения интервала деления нониусной шкалы. Далее находят длину шкалы нониуса
— модуль, т.е. натуральное число 1, 2, 3,.., служащее для увеличения интервала деления нониусной шкалы. Далее находят длину шкалы нониуса  .
.
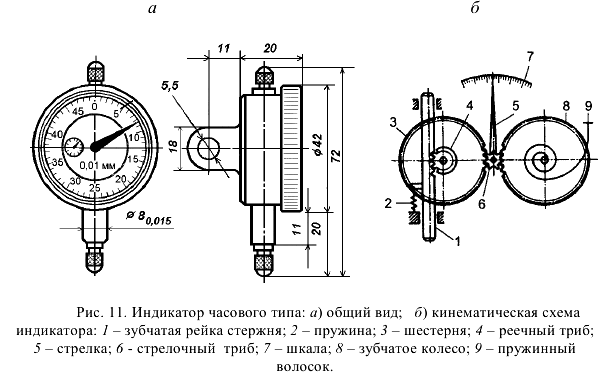
К микрометрическим приборам относятся микрометры гладкие (рис. 8, а, г), рычажные, нутромеры, глубиномеры (рис. 10), микрометры с цифровым отсчетом (рис. 8, г)). Микрометрические инструменты состоят из следующих частей: 1-корпус; 2 -микрометрический винт; 3 — стопор; 4 — стебель; 5 -барабан; 6 — храповой механизм; 7 — гайка; 8 — неподвижная пятка; 9 — цифровой отсчет; 10 — арретир; 11- теплоизолирующая накладка; 12 — винт; 13 шкала; 14 — стрелка; 15 — сектор; 16 — пружина; 17 и 20 -рычаги; 18 — направляющие; 19 — пружина.
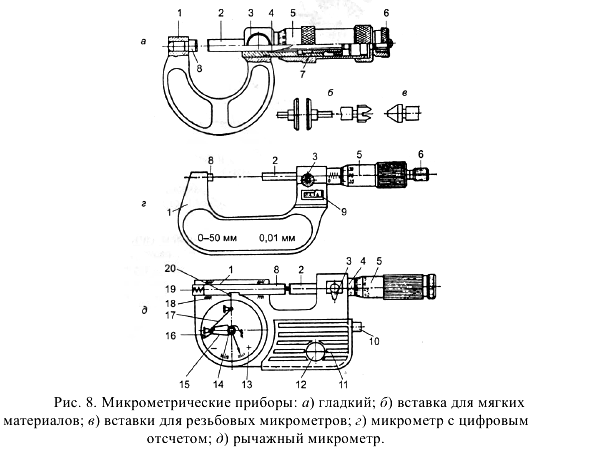
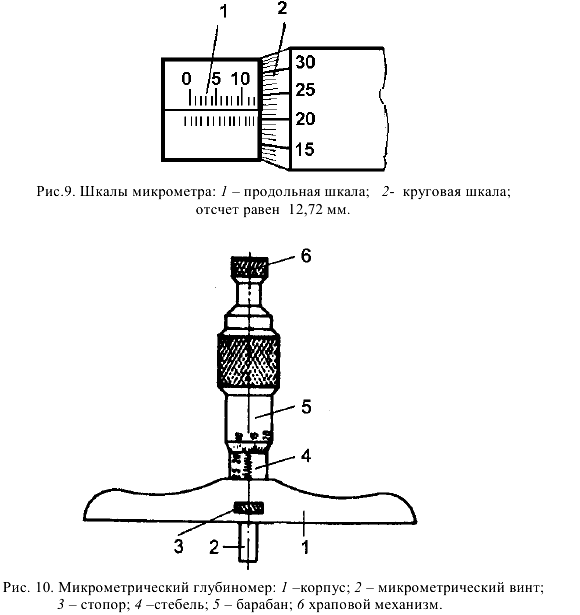
Отчетное устройство микрометрического инструмента (рис. 9) состоит из двух шкал: продольной 1 и круговой 2. Продольная шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряда штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта. Круговая шкала обычно имеет 50 делений (при шаге винта  ). По продольной шкале отсчитывают целые миллиметры и 0,5 мм, по круговой шкале -десятые и сотые доли миллиметра.
). По продольной шкале отсчитывают целые миллиметры и 0,5 мм, по круговой шкале -десятые и сотые доли миллиметра.
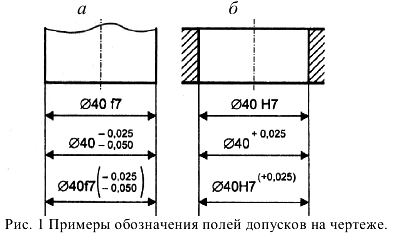
К рычажно-зубчатым приборам относятся: скобы с отсчетным устройством, глубиномеры, стенкомеры, толщиномеры и нутромеры. Рычажно-измерительные головки в большинстве случаев имеют общий принцип построения. На рис. 11 приведена схема индикатора часового типа ИЧ-2.
Возможно эта страница вам будет полезна:
| Нормирование точности и технические измерения решение задач с примерами |
| Нормирование точности курсовая работа |
| Нормирование точности технические измерения |
Стандартизация, нормирование точности изделий (деталей)
Точность детали определяется:
- точностью размеров;
- шероховатостью поверхности;
- точностью формы поверхностей;
- точностью расположения поверхностей.
При конструировании определяются линейные и угловые размеры детали, характеризующие ее величину и форму. Они назначаются на основе результатов расчета деталей на прочность и жесткость, а так же исходя из обеспечения технологичности конструкции и других показателей в соответствии с функциональным назначением изделия.
Размер — это числовое значение линейной величины (диаметр, длина и т.п.) в выбранных единицах измерения, размеры подразделяются на размеры номинальные, действительные и предельные.
Номинальный размер — это размер относительно, которого определяются предельные размеры и который служит так же началом отсчета отклонений.
Действительный размер — это размер, установленный измерением с допустимой погрешностью.
Предельные размеры — это два предельно допустимых размера, между которыми должен находиться или которому может быть равен действительный размер.
Для обеспечения точности размеров действует Единая система допусков и посадок.
Допуск — это разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями.
Отклонение — это алгебраическая разность между размером (действительным, предельным и т.д.) и соответствующим номинальным размером. Поле допуска — это поле, ограниченное верхним и нижним отклонениями.
Допуск размера зависит от квалитета, размера и рассчитывается по формуле:

где  — число единиц допуска, зависящее от квалитета и независящее от номинального размера;
— число единиц допуска, зависящее от квалитета и независящее от номинального размера;
— единица допуска.
Для нормирования требуемых уровней точности установлены квалитеты изготовления деталей и изделия.
Под квалитетом понимают совокупность допусков, характеризуемых постоянной относительной точностью (определяемой коэффициентом а) для всех номинальных размеров данного диапазона (например, от 1 до 500 мм). Точность в пределах одного квалитета зависит только от номинального размера. Квалитет определяет допуск на изготовление и, следовательно, методы и средства обработки и контроля деталей (изделия). Предельные отклонения выбираются из стандарта (ГОСТ 25346-89).
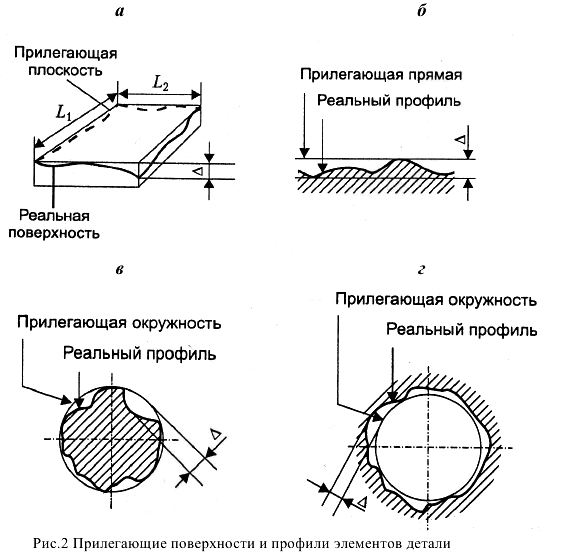
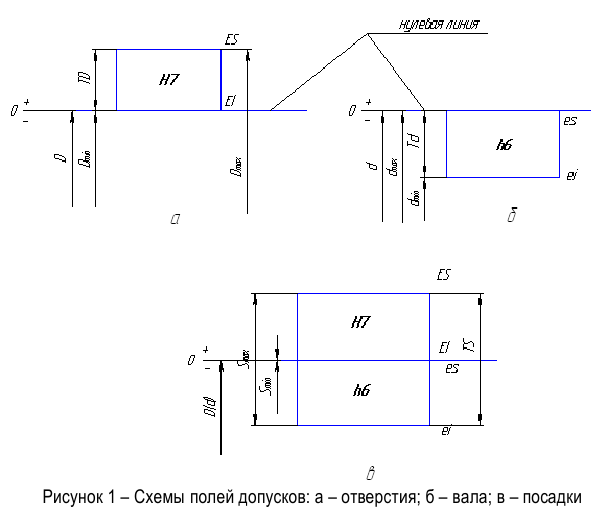
Предельные отклонения линейных размеров указываются на чертежах условными (буквенными) обозначениями полей допусков или числовыми значениями предельных отклонений, а так же буквенными обозначениями полей допусков с одновременным указанием справа в скобках числовых значений предельных отклонений (рис.1 а, б).
Допуски формы и расположения поверхностей деталей машин и приборов, термины и определения стандартизированы в ГОСТ 24642-81.
В основу нормирования и систему отсчета отклонений формы и расположения поверхностей положен принцип прилегающих
поверхностей и профилей, элементов детали и сборочных единиц (приведены на рис. 2). Все отклонения и допуски подразделяются на три группы:
- формы;
- расположения;
- суммарные (форма и расположения).
Отклонением расположения поверхности или профиля называют отклонение реального расположения поверхности (профиля) от его номинального расположения без учета отклонения формы рассматриваемых и базовых поверхностей. При этом реальные поверхности заменяют прилегающими. Точность расположения считается обеспеченной, если действительное отклонение не превышает допуска, установленного на данный вид отклонения, т.е.  .
.
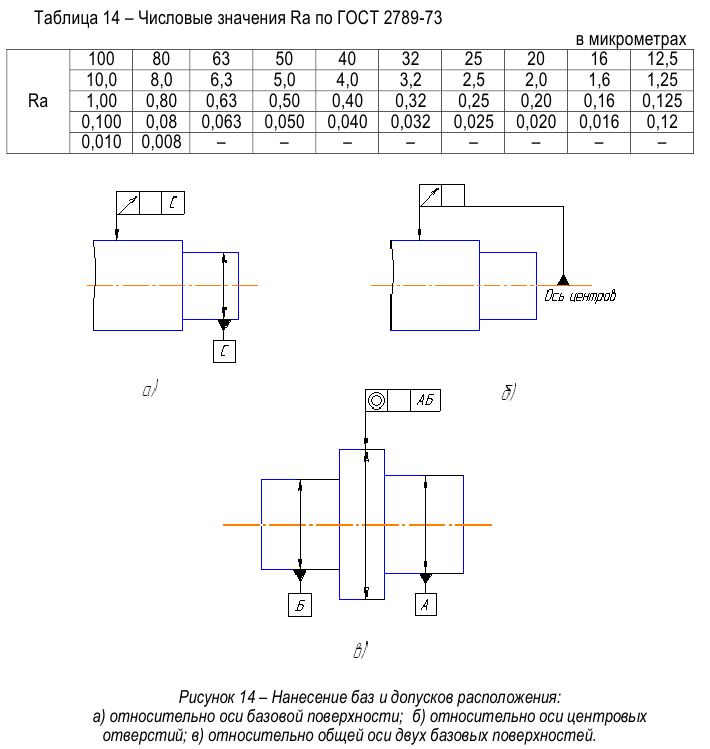
База — элемент детали, определяющий одну из плоскостей или осей системы координат, по отношению к которой задается допуск расположения или определяется отклонение расположения рассматриваемого элемента. Базами могут быть, например, базовая ось, базовая плоскость.
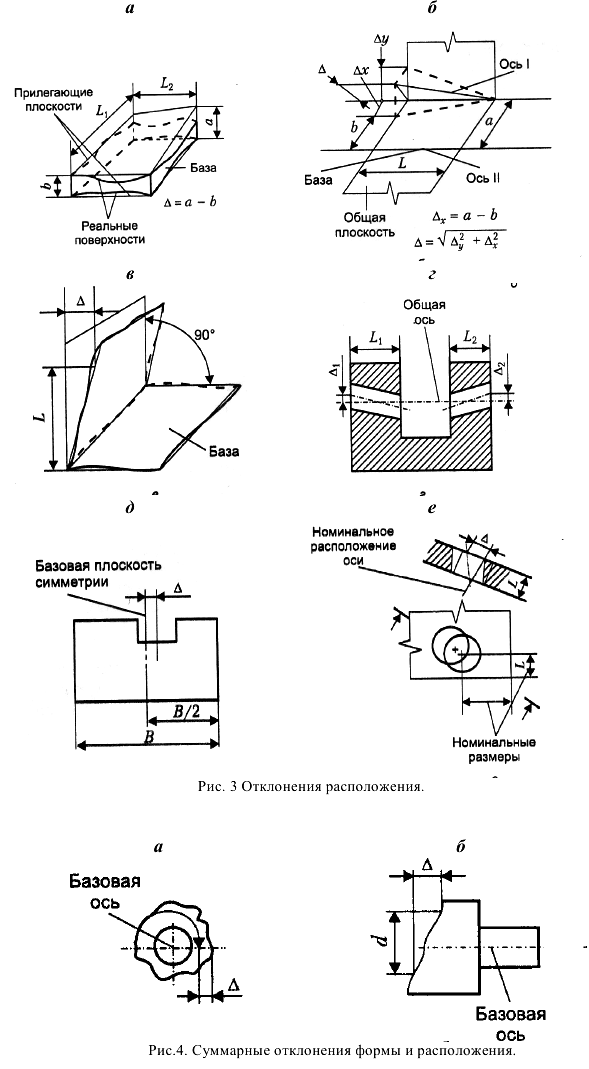
Отклонение от параллельности плоскостей (рис. 3, а) является разность  наибольшего и наименьшего расстояния между прилегающими плоскостями в пределах нормируемого участка.
наибольшего и наименьшего расстояния между прилегающими плоскостями в пределах нормируемого участка.
Отклонение от параллельности осей (прямых) в пространстве (рис. 3, б) является геометрической суммой отклонений от параллельности проекций осей (прямых) в двух взаимно перпендикулярных плоскостях. Одна из этих плоскостей является общей плоскостью осей, то есть, плоскостью, проходящей через одну базовую ось и точку другой оси.
На рис. 3, в показано отклонение от перпендикулярности плоскостей.
Отклонение от соосности относительно общей оси — это наибольшее расстояние между осью рассматриваемой поверхности вращения и общей осью двух (или нескольких) поверхностей вращения на длине нормируемого участка (рис. 3, г).
Отклонение от симметричности относительно базовой плоскости — наибольшее расстояние между плоскостью симметрии рассматриваемой поверхности и базовой плоскостью симметрии в пределах нормируемого участка (рис. 3, д).
Позиционное отклонение — наибольшее отклонение А реального расположения элемента (его центра, оси ли плоскости симметрии) от его номинального расположения в пределах нормируемого участка (рис. 3, е).
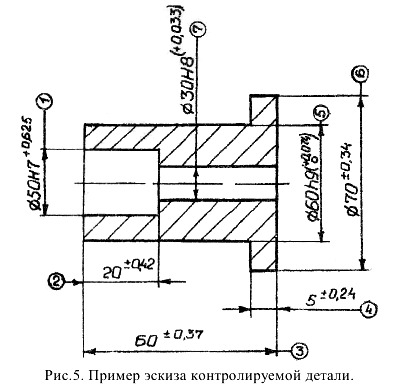
Суммарное отклонение формы и расположения называется отклонение, являющееся результатом совместного проявления отклонения формы и отклонения расположения рассматриваемого элемента относительно заданных баз. Количественно суммарные отклонения оцениваются по точкам реальной нормируемой поверхности относительно прилегающих базовых элементов или их осей.
К суммарным отклонениям относятся радиальное биение и торцевое биение. Радиальное биение поверхности вращения относительно базовой оси является результатом совместного проявления отклонения от круглости профиля рассматриваемого
сечения и отклонения центра относительно базовой оси. Оно равно разности наибольшего и наименьшего расстояния от точек реального профиля поверхности вращения до базовой оси в сечении, перпендикулярном к этой оси ( на рис. 4, а).
Торцевое биение это разность наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси. Определяется на заданном диаметре  или любом диаметре торцовой поверхности (рис. 4, б).
или любом диаметре торцовой поверхности (рис. 4, б).
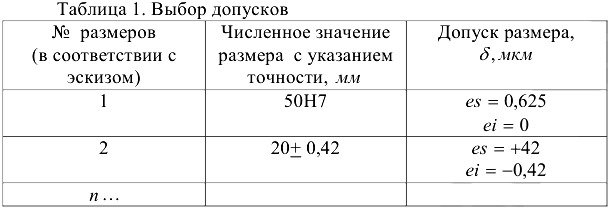
- Измерение параметров заданной детали и изображение эскиза (чертежа). На эскизе детали проставляются номера размеров и поверхностей (рис. 5).
Произвести нормирование точности размеров, формы и расположения заданной детали (точность задается преподавателем). Исходя из заданной точности выбираются допуски размеров, формы и расположения поверхностей детали и заносятся в табл.1.
- Разработка методики выполнения измерения. Изобразить схемы измерения параметров детали.
Методика выполнения измерений — нормативно-технический документ, в котором установлена совокупность операций и правил, выполнение которых обеспечивает получение необходимых результатов измерений. В методике выполнения измерений должны указываться: ее назначение, нормы точности и область применения; метод (методы) измерений; требования к средствам измерения и вспомогательным устройствам, необходимым для выполнения измерений.
Разработка методик выполнения измерений должна включать:
- анализ технических требований к точности измерений, изложенных в технических заданиях;
- определение конкретных условий проведения измерений;
- определение порядка подготовки средств измерений к работе и т.д.
Под методом измерения понимают совокупность приемов использования принципов и средств измерений, выбранную для решения конкретной измерительной задачи. В понятие метода измерений входят как теоретическое обоснование принципов измерения, так и разработка приемов применения средств измерения.
Измерение отклонения от круглости (рис. 6) производят двухконтактными приборами или кругломерами. Для двухконтактного измерения круглости, овальности, огранки с четным числом граней применяют рычажные скобы с точечным контактом измерительных наконечников или измерительными головками (индикаторы) /, закрепленными в специальных держателях 2 (рис. 6, а). Огранку с нечетным числом граней проверяют в калиброванных кольцах или измеряют трехконтактным способом в измерительной призме 2 с индикатором 1 (рис. 6, б).
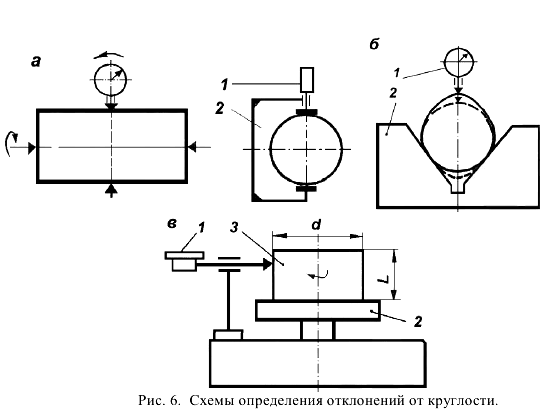
Отклонение от круглости наиболее полно и точно определяют кругломерами с вращающимся измерительным наконечником или с вращающимся столом 2 (рис. 6, в).
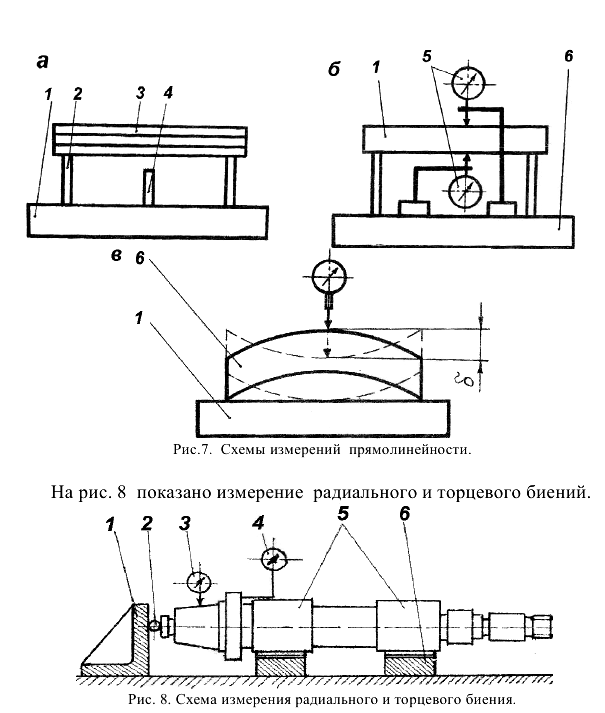
Измерение отклонения от прямолинейности осуществляют с помощью поверочной линейки (рис.7, а), при этом на исследуемой поверхности 1 располагают две плоскопараллельные концевые меры длины 2 с одинаковым номинальным размером, на которые устанавливают поверочную линейку 3. Концевая мера 4 имеет меньший номинальный размер, и поэтому между ней и рабочей поверхностью линейки образуется просвет. Перемещая по изделию концевую меру 4, измеряют просвет с помощью щупов, образцов просвета или измерительных микроскопов, и по изменению соответствующей величины судят об отклонении от прямолинейности. Вместо концевой меры могут быть использованы измерительные головки на штативе, установленные на поверочной плите 6 (рис.7, б). Головку перемещают относительно исследуемой поверхности /, производят при этом отсчет по шкале. Измерение отклонения оси от прямолинейности осуществляют при вращении детали 7 на поверочной плите 6 (рис.7, в). Отклонение равно размаху показаний измерительной головки.
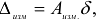
Деталь устанавливается на две измерительные призмы 6 на плите так, чтобы ось детали была параллельна поверхности плиты. Это достигается установкой призм на прокладках и контролируется с помощью показывающего прибора по ординатам крайних образующих базовых 5 или контролируемых поверхностей. Точка на оси вращения одного из торцов детали должна упираться в шарик 2 на жестком упоре 1, чтобы исключить влияние этого торца на результат измерения.
Для определения радиального биения поверхности измерительная головка 3 устанавливается так, чтобы линия измерения совпадала с направлением радиуса контролируемой поверхности, и настраивается на нуль по произвольной точке поверхности. Записи подлежит модуль максимальной алгебраической разности показаний в каждом контролируемом сечении за полный оборот детали. Для контроля торцового биения измерительная головка 4 устанавливается так, чтобы линия измерения проходила параллельно оси базовой поверхности, а исследуемая точка находилась на предписанном радиусе. Настройка на нуль производится на произвольной точке поверхности, искомое биение определяют как модуль алгебраической разности показаний за полный оборот детали.
- Выбор средств измерения для контроля размеров детали по метрологическим характеристикам измерительного инструмента с учетом предельной погрешности показания.
На выбор измерительного средства влияет конструктивная форма, число контролируемых параметров, габариты и масса деталей.
Величина допустимой погрешности измерения параметров изделия составляет от 20 до 35% допуска на изготовление изделия.
Погрешность измерения определяется по формуле:
где  — коэффициент, зависящий от квалитета размера;
— коэффициент, зависящий от квалитета размера;
 — допуск контролируемого размера.
— допуск контролируемого размера.
Значение коэффициента выбирают в зависимости от квалитета:
 — для квалитетов 2…5;
— для квалитетов 2…5;
 — для квалитетов 6, 7;
— для квалитетов 6, 7;
 — для квалитетов 8, 9;
— для квалитетов 8, 9;
 — для квалитетов 10-16.
— для квалитетов 10-16.
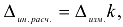
Подставив значение квалитетов размеров в формулу (1), получим погрешность измерения, которые представим в виде табл. 2.
Погрешность инструмента для измерения и контроля размеров детали
где  — нормированный коэффициент,
— нормированный коэффициент,  Результаты расчета по формуле (2) сведем в табл. 3.
Результаты расчета по формуле (2) сведем в табл. 3.
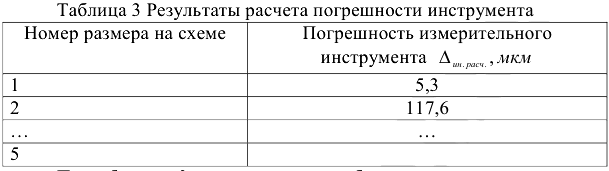
По таблице 3 производится подбор измерительных средств. При подборе необходимо, чтобы табличная погрешность выбираемого измерительного инструмента была ближайшим меньшим значением расчетной. Для измерения размера 1 выбираем индикаторную скобу ГОСТ 9384-60, с пределами измерения 18..50 мм, предельной погрешностью показаний 0,005 мм.
Для измерения размера 2 выбираем штангенциркуль ШЩ-1 ГОСТ 166-73 с пределами измерения 0…125 мм и предельной погрешностью показаний ±0,1 мм.
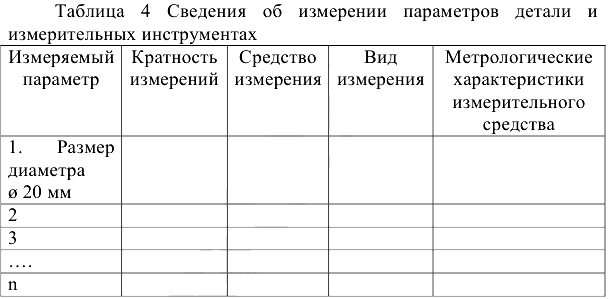
- В таблицу 4 записать метрологические параметры выбранных измерительных инструментов для измерения заданных размеров и отклонений форм и расположений детали, измеряемый параметр, вид измерений, кратность измерений.
Можно выделить следующие виды измерений:
- По отношению к изменению измеряемой величины -статические и динамические. Например, статическими измерениями являются измерения размеров тела, постоянного давления, а динамическими — измерение вибраций.
- По общим приемам получения результатов измерений -прямые, косвенные, совокупные и совместные. Целью совместных измерений является нахождение функциональной зависимости между величинами, например, зависимости длины тела от температуры. Совокупные измерения — это такие измерения, в которых значения измеряемых величин находят по данным повторных измерений одной или нескольких одноименных величин при различных сочетаниях мер или этих величин.
- По способу выражения результата измерений различают абсолютные и относительные измерения. Например, измерение диаметра, вращающейся детали по числу оборотов соприкасающегося с ней ролика.
- По числу измерений в ряду измерений — однократные и многократные измерения. Значение физической величины может быть найдено посредством однократного ее измерения, либо путем нескольких, следующих друг за другом измерений с последующей статистической обработкой их результатов. В первом случае имеют место однократные измерения, во втором — измерения с многократными наблюдениями.
- Произвести измерение заданных параметров детали, заполнить протоколы измерений. Измерению подлежат диаметры детали, прямолинейность поверхности, отклонение от круглости, радиальное биение.
Результаты измерений сравниваются с заданными нормами точности детали назначенные ранее. По результатам измерения делается вывод о точности выполненных размеров, формы и расположения поверхностей и выборе измерительных средств.
Гладкие сопряжения и калибры
Расчет допусков и посадок гладких цилиндрических сопряжений
Задача № 1
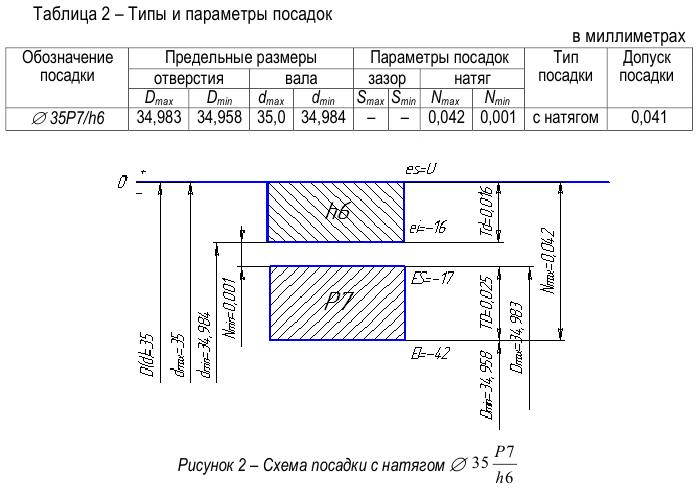
Определить систему и тип посадки, предельные размеры валов и отверстий для заданных посадок, параметры посадок (максимальный и минимальный зазоры, натяги в соединениях), рассчитать допуски валов, отверстий, посадок и проверить правильность расчётов, выполнить схемы предложенных посадок и проставить размеры на эскизах.
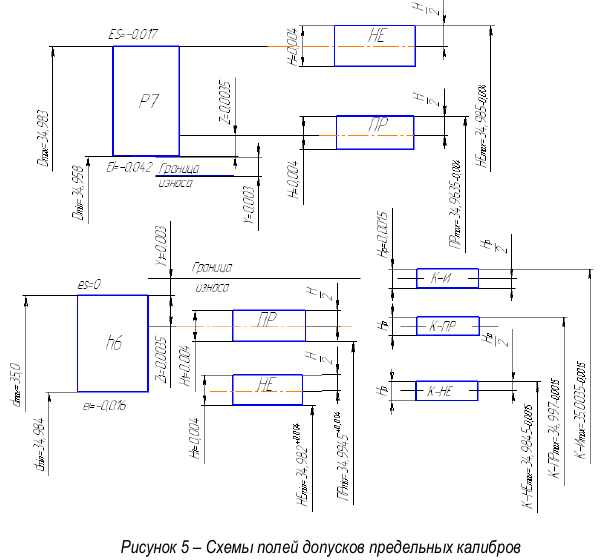
Для одной из заданных посадок выполнить расчёт калибров: составить схему расположения полей допусков предельных калибров, рассчитать исполнительные размеры калибров, разработать эскизы рассчитанных калибров с простановкой исполнительных размеров, маркировки и шероховатости рабочих поверхностей.
Методические указания
Посадки образуются путём сочетания допусков отверстия и вала. Обозначается посадка в виде дроби, при этом числителем является обозначение допуска отверстия, а знаменателем — допуска вала, например:
Рассмотрим условную запись посадки гладкого цилиндрического соединения

 — номинальный размер отверстия и вала, мм;
— номинальный размер отверстия и вала, мм; — основное отклонение отверстия;
— основное отклонение отверстия;- 7-квалитет отверстия;
 — основное отклонение вала;
— основное отклонение вала;- 6- квалитет вала.
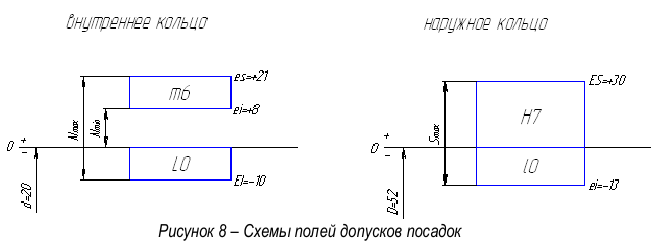
Условные схемы полей допусков отверстия, вала и посадки соединения приведены на рисунке 1.
Посадки могут быть осуществлены как в системе отверстия  , так и в системе вала
, так и в системе вала  .
.
При выборе посадок необходимо учитывать конкретные условия эксплуатации, возможность монтажа. Например, если при эксплуатации температура втулки выше, чем температура вала (сопрягаемые детали сделаны из одного материала), то зазоры должны быть уменьшены, а натяги увеличены, а если температура вала больше, чем втулки — то зазоры соответственно должны быть увеличены, а натяги уменьшены. На практике чаще сочетаются поля допусков одного квалитета, однако в связи с большой трудоёмкостью обеспечения точности изготовления отверстия допуск на него может быть назначен на квалитет грубее допуска вала.
 — верхние отклонения отверстия и вала соответственно, мкм;
— верхние отклонения отверстия и вала соответственно, мкм; — нижние отклонения отверстия и вала соответственно, мкм;
— нижние отклонения отверстия и вала соответственно, мкм; — номинальный диаметр отверстия и вала, мм;
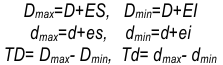
— номинальный диаметр отверстия и вала, мм; — максимальные предельные размеры отверстия и вала, мм;
— максимальные предельные размеры отверстия и вала, мм; — минимальные предельные размеры отверстия и вала, мм;
— минимальные предельные размеры отверстия и вала, мм; — допуск размера отверстия и вала соответственно, мм;
— допуск размера отверстия и вала соответственно, мм; — допуск посадки с зазором, мм;
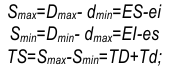
— допуск посадки с зазором, мм; — максимальный зазор в соединении, мм;
— максимальный зазор в соединении, мм; — минимальный зазор в соединении, мм.
— минимальный зазор в соединении, мм.
Применяются следующие типы посадок: с зазором, с натягом, переходная.
Соединения с натягом широко применяются в машиностроении, когда требуется передача значительных осевых усилий, крутящих моментов или нагрузок от их совместного действия. Сопротивление взаимному смещению деталей в этих соединениях создаётся и поддерживается за счёт сил трения в сопряжении. В таких соединениях диаметр вала до сборки всегда больше диаметра отверстия.
Посадки с зазором предназначены для получения подвижных и неподвижных соединений. В неподвижных соединениях посадки с зазором применяются для выполнения беспрепятственной сборки сменных деталей, относительная неподвижность которых обеспечивается шпонками, болтами, штифтами и т. п. Подвижные посадки характеризуются наличием гарантированного зазора, позволяющего свободно перемещаться сопрягаемым деталям относительно друг друга, компенсировать температурные деформации и отклонения формы поверхностей.Переходные посадки используются взамен посадок с натягом, когда необходимо проводить разборку и сборку сопряжения при его эксплуатации. Если требуется обеспечить неподвижное соединение вала и отверстия с помощью переходной посадки, то обычно требуется дополнительное крепление сопрягаемых деталей, поскольку предельные натяги невелики. Расчётные формулы для параметров посадок:
а) с зазором
б) с натягом
в)переходной
Решение задачи;
Задана посадка  .
.
Используется система вала, т. к. основное отклонение вала  . Посадка с натягом, так как обозначение основного отклонения отверстия —
. Посадка с натягом, так как обозначение основного отклонения отверстия —  . Для отверстия
. Для отверстия  : верхнее отклонение
: верхнее отклонение  ; нижнее отклонение
; нижнее отклонение  [5]. Допуск
[5]. Допуск  .
.
Для вала  : верхнее отклонение
: верхнее отклонение  ; нижнее отклонение
; нижнее отклонение  [5]. Допуск
[5]. Допуск  .
.
Предельные размеры отверстия и вала:
Параметры посадки с натягом:
Проверка: допуск посадки 

Результаты расчётов необходимо свести в таблицы и по данным расчётов построить схемы полей допусков рассчитанных посадок.
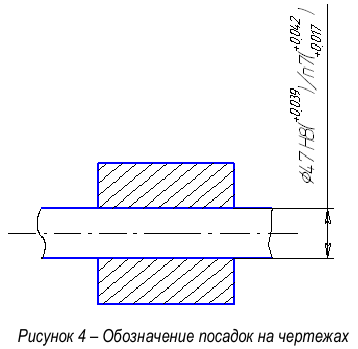
Выполнить простановку посадок на эскизах (рисунок 3).
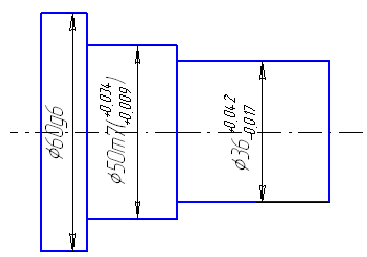
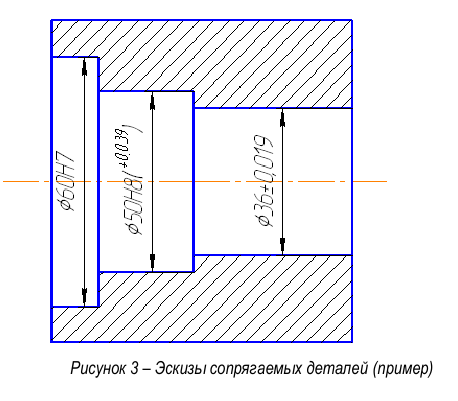
Предпочтительным обозначением полей допусков на чертежах являются  и
и  .
.
Расчет калибров для контроля гладких цилиндрических соединений
Задача № 2
Рассчитать комплект гладких предельных калибров для контроля вала и отверстия, составляющих одну из посадок задания 1.1:
-построить схемы полей допусков выбранных деталей, а также рабочих и контрольных калибров для контроля этих деталей;
-на схемах указать предельные отклонения и допуски деталей и калибров, предельные размеры калибров;
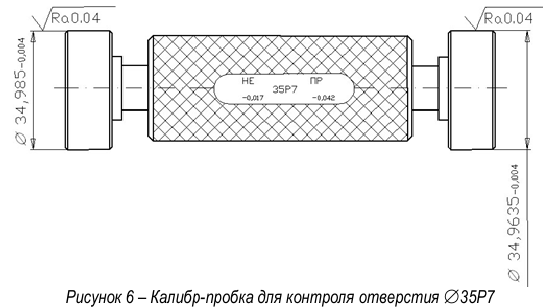
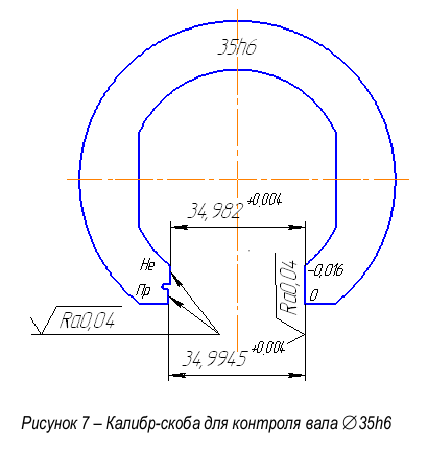
-выполнить чертежи рабочих калибров, указать маркировку, исполнительные размеры и шероховатость рабочих поверхностей калибров.
Методические указания
При массовом и крупносерийном производстве контроль точности изготовления с допусками  выполняется калибрами: валов — скобами, отверстий — пробками. Комплекты рабочих калибров для контроля готовых изделий состоят из проходного ПР и непроходного НЕ, зачастую совмещённых.
выполняется калибрами: валов — скобами, отверстий — пробками. Комплекты рабочих калибров для контроля готовых изделий состоят из проходного ПР и непроходного НЕ, зачастую совмещённых.
Деталь считается годной, если под собственным весом или действием силы, равной весу, проходной калибр проходит, а непроходной — не проходит по проверяемым поверхностям. Проходной стороной ПР калибров контролируют проходной предел -максимальный предельный размер  у валов и минимальный предельный размер
у валов и минимальный предельный размер  у отверстий, т. е. размеры, соответствующие максимуму материала деталей. Непроходной стороной НЕ калибров контролируют непроходной предел — минимальный предельный размер
у отверстий, т. е. размеры, соответствующие максимуму материала деталей. Непроходной стороной НЕ калибров контролируют непроходной предел — минимальный предельный размер  , валов и максимальный предельный размер
, валов и максимальный предельный размер  отверстий, т. е. размеры, соответствующие минимуму материала деталей.
отверстий, т. е. размеры, соответствующие минимуму материала деталей.
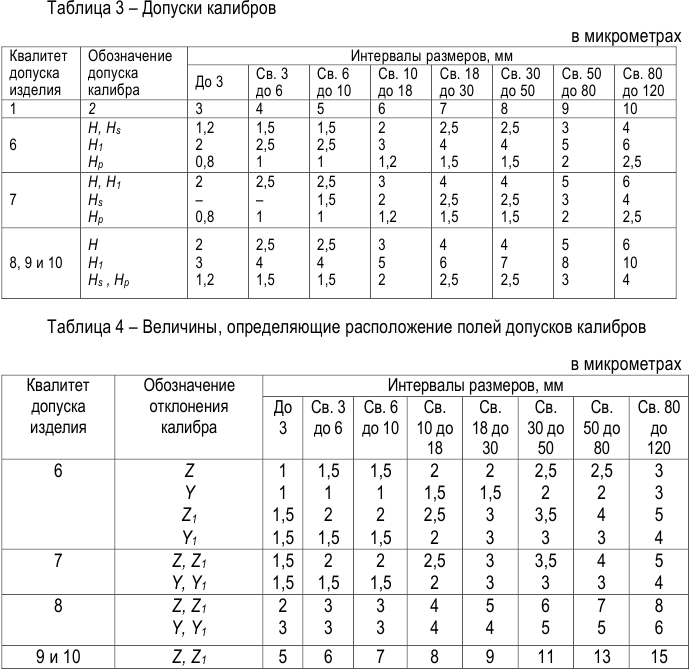
Для контроля величины износа нерегулируемых и установки регулируемых калибров-скоб применяют контрольные калибры — пробки. По СТ СЭВ 157-75 на изготовление гладких калибров установлены обозначения отклонений и допусков (по 2…4 квалитетам):
 — допуск новых калибров для отверстий;
— допуск новых калибров для отверстий;
 — допуск калибров со сферическими измерительными поверхностями, мкм;
— допуск калибров со сферическими измерительными поверхностями, мкм;
 — допуск новых калибров для вала, мкм;
— допуск новых калибров для вала, мкм;
 — допуск контрольных калибров для скоб, мкм;
— допуск контрольных калибров для скоб, мкм;
 — отклонение середины поля допуска проходного калибра-пробки относительно наименьшего предельного размера контролируемого отверстия, мкм;
— отклонение середины поля допуска проходного калибра-пробки относительно наименьшего предельного размера контролируемого отверстия, мкм;
 — отклонение середины поля допуска проходного калибра-кольца или калибра скобы относительно наибольшего предельного размера контролируемого вала, мкм;
— отклонение середины поля допуска проходного калибра-кольца или калибра скобы относительно наибольшего предельного размера контролируемого вала, мкм;
 — допустимый выход размера изношенного проходного калибра-пробки за границу поля допуска изделия, мкм;
— допустимый выход размера изношенного проходного калибра-пробки за границу поля допуска изделия, мкм;
 — допустимый выход размера изношенного проходного калибра-кольца или калибра скобы, мкм;
— допустимый выход размера изношенного проходного калибра-кольца или калибра скобы, мкм;
 и
и  — величина для компенсации погрешности контроля калибрами соответственно отверстий или валов с размерами выше 180 мм. При размерах отверстий или валов менее 180 мм
— величина для компенсации погрешности контроля калибрами соответственно отверстий или валов с размерами выше 180 мм. При размерах отверстий или валов менее 180 мм  .
.
Для изделий от 9-го до 17-го квалитетов граница износа проходных калибров совпадает с пределом максимума материала изделия  .
.
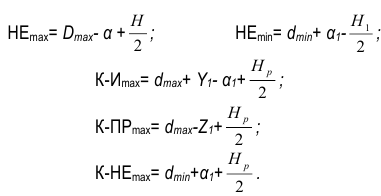
Исполнительными называют предельные размеры калибра по которым изготавливают новый калибр. Для калибров-пробок исполнительными размерами ПР и НЕ сторон калибра являются наибольшие предельные размеры с допусками «в минус», т. е. в «тело» калибра.
Формулы для расчёта исполнительных размеров калибров-пробок  и
и  , калибров-скоб
, калибров-скоб  и
и  и контрольных калибров
и контрольных калибров  :
:

На калибрах маркируются номинальный размер детали, условное обозначение поля допуска контролируемого размера, тип ПР или НЕ, числовые значения предельных отклонений контролируемого размера (рисунок 6).
Решение задачи;
Разработаем предельные калибры для контроля сопряжения  . Устанавливаем допуски на изготовление предельных калибров по таблице 3 и 4:
. Устанавливаем допуски на изготовление предельных калибров по таблице 3 и 4:
для отверстия

для вала

Исполнительный размер проходной стороны калибра-пробки:

размер на чертеже

Исполнительный размер непроходной стороны калибра-пробки:

размер на чертеже

Исполнительный размер проходной стороны калибра-скобы:

размер на чертеже

Исполнительный размер непроходной стороны калибра-скобы:

размер на чертеже

Исполнительный размер контрольного калибра для контроля износа рабочего калибра-скобы ПР:

округляем до величины, кратной

размер на чертеже

Исполнительный размер контрольного калибра для рабочей скобы ПР:

размер на чертеже

Исполнительный размер контрольного калибра для рабочей скобы НЕ:

размер на чертеже

Строим схемы полей допусков для предельных калибров (рисунок 5)
Шероховатость рабочих поверхностей калибров:

для калибра-пробки

принимаем

из стандартного ряда [5];
для калибра-скобы

принимаем

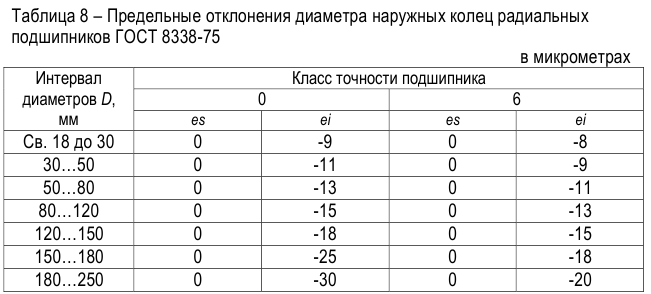
Расчёт и выбор посадок подшипника качения
Задача № 3
- Расшифровать маркировку подшипника качения.
- Определить минимальный и максимальный допустимые натяги для внутреннего кольца подшипника (при вращении наружного кольца подшипника производится расчёт только минимального допустимого натяга).
- Подобрать из числа рекомендуемых посадку для вращающегося кольца подшипника.
- Определить минимальный и максимальный натяги в соединении.
- Выбрать посадку для невращающегося кольца подшипника.
- Построить схемы полей допусков, выбранных посадок, для колец подшипника качения.
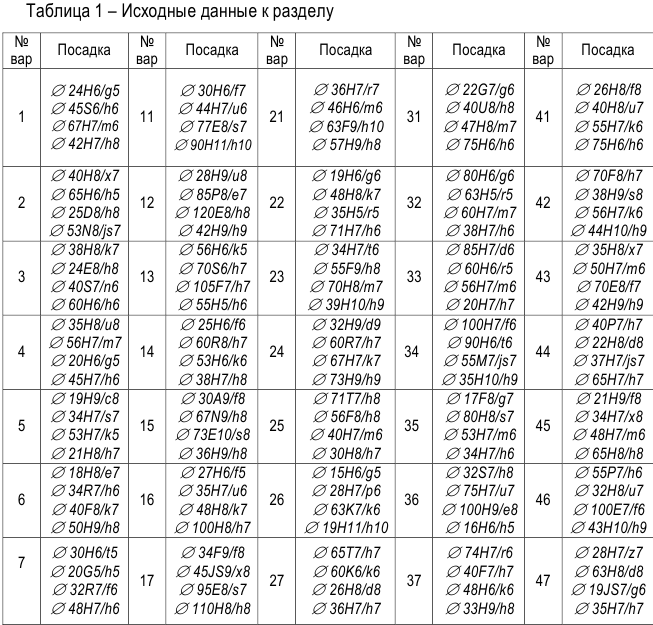
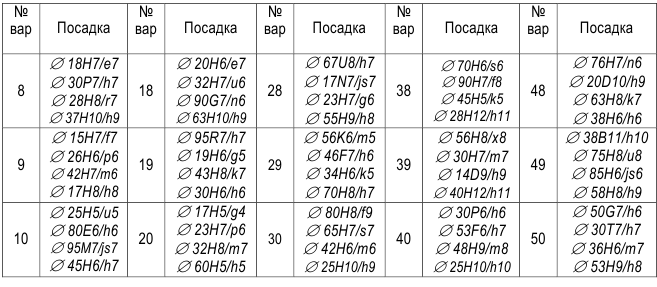
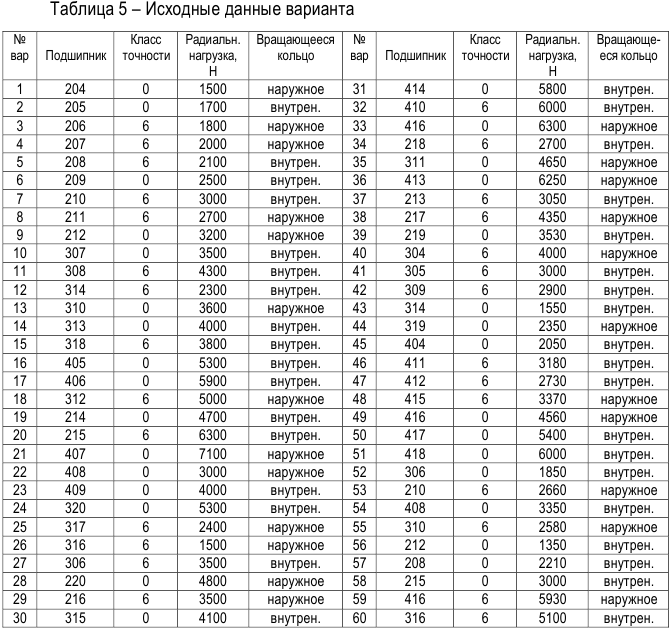
Вариант для выполнения индивидуального задания по данному разделу студент выбирает из таблицы 5.
Методические указания
В сборочных единицах машин и механизмов широко применяются подшипники качения (ПК). При этом от точности изготовления подшипников и правильности выбора их посадки на вал и в корпус во многом зависят работоспособность и долговечность машин. Поэтому допуски и посадки ПК оговорены специальными стандартами. В ГОСТе 520-89 установлены классы точности подшипников: 0; 6; 5; 4; 2; Т. Перечень классов точности дан в порядке повышения точности. Для механизмов общего назначения используются подшипники классов 0 и 6. ПК классов точности 5, 4 и 2 применяются при больших частотах вращения и в тех случаях, когда требуется высокая точность вращения: для шпинделей станков, высокооборотных двигателей и т. п.
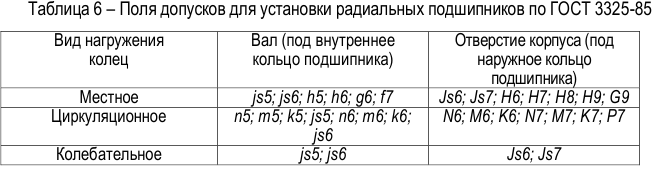
Посадки колец ПК на валы и в корпуса выбираются по ГОСТ 3325-85. Выбор посадки кольца подшипника определяется характером его нагружения (местное, циркуляционное, колебательное), зависящим от того, вращается или не вращается кольцо относительно действующей на него нагрузки.
Местно-нагруженные кольца должны иметь соединение с зазором или незначительным натягом между кольцом и сопрягаемой деталью.
Циркуляционно-нагруженные кольца должны иметь неподвижное соединение с сопрягаемой деталью.
Колебательно-нагруженные кольца должны устанавливаться с незначительным зазором между соединяемой деталью.
В таблице 6 приведены поля допусков для установки радиальных подшипников в зависимости от условий монтажа и видов нагружения.
Посадки подшипников качения имеют свою специфику:
• во-первых, они более точные; ПК изготавливаются на специализированных заводах по  и не обрабатываются при образовании посадок;
и не обрабатываются при образовании посадок;
• во-вторых, расположение полей допусков на посадочные места ПК отличается от принятого в ЕСДП для гладких соединений (поле допуска на внутренний диаметр  подшипника перевёрнуто относительно нулевой линии, т. е. допуски на размер даются в минус, а не в плюс, как это принято для отверстия в системе отверстия);
подшипника перевёрнуто относительно нулевой линии, т. е. допуски на размер даются в минус, а не в плюс, как это принято для отверстия в системе отверстия);
• в-третьих, из-за небольших толщин колец, подшипники очень чувствительны к колебаниям значений натягов в соединении. Допуски на диаметры  и подшипника не соответствуют значениям по ГОСТ 25347-82 на гладкие цилиндрические сопряжения.
и подшипника не соответствуют значениям по ГОСТ 25347-82 на гладкие цилиндрические сопряжения.
Для обеспечения равномерности износа элементов качения подшипника и беговых дорожек его колец при образовании посадки подшипника необходимо руководствоваться следующим:
1) кольцо подшипника, вращающегося по отношению к вектору нагрузки, должно устанавливаться с натягом;
2) кольцо подшипника, не вращающегося по отношению к вектору нагрузки, должно устанавливаться с зазором.
Посадки подшипников качения осуществляются с малыми натягами и зазорами. Это необходимо как для обеспечения работоспособности соединения, так и для возможности осевого перемещения при монтаже и температурных деформациях валов.
Расчёт минимального натяга, мкм:
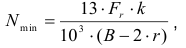
где  — наибольшая радиальная сила, действующая на подшипник,
— наибольшая радиальная сила, действующая на подшипник,  ;
;
 — коэффициент: для лёгкой серии подшипников
— коэффициент: для лёгкой серии подшипников  для средней серии
для средней серии  ; для тяжёлой серии
; для тяжёлой серии 
 — ширина подшипника;
— ширина подшипника;
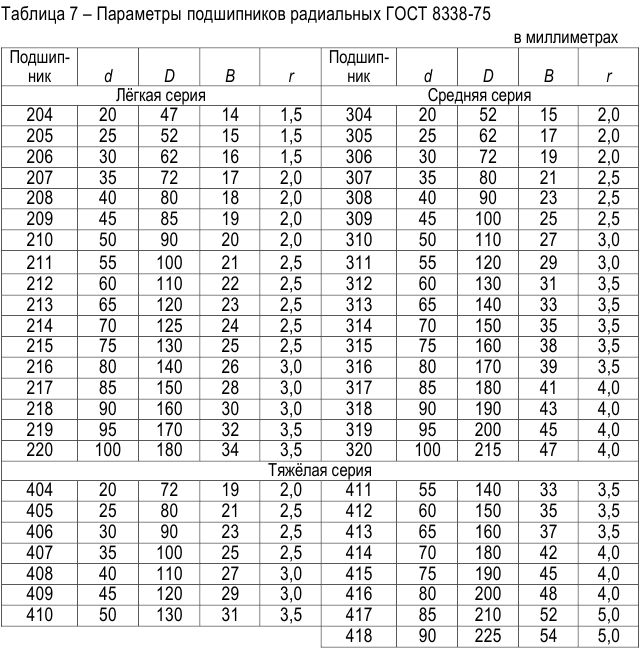
 — радиус скругления кромок отверстия внутреннего и наружного колец (таблица 7), мм.
— радиус скругления кромок отверстия внутреннего и наружного колец (таблица 7), мм.
Для того, чтобы избежать разрыва внутреннего кольца подшипника, максимальный натяг этого кольца не должен превышать допустимый, который приближённо определяется:
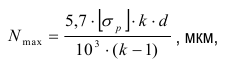
где  — допустимое напряжение на растяжение для материала внутренней обоймы подшипника: для подшипников стали
— допустимое напряжение на растяжение для материала внутренней обоймы подшипника: для подшипников стали  ; — внутренний диаметр подшипника, мм.
; — внутренний диаметр подшипника, мм.
При выборе посадки с натягом для колец подшипника следует руководствоваться следующими правилами:
1) минимальный табличный натяг посадки должен превышать расчётный, т. е. 
2) максимальный табличный натяг должен быть меньше, т. е. 
Если согласно заданию с натягом должно устанавливаться наружное кольцо подшипника, необходимо рассчитать минимальный натяг  , а максимальный допустимый натяг
, а максимальный допустимый натяг  не определяется. В данном случае посадка определяется по условию
не определяется. В данном случае посадка определяется по условию  .
.

Решение задачи;
Исходные данные: подшипник 304; класс точности 0; радиальная сила  в соединении вращающимся является вал.
в соединении вращающимся является вал.
- Подшипник 304 — шариковый радиальный средней серии со следующими параметрами:
 (таблица 7).
(таблица 7).
В рассматриваемом узле вращающимся кольцом является внутреннее кольцо подшипника, поэтому его посадку на вал производим с натягом, а наружное кольцо устанавливаем в корпус с зазором.
- Определение минимального потребного натяга для внутреннего кольца подшипника:

где коэффициент  для средней серии подшипника.
для средней серии подшипника.
- Определение максимального допустимого натяга внутреннего кольца подшипника:

- По значению
 подбираем из числа рекомендуемых посадку для внутреннего кольца подшипника:
подбираем из числа рекомендуемых посадку для внутреннего кольца подшипника: 
По таблицам 9 и [5] определяем предельные отклонения размеров: для отверстия подшипника  ; для вала
; для вала 
- Определение минимального и максимального табличного натяга в соединении:

так как  (8 мкм > 6,8 мкм), a
(8 мкм > 6,8 мкм), a  (31 мкм < 80,7 мкм), можно заключить, что посадка внутреннего кольца подшипника выполнена правильно.
(31 мкм < 80,7 мкм), можно заключить, что посадка внутреннего кольца подшипника выполнена правильно.
- Выбираем посадку для наружного кольца подшипника из рекомендованных:
 , для которой предельные отклонения размеров равны: для отверстия
, для которой предельные отклонения размеров равны: для отверстия  для внутреннего кольца подшипника
для внутреннего кольца подшипника 
Для выбранной посадки максимальный зазор:

Для выбранной посадки минимальный зазор:

- Строим схему полей допусков выбранных посадок для колец (ПК рисунок 8):
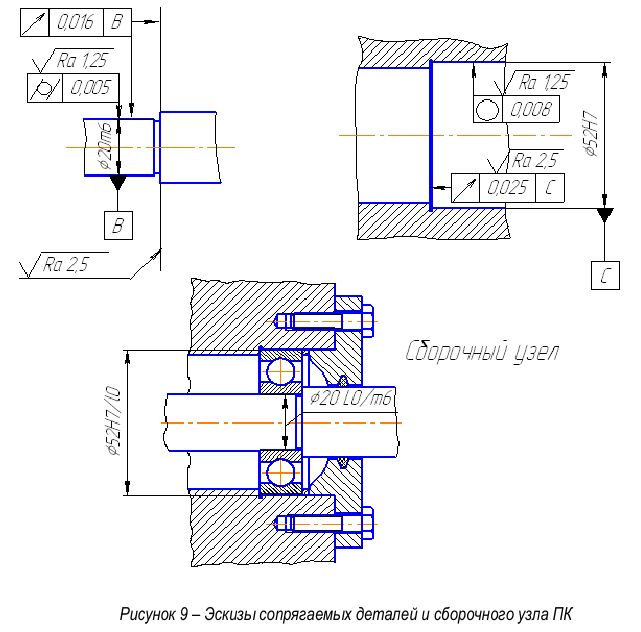
- Изобразим эскиз вала, корпуса и сборочного узла (рисунок 9).
Шероховатость, отклонения формы и расположения поверхностей
Задача № 4
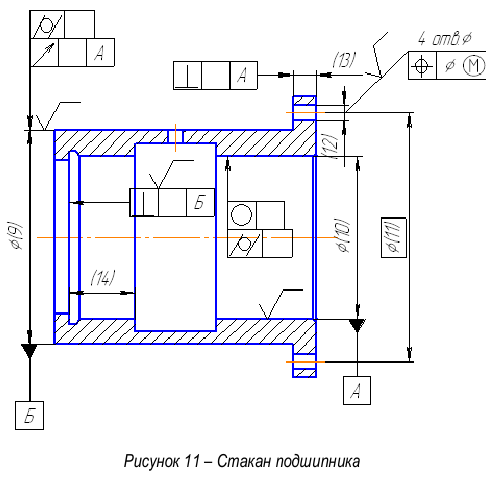
Назначить шероховатость поверхностей и допуски на отклонения формы и взаимного расположения поверхностей для вала и стакана подшипника.
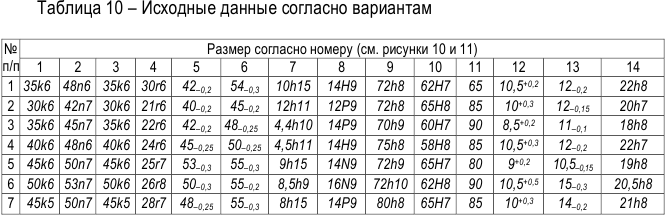
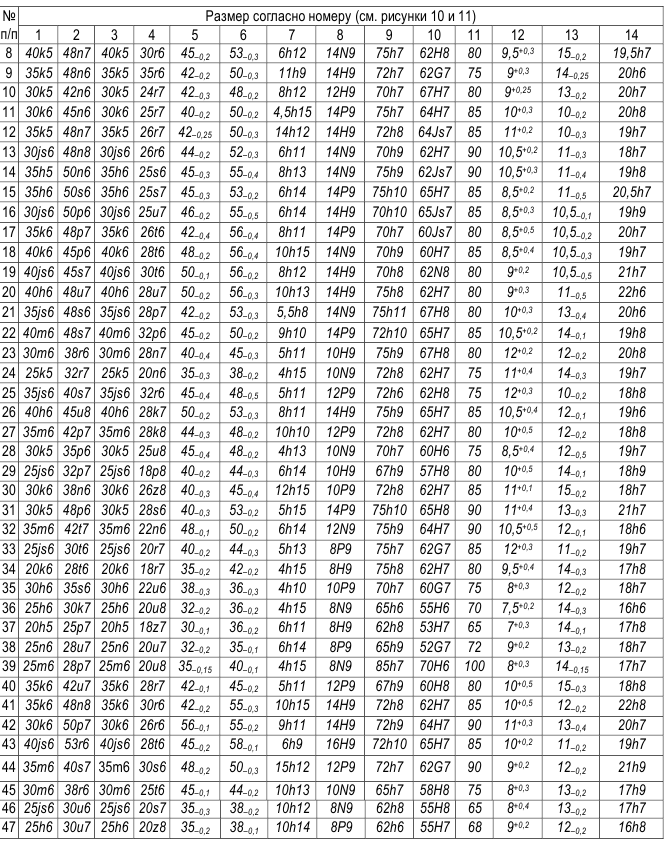
Исходные данные для выполнения задания студент выбирает, согласно варианту, из таблицы 10.
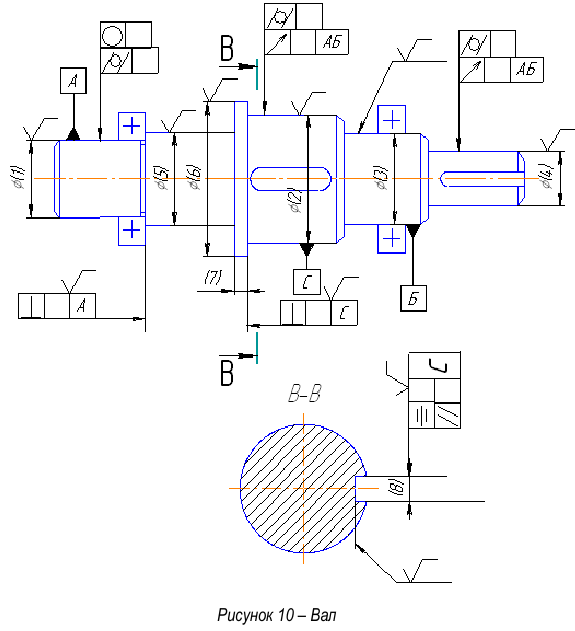
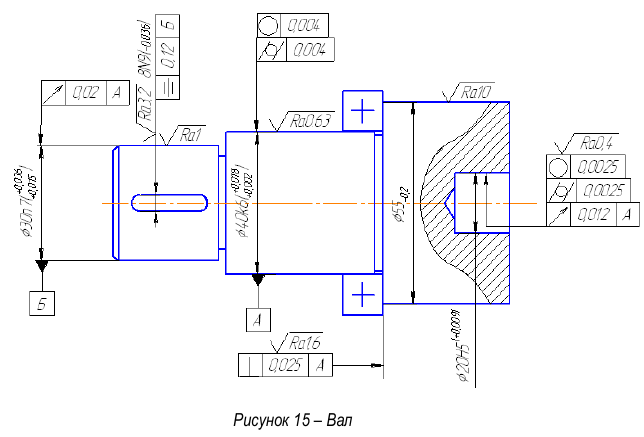
Данное задание заключается в том, чтобы рассчитать и проставить на чертежах вала и стакана подшипника параметры шероховатости и допуски на отклонение формы и взаимного расположения заданных поверхностей. Поверхности, шероховатость которых нужно рассчитать и проставить, обозначены условным знаком шероховатости —  а поверхности, на которые необходимо рассчитать допуски отклонения формы и взаимного расположения, обозначены арабскими цифрами в скобках, проставленными вместо номинального размера и поля допуска (рисунки 10 и 11).
а поверхности, на которые необходимо рассчитать допуски отклонения формы и взаимного расположения, обозначены арабскими цифрами в скобках, проставленными вместо номинального размера и поля допуска (рисунки 10 и 11).
Методические указания
На рабочих чертежах деталей машин все поверхности должны иметь указания о шероховатости. Шероховатость поверхности — это совокупность неровностей поверхности с относительно малым шагом на базовой длине  .
.
Для оценки шероховатости применяют следующие высотные параметры по ГОСТ 2789 — 73:  — среднее арифметическое отклонение неровностей профиля;
— среднее арифметическое отклонение неровностей профиля;  — высота неровностей по 10-ти точкам;
— высота неровностей по 10-ти точкам;  — наибольшая высота неровностей.
— наибольшая высота неровностей.
где  — отклонение профиля от средней линии m в заданной точке.
— отклонение профиля от средней линии m в заданной точке.
где  и
и  — высота соответственно наибольших выступов и впадин на базовой длине .
— высота соответственно наибольших выступов и впадин на базовой длине .
При этом

где  и
и  — максимальные значения высот соответственно выступов и впадин на исследуемом участке.
— максимальные значения высот соответственно выступов и впадин на исследуемом участке.
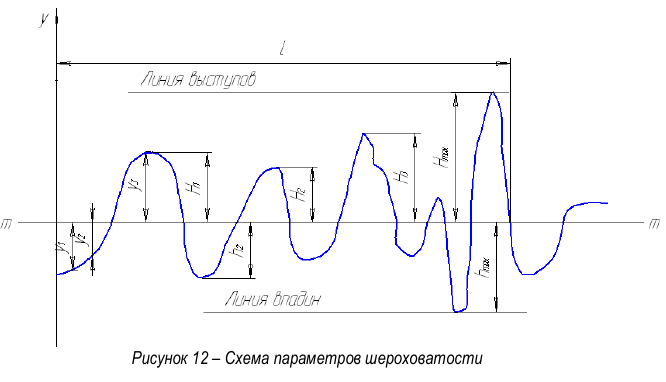
На чертежах для обозначения шероховатости применяются знаки:
 — вид обработки не указан;
— вид обработки не указан;
 — обработка со снятием стружки;
— обработка со снятием стружки;
 — обработка без снятия стружки.
— обработка без снятия стружки.
Знак шероховатости применяется, если не указаны параметры и способ обработки. При указании параметров шероховатости применяют знак с полкой (рисунок 13).
Для простановки шероховатости на рабочих чертежах рекомендуется применять параметры  из стандартного ряда (таблица 14).
из стандартного ряда (таблица 14).
Шероховатость поверхности обычно зависит от допуска  размера поверхности: для поверхностей нормальной относительной геометрической точности рекомендуется
размера поверхности: для поверхностей нормальной относительной геометрической точности рекомендуется  ; для посадочных мест подшипников качения
; для посадочных мест подшипников качения  .
.
Кроме указаний о шероховатости, для ответственных поверхностей деталей на рабочих чертежах необходимо указывать сведения о допусках на их отклонения от номинальной формы и номинального взаимного расположения. Среди отклонений формы поверхности нормируются отклонения от круглости, цилиндричности, прямолинейности и др. Распространёнными отклонениями от взаимного расположения поверхностей являются: отклонения от параллельности, перпендикулярности, соосности, симметричного расположения и др.
Некоторые отклонения имеют сложное происхождение, когда суммируются два различного вида отклонения или более. К отклонениям такого типа относятся радиальное и торцовое биение поверхностей.
Стандартом установлены условные обозначения допусков формы и взаимного расположения поверхностей:
 — допуск прямолинейности;
— допуск прямолинейности; — допуск круглости;
— допуск круглости; — допуск цилиндричности;
— допуск цилиндричности; — допуск профиля продольного сечения;
— допуск профиля продольного сечения;  — допуск параллельности;
— допуск параллельности;  — допуск перпендикулярности;
— допуск перпендикулярности;  — допуск соосности;
— допуск соосности;  — допуск симметричности;
— допуск симметричности;  — позиционный допуск;
— позиционный допуск;  — допуск радиального и торцового биения.
— допуск радиального и торцового биения.
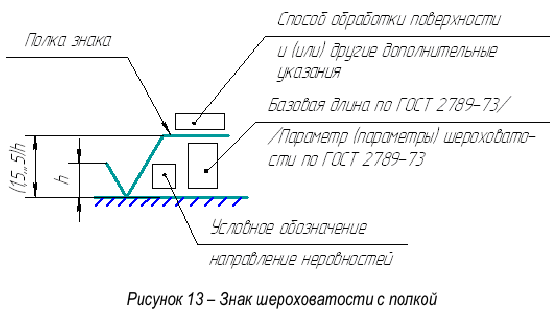
Числовые значения допусков формы и расположения поверхностей установлены ГОСТ 24643-81 и приведены в справочной литературе.
Приближённо для расчёта числовых значений допусков можно пользоваться следующими зависимостями:
- При нормальной относительной геометрической точности поверхности допуск отклонения формы и взаимного расположения поверхностей составляет 60% допуска размера, причём допуск на отклонение от круглости и цилиндричности равен 30% допуска размера.
- Для посадочных мест подшипников качения допуск отклонения формы составляет 50% допуска размера, допуск на отклонение от круглости и цилиндричности — 25%
 .
. - Диаметральный допуск отклонения от соосности двух цилиндрических поверхностей детали равен 30% суммы допусков размеров этих деталей.
- Допуск радиального биения поверхности относительно оси базовой поверхности равен 60% допуска размера контролируемой поверхности.
- Допускаемое радиальное биение одной поверхности относительно базовой поверхности не должно превышать 60% суммы допусков размеров контролируемой и базовой поверхностей.
- Допуск на отклонение от параллельности и симметричности расположения шпоночного паза можно принимать равным соответственно допуску и 4-кратному допуску ширины шпоночного паза.
- Допуск на отклонение от перпендикулярности заплечиков валов можно принимать равным 60% допуска ширины насаживаемых на эти участки валов деталей (для коротких деталей) и 60…100% допуска ширины буртика
 вала при отношении
вала при отношении  для насаживаемой на этот уступ вала детали.
для насаживаемой на этот уступ вала детали. - Допуск перпендикулярности базовых торцов вала для подшипников качения классов точности 0 и 6 назначают по ГОСТ 24643-81 (таблица 11) в зависимости от системы точности допуска перпендикулярности: 8 — для шариковых, 7 — для роликовых (на
 заплечика).
заплечика).
- Допуск перпендикулярности базовых торцов подшипникового стакана оси отверстия задают на
 : для конических роликоподшипников по
: для конических роликоподшипников по  , радиальных подшипников с короткими цилиндрическими роликами по
, радиальных подшипников с короткими цилиндрическими роликами по  , шариковых радиальных и радиально упорных подшипников по
, шариковых радиальных и радиально упорных подшипников по  .
. - Позиционный допуск применяется при задании отклонений от номинального расположения осей отверстий под крепёжные детали и определяется по справочникам, либо рассчитывается в зависимости от допуска на отклонение осей отверстий номинального расположения, определяемого технологией изготовления.
При обработке отверстий, расположенных по линии, позиционный допуск можно выразить через линейный допуск  :
:

При обработке отверстий, расположенных по окружности, позиционный допуск определяется:

где  — допуск радиуса расположения осей отверстий
— допуск радиуса расположения осей отверстий

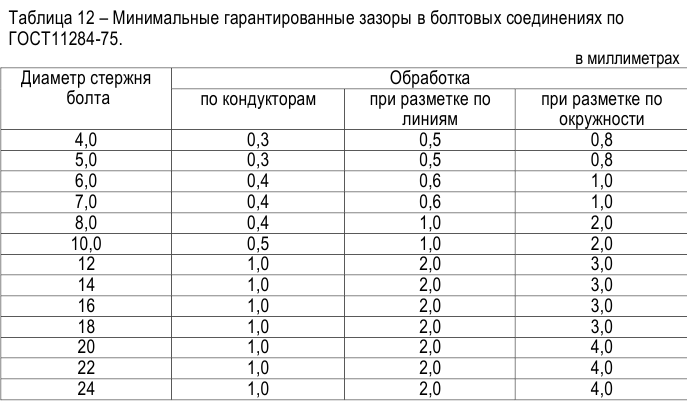
где  — минимальный зазор между отверстием и болтом, мм: принимается по таблице 12.
— минимальный зазор между отверстием и болтом, мм: принимается по таблице 12.
- Зависимые допуски расположения или формы обозначают условным знаком
 , который помещают:
, который помещают:
а) после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента
б) после буквенного обозначения базы в рамке допуска, если зависимый допуск связан с действительными размерами базового элемента
в) после числового значения допуска и буквенного обозначения базы, если зависимый допуск связан с действительными размерами рассматриваемого и базового элементов
Условные обозначения баз и нанесения допусков приведены на рисунке 14. Расчетные значения допусков необходимо округлять до стандартных значений (таблица 13).

Решение задачи;
Назначить шероховатость поверхностей и допуски на отклонение формы и взаимного расположения поверхностей вала (рисунок 10).
Шероховатости отмеченных поверхностей находим сообразно назначению поверхностей и допуску их размера.
Поверхности  согласно квалитетам допусков их размеров являются ответственными поверхностями, образующими с сопрягаемыми поверхностями других деталей определённые посадки. В общем случае выделенные поверхности можно считать поверхностями нормальной геометрической точности, для которых параметр шероховатости
согласно квалитетам допусков их размеров являются ответственными поверхностями, образующими с сопрягаемыми поверхностями других деталей определённые посадки. В общем случае выделенные поверхности можно считать поверхностями нормальной геометрической точности, для которых параметр шероховатости  .
.
Следовательно, для поверхности 

принимаем

из стандартного ряда.
Для поверхности


принимаем из стандартного ряда

Для поверхности под подшипник качения


принимаем

из стандартного ряда.
Шероховатость торца заплечика вала для базирования подшипников класса точности 0 назначаем

Шероховатость поверхности  назначаем по общему правилу
назначаем по общему правилу

Шероховатость поверхностей шпоночного паза на валах:
рабочих

нерабочих

Допуски на отклонение формы и расположения поверхностей также определим приближённым методом.
Расчёт допусков на отклонение от круглости и цилиндричности поверхностей: для поверхности  :
:

принимаем  из стандартного ряда.
из стандартного ряда.

принимаем

для поверхности


принимаем


принимаем

Допуск на радиальное биение поверхности относительно поверхности  : для поверхности
: для поверхности


принимаем

для поверхности


принимаем

Допуск на отклонение от перпендикулярности торца поверхности  для фиксации шарикоподшипника соответствует восьмой степени точности и составляет
для фиксации шарикоподшипника соответствует восьмой степени точности и составляет 
Допуск на отклонение от симметричности расположения шпоночного паза:

принимаем
где  — допуск на ширину паза вала.
— допуск на ширину паза вала.
Возможно эта страница вам будет полезна:
| Допуски и посадки |
| Решение задач по допускам и посадкам |
| Примеры решение задач по допускам и посадкам |
Допуски и посадки шпоночных и шлицевых соединений
Задача № 5
- Выбрать по ГОСТ 23360-78 недостающие параметры шпоночного соединения с призматической шпонкой и записать условное обозначение.
- Для заданного типа соединения назначить поля допусков деталей шпоночного соединения из рекомендуемых посадок и указать условия применения.
- Определить предельные отклонения всех параметров шпоночного соединения.
- Построить схемы расположения допусков для деталей шпоночного соединения.
- На эскизах сечения вала и втулки проставить необходимые размеры.
Вариант задания студент выбирает из таблицы 15.

Методические указания
Стандартами регламентированы размеры и допуски на призматические, сегментные и клиновые шпонки. В работе рассмотрим наиболее используемый на практике вид шпоночного соединения — с призматической шпонкой. Призматические шпонки применяются в подвижных и неподвижных соединениях, трех исполнений: 1 — с закругленными торцами, 2-е плоскими торцами, 3-е одним закругленным, вторым плоским торцами.
Размеры призматических шпонок в зависимости от диаметра вала приведены в таблице 16.

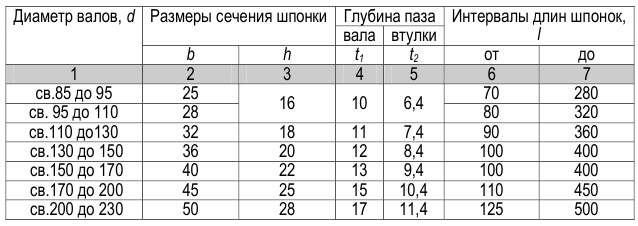
Примечание: длины шпонок должны выбираться из ряда 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360; 400; 450; 500 мм.
В зависимости от поля допуска шпоночного паза вала и втулки при соединении со шпонкой существует три вида соединений:
•1 — свободное соединение, применяемое при затруднённых условиях сборки и действии непрерывных равномерных нагрузок, а также для получения подвижных соединений при лёгких режимах работы (поле допуска для ширины паза на валу  ; поле допуска для ширины паза во втулке
; поле допуска для ширины паза во втулке  );
);
•2 — нормальное соединение, неподвижное соединение, не требующее разборок, не воспринимающее ударных реверсивных нагрузок, отличающееся благоприятными условиями сборки (поле допуска для ширины паза на валу  ; поле допуска для ширины паза во втулке
; поле допуска для ширины паза во втулке  );
);
•3 — плотное соединение, характеризуемое вероятностью получения примерно одинаковых небольших натягов в соединении шпонок с обоими пазами; сборка осуществляется напрессовкой; применяется при редких разборках и реверсивных нагрузках (поле допуска для ширины паза на валу  ; поле допуска для ширины паза во втулке
; поле допуска для ширины паза во втулке  ).
).
Для размеров шпонок стандартом установлены следующие поля допусков: по ширине ; по высоте — для  от 2 до 6 мм и
от 2 до 6 мм и  для
для  свыше 6 мм; по длине —
свыше 6 мм; по длине —  .
.
Для длины шпоночного паза установлено поле допуска  .
.
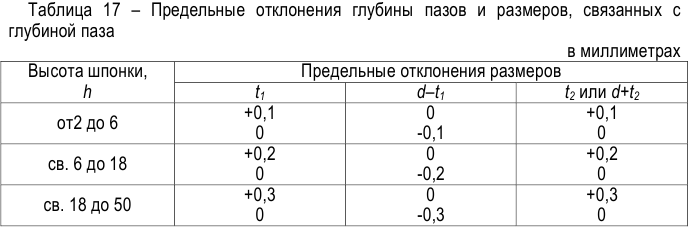
На рабочем чертеже должен проставляться один размер, определяющий глубину паза для вала  : для втулки
: для втулки  . Предельные отклонения глубины паза на валу и во втулке приведены в таблице 17.
. Предельные отклонения глубины паза на валу и во втулке приведены в таблице 17.
В условных обозначениях призматических шпонок указывается последовательно: вид исполнения, ширина шпонки  , высота шпонки , длина шпонки
, высота шпонки , длина шпонки  и ГОСТ 23360-78: условные обозначения: Шпонка 1-16x10x50 ГОСТ 23360-78; Шпонка 3-8x7x63 ГОСТ 23360-78.
и ГОСТ 23360-78: условные обозначения: Шпонка 1-16x10x50 ГОСТ 23360-78; Шпонка 3-8x7x63 ГОСТ 23360-78.
В шпоночных соединениях для вала и втулки рекомендованы следующие посадки:

Решение задачи;
Исходные данные: 042, тип соединения 2 (нормальный).
По ГОСТ 23360-78 выбираем основные размеры соединения:  ,
, вид исполнения 1.
вид исполнения 1.
Условное обозначение шпонки: Шпонка 1-12x8x50 ГОСТ 23360-78.
Условия применения — неподвижное соединение, не требующее разборок не воспринимающее ударных реверсивных нагрузок, отличающееся благоприятными условиями сборки.
Для заданного типа соединения назначаем поля допусков для деталей шпоночного соединения: поле допуска вала  , поле допуска отверстия
, поле допуска отверстия  , поле допуска шпонки —, поле допуска высоты шпонки
, поле допуска шпонки —, поле допуска высоты шпонки  , поле допуска длины шпонки
, поле допуска длины шпонки  , поле допуска ширины паза на валу — , поле допуска ширины паза во втулке — .
, поле допуска ширины паза на валу — , поле допуска ширины паза во втулке — .
Определяем предельные отклонения, пользуясь стандартом на гладкие соединения:
- • диаметр вала 42

- • диаметр втулки 42

- • ширина шпонки 12

- • высота шпонки 8

- • длина шпонки 50

- • ширина паза на валу 12

- • ширина паза во втулке 12
- • глубина паза вала


- • глубина паза втулки


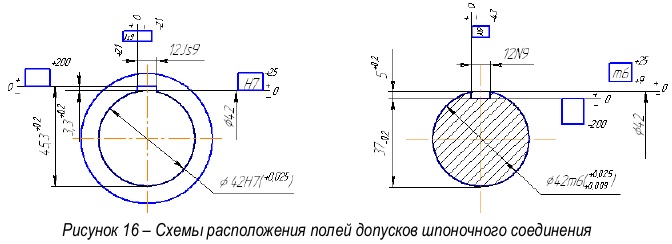
Строим схемы расположения полей допусков (рисунок 16).
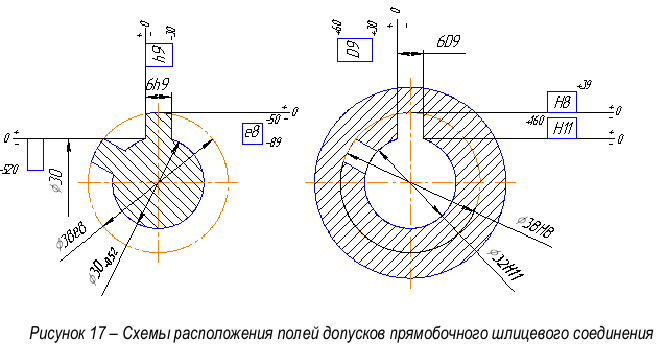
Прямобочное шлицевое соединение
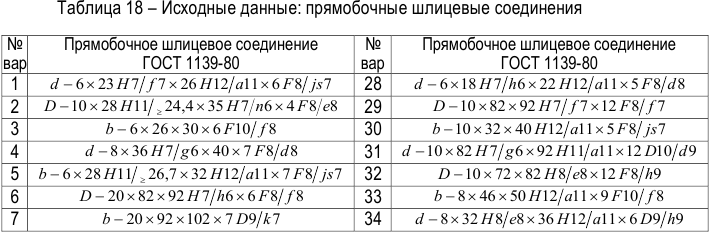
Задача № 6
- Расшифровать условное обозначение соединения по ГОСТ 1139-80.
- Указать условия применения.
- Выбрать по ГОСТ 1139-80 недостающие параметры прямобочного шлицевого соединения.
- Назначить поля допусков шлицевой втулки и шлицевого вала из рекомендованных посадок.
- Определить предельные отклонения всех параметров шлицевых деталей.
- Для шлицевого прямобочного соединения построить схему расположения полей допусков для вала и втулки с указанием необходимых размеров.
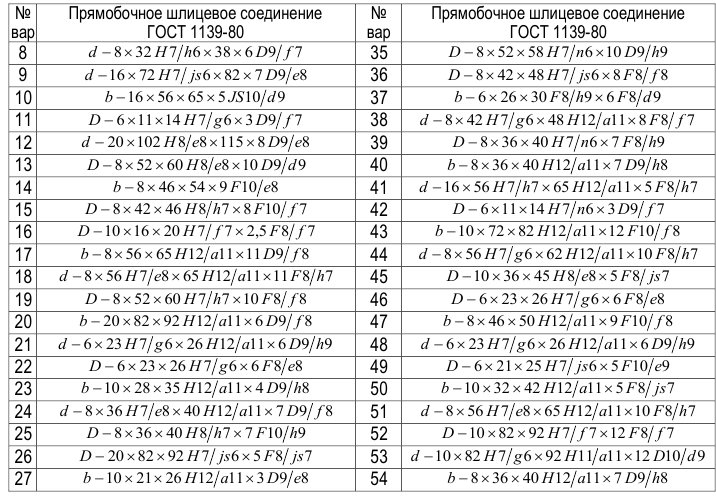
Методические указания
ГОСТ 1139-80 распространяется на размеры и допуски шлицевых прямобочных соединений. Стандарт устанавливает поля допусков, а также посадки валов и втулок для различных способов центрирования. В прямобочных шлицевых соединениях применяют три способа относительного центрирования вала и втулки: по наружному диаметру  ; по внутреннему диаметру
; по внутреннему диаметру  и по боковым поверхностям зубьев
и по боковым поверхностям зубьев  .
.
Центрирование по рекомендуется в случаях повышенных требований к точности соосности элементов соединения, когда твёрдость втулки не слишком высока и допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием по наружному диаметру . Данный вид центрирования применяется в неподвижных, передающих малый крутящий момент соединениях, т. е. в соединениях с малым износом поверхностей.
Центрирование по применяют в случаях повышенных требований к совпадению геометрических осей, если твёрдость втулки не позволяет обрабатывать деталь протяжкой или когда может возникнуть коробление валов после термообработки. Способ значительно дороже, но обеспечивает наибольшую точность.
Центрирование по применяется, когда не требуется особой точности соосности, при передаче значительных моментов, в случаях, когда недопустимы большие зазоры между боковыми поверхностями вала и втулки. Этот способ является наиболее простым и экономичным.
Предельные отклонения на размеры
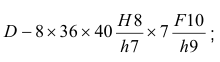
В условном обозначении шлицевого прямобочного соединения указывается последовательно: вид центрирования, число шлицов, внутренний диаметр , наружный диаметр , ширина шлица и посадки в соединении по этим элементам. Условные обозначения :
• центрирование по внутреннему диаметру :
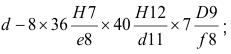
• центрирование по наружному диаметру :
• центрирование по боковым сторонам :

Для нецентрирующего диаметра посадка в условном обозначении не проставляется. Стандартом, для нецентрирующих диаметров, предусмотрены постоянные поля допусков, приведённые в таблице 19.
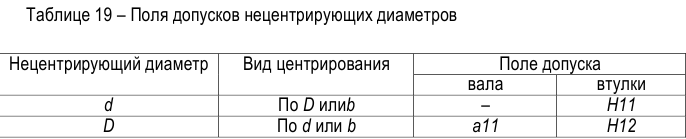
Нецентрирующий диаметр вала должен быть не менее  по ГОСТ 1139-80. Исполнительный размер
по ГОСТ 1139-80. Исполнительный размер

Решение задачи;
Исходные данные:

Прямобочное шлицевое соединение: центрирование по наружному диаметру  ; поле допуска центрирующего диаметра
; поле допуска центрирующего диаметра  — втулки,
— втулки,  — вала; число прямобочных шлицов 8; внутренний диаметр соединения
— вала; число прямобочных шлицов 8; внутренний диаметр соединения  ; ширина шлица
; ширина шлица  , поле допуска ширины шлица втулки
, поле допуска ширины шлица втулки  , поле допуска ширины шлица вала
, поле допуска ширины шлица вала  .
.
Центрирование по применяется в случаях повышенных требований к точности соосности элементов соединения, когда твёрдость втулки не слишком высока и допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием. Применяется в неподвижных, передающих малый крутящий момент соединениях, т. е. в соединениях с малым износом поверхностей.
По ГОСТ 1139-80 назначаем поля допусков втулки и вала по нецентрирующему диаметру: втулки  , размер вала по нецентрирующему диаметру не менее
, размер вала по нецентрирующему диаметру не менее

принимаем 
Величины предельных отклонений диаметров и ширины прямобочного шлица определяем по [5].
Строим схемы расположения полей допусков (рисунок 17).
Для втулки

центрирующий диаметр

нецентрирующий диаметр
ширина паза

Для вала

центрирующий диаметр
нецентрирующий диаметр

ширина шлица

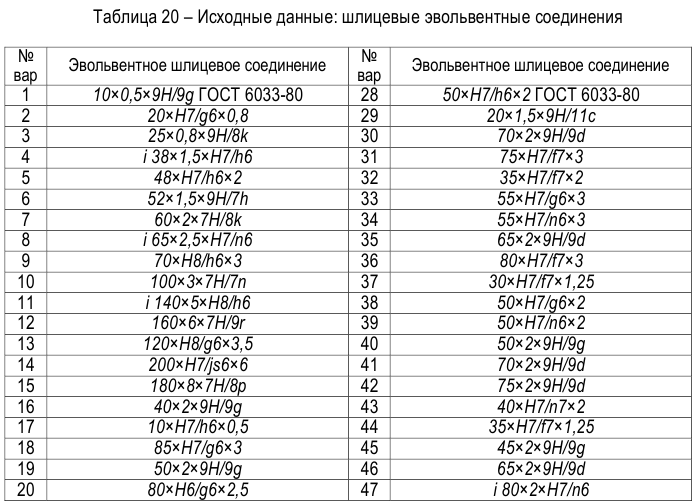
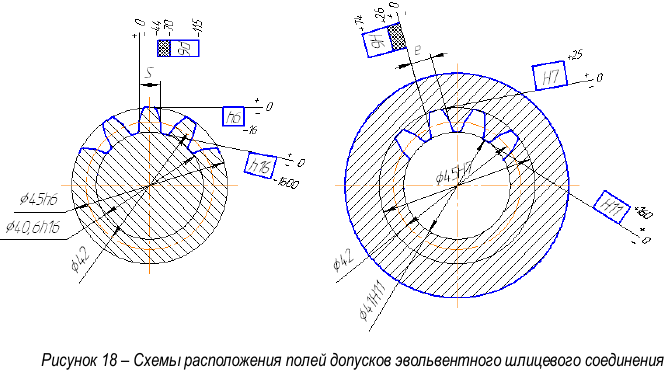
Эвольвентные шлицевые соединения
Задача № 7
- Расшифровать условное обозначение соединения по ГОСТ 6033-80.
- Указать условия применения.
- Определить основные параметры шлицевого эвольвентного соединения.
- Назначить поля допусков втулки и вала из рекомендованных посадок.
- Определить предельные отклонения всех параметров шлицевых деталей.
- Построить схему расположения полей допусков для вала и втулки.
Методические указания
ГОСТ 6033-80 распространяется на шлицевые соединения с эвольвентным профилем зуба, с углом профиля 30°. Стандарт устанавливает допуски и посадки для эвольвентных шлицевых соединений при центрировании по внутреннему диаметру, наружному диаметру и по боковым сторонам зубьев.
Наиболее распространёнными способами центрирования деталей эвольвентного соединения являются центрирование по боковым сторонам (часто встречающееся и экономичное) и по наружному диаметру (при необходимости точной соосности деталей на валу). Допускается также центрирование по внутреннему диаметру.
При центрировании по боковым поверхностям зубьев имеется особенность построения системы допусков: установлено два вида допусков ширины — впадины втулки  толщины зуба
толщины зуба  вала;
вала;  — допуск ширины впадины втулки (допуск толщины зуба вала);
— допуск ширины впадины втулки (допуск толщины зуба вала);  — суммарный допуск, включающий отклонения формы и расположения элементов профиля впадин (зуба). Так как допуски размеров и делятся на две части, то для всех полей допусков установлено по три отклонения:
— суммарный допуск, включающий отклонения формы и расположения элементов профиля впадин (зуба). Так как допуски размеров и делятся на две части, то для всех полей допусков установлено по три отклонения:
• основное или суммарное отклонение  для допусков ширины впадины и
для допусков ширины впадины и  для допусков ширины зубьев;
для допусков ширины зубьев;
• отклонение, определяющее границу между допуском, установленным на отклонение формы и расположения элементов профиля впадины или зуба и соответственно размеров и :  — для ширины впадины,
— для ширины впадины,  — для толщины зуба;
— для толщины зуба;
• отклонение, определяющее верхнюю границу поля допуска ширины впадины и нижнюю границу поля допуска зуба:  — для ширины впадины,
— для ширины впадины,  — для толщины зуба.
— для толщины зуба.
Поля допусков на размеры ens обозначают числом, указывающим степень точности и буквенным обозначением основного отклонения:  или
или  . Посадки обозначают по обыкновенным правилам:
. Посадки обозначают по обыкновенным правилам:  .
.
В условном обозначении шлицевого эвольвентного соединения последовательно указывают: номинальный диаметр соединения  , модуль
, модуль  , обозначение посадки или полей допусков вала и втулки (помещаемое после размеров центрирующих элементов), номер стандарта. Условные обозначения :
, обозначение посадки или полей допусков вала и втулки (помещаемое после размеров центрирующих элементов), номер стандарта. Условные обозначения :
• центрирование по боковым сторонам зубьев

• центрирование по наружному диаметру

• центрирование по внутреннему диаметру

Решение задачи;
Исходные данные:

Номинальный диаметр  , модуль
, модуль  , центрирование по наружному диаметру, поле допуска наружного диаметра втулки
, центрирование по наружному диаметру, поле допуска наружного диаметра втулки  , поле допуска наружного диаметра вала
, поле допуска наружного диаметра вала  .
.
Центрирование по наружному диаметру наиболее технологично, так как в этом случае в качестве окончательной операции отверстия выполняют протягивание, а при обработке вала — шлифование. Такое центрирования применяется в деталях с незакалённым отверстием.
Определяем по ГОСТ 6033-80 недостающие параметры эвольвентного соединения [5]: по таблице 6.20 находим число зубьев 
делительный диаметр

диаметр впадин шлицевого вала

внутренний диаметр втулки

Назначаем поле допуска ширины впадины втулки  , поле допуска толщины зуба вала
, поле допуска толщины зуба вала  : посадка
: посадка  .
.
Поле допуска втулки и вала по нецентрируемому диаметру при плоской форме дна впадины: для втулки  , для вала
, для вала  , посадка
, посадка  ([5], таблица 6.26).
([5], таблица 6.26).
Величины предельных отклонений диаметров, предельные отклонения по боковым сторонам зубьев определяем по [5]. Для втулки

центрирующий диаметр

ширина впадины 
Для вала 
центрирующий диаметр

толщина зуба 

Строим схемы расположения полей допусков (рисунок 18).

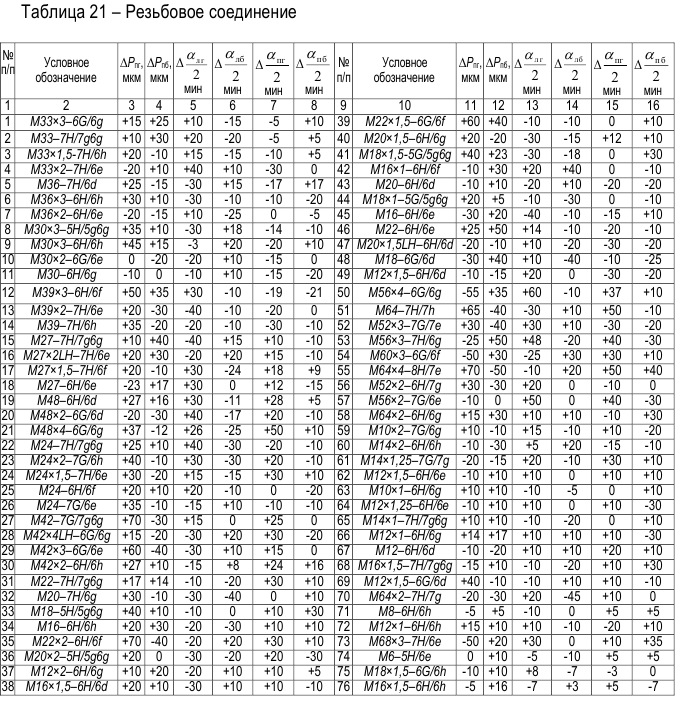
Резьбовые соединения
Задача № 8
- Расшифровать условное обозначение резьбового соединения.
- Установить верхние и нижние предельные отклонения для сопрягаемых параметров внутренней и наружной резьб ([5], с. 123 — 129).
- Рассчитать предельные размеры сопрягаемых элементов резьбы и их допуски.
- Определить max и min зазоры в сопряжении по сопрягаемым элементам.
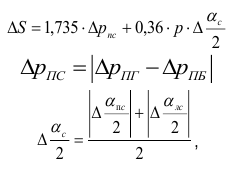
- Рассчитать компенсационные поправки средних диаметров наружной и внутренней резьбы, обусловленные накопленной погрешностью шага и отклонением угла профиля.
- Определить максимальный и минимальный зазоры в сопряжении по среднему диаметру резьбы и при необходимости подобрать другие поля допусков по этому параметру.
- Изобразить схему полей допусков резьбового соединения.
Исходные данные для выполнения задания по расчёту резьбового соединения студент выбирает из таблицы 21.
Методические указания
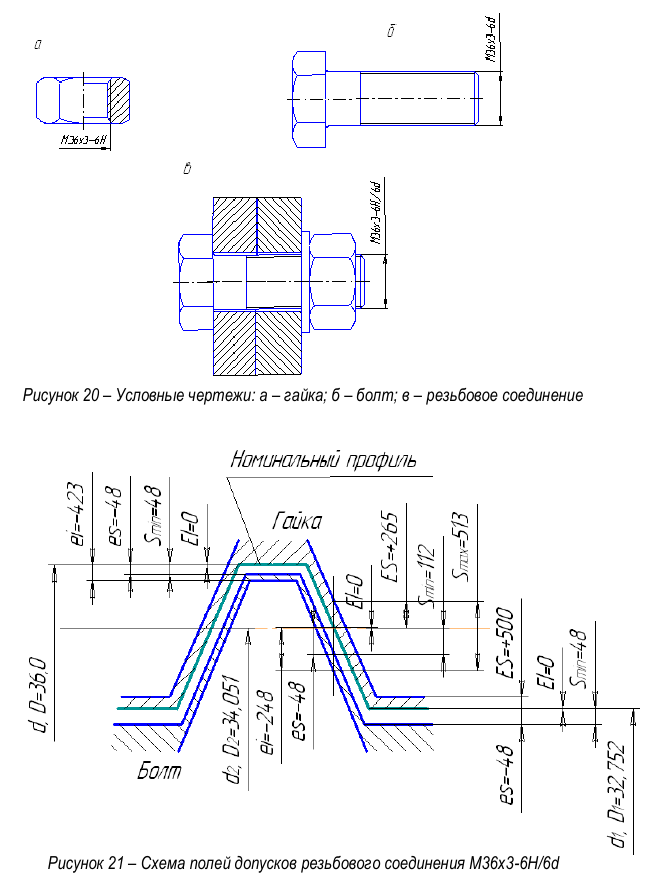
Резьбовые крепёжные соединения являются широко распространённым видом неподвижных разъёмных соединений, применяемых в машиностроении. Основные параметры метрической резьбы показаны на рисунке 19.
К основным параметрам резьбы относится также длина свинчивания, т. е. длина взаимного соприкосновения наружной и внутренней резьбы в осевом направлении (размер фаски не входит в длину свинчивания).
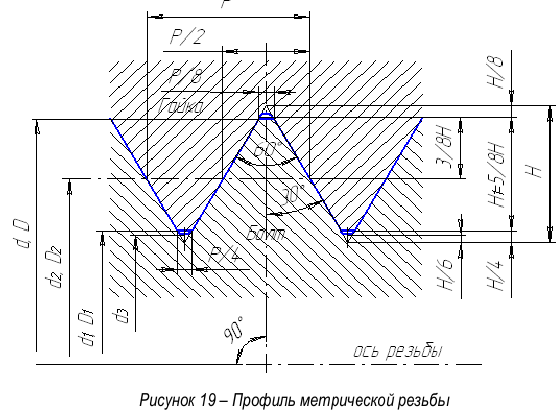
 — наружный диаметр болта и гайки;
— наружный диаметр болта и гайки;  — внутренний диаметр болта и гайки;
— внутренний диаметр болта и гайки;  — средний диаметр болта и гайки;
— средний диаметр болта и гайки;  — внутренний диаметр резьбы болта;
— внутренний диаметр резьбы болта;  — шаг резьбы;
— шаг резьбы;
 — ход резьбы: для многозаходной резьбы
— ход резьбы: для многозаходной резьбы  где
где  — число заходов резьбы;
— число заходов резьбы;  — угол профиля: для метрической резьбы
— угол профиля: для метрической резьбы  ;
;  — теоретическая высота профиля резьбы;
— теоретическая высота профиля резьбы;  — рабочая высота профиля резьбы.
— рабочая высота профиля резьбы.
Значения диаметров вычисляются по следующим формулам:
При расчётах по этим формулам значения диаметров следует округлять до 0,001 мм.
Метрические резьбы изготовляют с крупным (основным) или мелкими шагами. При изготовлении резьбовых соединений неизбежны погрешности профиля резьбы и её размеров, возможны неконцентричность диаметральных сечений и других отклонений, которые могут нарушить свинчиваемость и ухудшить качество соединения. Для метрических резьб возможны отклонения диаметров резьб  шага a также угла профиля резьбы , которые необходимо компенсировать для обеспечения собираемости.
шага a также угла профиля резьбы , которые необходимо компенсировать для обеспечения собираемости.
Компенсация погрешностей изготовления осуществляется изменением среднего диаметра резьбы. Так, компенсация погрешностей шага и угла профиля резьбы производится уменьшением среднего диаметра  резьбы болта или увеличением среднего диаметра
резьбы болта или увеличением среднего диаметра  резьбы гайки. Диаметральная компенсация погрешностей шага рассчитывается по формуле:
резьбы гайки. Диаметральная компенсация погрешностей шага рассчитывается по формуле:
Диаметральная компенсация погрешностей угла профиля резьбы рассчитывается по  :
:
Суммарная поправка погрешностей по шагу и углу профиля:
где  и
и  — соответственно накопленная погрешность шага гайки и болта, мкм;
— соответственно накопленная погрешность шага гайки и болта, мкм;
 и
и  — соответственно погрешность правой и левой стороны угла профиля в соединении.
— соответственно погрешность правой и левой стороны угла профиля в соединении.

В машиностроении для метрических резьб чаще применяются посадки с зазором по 
Действительные зазоры в соединении:
Установлены следующие ряды основных отклонений верхних  для наружной резьбы (болтов) и нижних
для наружной резьбы (болтов) и нижних  для внутренней резьбы (гаек), которые определяют расположение полей допусков диаметров резьбы относительно номинального профиля:
для внутренней резьбы (гаек), которые определяют расположение полей допусков диаметров резьбы относительно номинального профиля:
• для наружной резьбы — 
• для внутренней резьбы —  .
.
Основное отклонение  и
и  установлено для специального применения при значительных толщинах слоя защитного покрытия.
установлено для специального применения при значительных толщинах слоя защитного покрытия.
Для метрических резьб диаметрами от 1 до 600 мм установлены степени точности 3, 4, 5, 6, 7, 8, 9 (по убыванию).
Метрические резьбы с крупным шагом имеют большую высоту профиля и применяются преимущественно для соединения деталей, не подвергающихся воздействию переменных нагрузок. Резьбы с мелким шагом используются в основном для соединений деталей с малой длиной свинчивания, подверженных ударам и вибрациям, т. к. имеют свойство несамоотвинчиваемости.
Обозначение поля допуска диаметра резьбы состоит из цифры и буквы, указывающих соответственно степень точности и основное отклонение, например

Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра  , помещённого на первом месте, и обозначения поля допуска внутреннего диаметра
, помещённого на первом месте, и обозначения поля допуска внутреннего диаметра  для гаек или наружного
для гаек или наружного  — для болтов. Например:
— для болтов. Например:  (здесь
(здесь  — поле допуска среднего диаметра
— поле допуска среднего диаметра  , а
, а  — поле допуска наружного диаметра
— поле допуска наружного диаметра  болта). Если поля допусков этих диаметров совпадают, то в обозначении поля допуска они не повторяются, например,
болта). Если поля допусков этих диаметров совпадают, то в обозначении поля допуска они не повторяются, например,  . Обозначения поля допуска резьбы наносятся на чертежи вслед за обозначением размера резьбы, например,
. Обозначения поля допуска резьбы наносятся на чертежи вслед за обозначением размера резьбы, например, 
 . Если в обозначении резьбы не указывается шаг, то данная метрическая резьба имеет крупный шаг (определяется по справочникам).
. Если в обозначении резьбы не указывается шаг, то данная метрическая резьба имеет крупный шаг (определяется по справочникам).
Посадка обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы (гайки), а в знаменателе — наружной (болта), например,

Полная условная запись обозначения резьбового соединения с зазором на сборочном чертеже имеет вид:

В условной записи принята следующая последовательность расположения информации:
- тип резьбы — метрическая;
- номинальный диаметр

- шаг резьбы, если резьба однозаходная; в данном примере резьба многозаходная -первоначально указывается ход резьбы, а в скобках указывается шаг резьбы;
- направление навивки (
 — левая резьба);
— левая резьба); - условная запись посадки;
- длина свинчивания 15 мм;
- сведения о форме впадины резьбы закругленной с
 .
.
В условной записи не показываются сведения о навивке, если она правая; о длине свинчивания, если она не выходит за пределы нормальной; закруглении впадин, если оно не предусмотрено.
Допускается условная запись обозначения метрического резьбового соединения с зазором:  .
.
Решение задачи;
Исходные данные:

- Резьба метрическая, номинальный диаметр
 ; резьба однозаходная с шагом
; резьба однозаходная с шагом  (мелкий шаг); направление навивки — правое; поля допусков на диаметры гайки
(мелкий шаг); направление навивки — правое; поля допусков на диаметры гайки  и
и  ; поля допусков на диаметры болта
; поля допусков на диаметры болта  и
и  ; длина свинчивания не выходит за пределы нормальной; впадины резьбы выполнены без закруглений.
; длина свинчивания не выходит за пределы нормальной; впадины резьбы выполнены без закруглений. - Определим по справочнику или рассчитаем по формулам номинальные размеры сопрягаемых параметров резьбы [5]:

- По справочнику согласно указанным полям допусков устанавливаем предельные отклонения для нормируемых параметров болта и гайки:
на средний диаметр


на наружный диаметр

 — ненормируемый,
— ненормируемый,

на внутренний диаметр  — не установленно;
— не установленно;

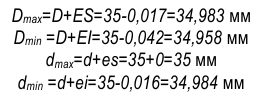
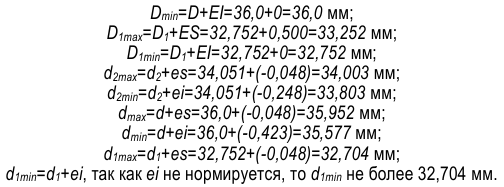
- Определяем предельные размеры сопрягаемых параметров гайки и болта:

 так как
так как  в этом случае не нормируется, то записываем
в этом случае не нормируется, то записываем  не менее 36,000 мм.
не менее 36,000 мм.
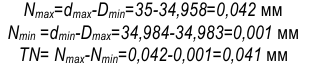
- Расчёт допусков на сопряжённые размеры резьбового соединения:
- Определение зазоров по сопряжённым поверхностям резьбового соединения: по среднему диаметру

по наружному диаметру поскольку величины не нормируется, то 
 (не менее);
(не менее);

- Расчёт компенсационных поправок, обусловленных наличием неточностей в шаге и углах профиля болта и гайки:
суммарная погрешность накопленного шага

суммарная погрешность правой половины профиля резьбы

суммарная погрешность левой половины профиля резьбы

суммарная погрешность угла профиля резьбы в соединении
Определение суммарной поправки для расчёта действительных зазоров в резьбовом соединении:

Условие  не выполняется.
не выполняется.
Поправка шага  .
.
Поправка угла профиля  .
.
Так как ошибка, вносимая в соединение погрешностями в шаге и угле профиля, превышает  то для получения гарантированного зазора в резьбовом соединении, с указанными погрешностями изготовления, необходимо выбрать другие поля допусков для параметров резьбы болта и гайки.
то для получения гарантированного зазора в резьбовом соединении, с указанными погрешностями изготовления, необходимо выбрать другие поля допусков для параметров резьбы болта и гайки.
Принимаем посадку  и рассчитываем
и рассчитываем  , поскольку
, поскольку  для вновь подобранного соединения не меняется.
для вновь подобранного соединения не меняется.
Так как

то коррекция посадки резьбового соединения выполнена правильно.
- Определение действительных зазоров для резьбового соединения


Изобразим эскиз болта и гайки, а также схему полей допусков резьбового соединения
Допуски и контроль зубчатых передач
Задача № 9
- выбрать исходные данные согласно варианту (таблица 22);
- расшифровать условное обозначение норм точности цилиндрического зубчатого колеса;
- установить комплекс контроля зубчатого колеса согласно ГОСТ 1643-81;
- назначить допуски зубчатого колеса согласно ГОСТ 1643-81;
- рассчитать или определить по стандартам данные для оформления чертежа зубчатого колеса;
- выполнить чертёж зубчатого колеса.
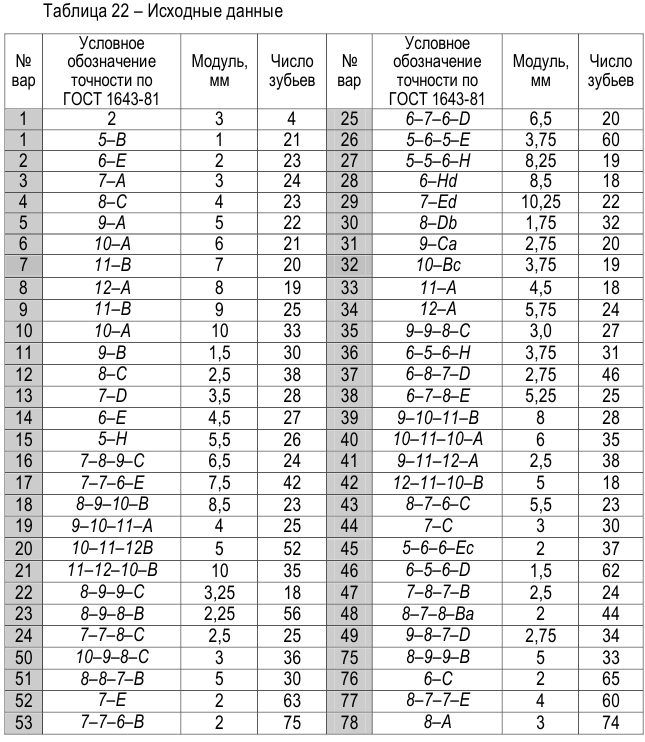
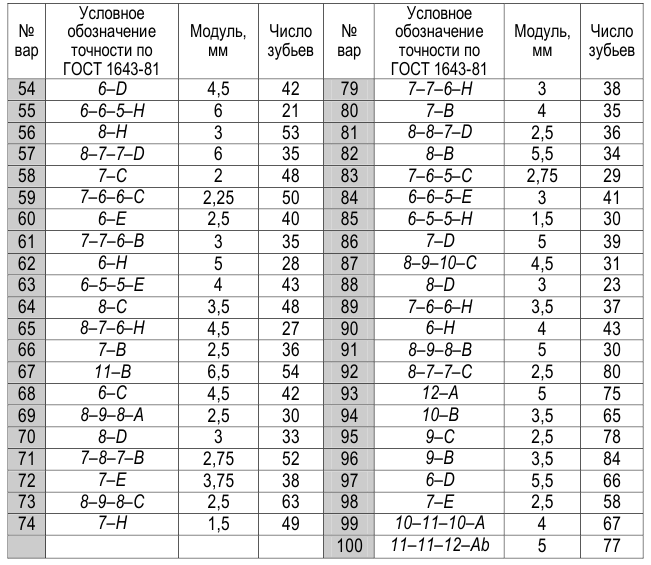
Методические указания
В условном обозначении точности зубчатых передач последовательно указывают степень точности по нормам кинематической точности; степени точности по норме плавности работы и пятна контакта; вид сопряжения, ограничивающего боковой зазор и его допуск. Если на все нормы точности назначены одинаковые степени точности, а допуск соответствует боковому зазору, то в обозначении степень точности указывается только один раз (к примеру 7-7-7 -Bв: 7-В).
Кинематическая точность зубчатой передачи характеризуется величиной кинематической погрешности. Стандартом регламентируется наибольшая кинематическая погрешность передачи — наибольшая алгебраическая разность значений кинематической погрешности за полный цикл изменения относительного положения зубчатых колёс. Плавность работы зубчатой передачи характеризуется местной кинематической погрешностью с циклической погрешностью передачи, полнота контакта зубьев — относительными размерами по длине и высоте зуба суммарного пятна контакта сопряжённых зубьев. Боковой зазор в передаче устанавливают минимально необходимым (для обеспечения смазки, компенсации погрешностей монтажа и тепловых деформаций).
Для зубчатых колёс и передач ГОСТ 1643-81 устанавливает 12-ть степеней точности, обозначаемые в порядке убывания точности цифрами от 1 до 12. Для 1 и 2 степеней допуски и предельные отклонения пока не предусмотрены.
При комбинировании норм разных степеней точности нормы плавности могут быть грубее норм кинематической точности не более чем на две степени, а нормы контакта зубьев могут назначаться по любым степеням, более точным, чем нормы плавности, или на одну степень грубее этой нормы.
Установлено шесть видов сопряжений зубчатых колёс в передаче по боковому зазору:  (при сопряжении
(при сопряжении  боковой зазор равен нулю, а при
боковой зазор равен нулю, а при  он наибольший), а также восемь видов допуска
он наибольший), а также восемь видов допуска  на боковой зазор:
на боковой зазор:  .
.
Стандарт устанавливает на виды сопряжений  и
и  вид допуска
вид допуска  , а сопряжениям
, а сопряжениям  и — согласованные виды допусков
и — согласованные виды допусков  и
и  соответственно. Однако это соответствие можно изменять, а также использовать увеличенные виды допусков
соответственно. Однако это соответствие можно изменять, а также использовать увеличенные виды допусков  .
.
Возможно эта страница вам будет полезна:
| Заказать работу по метрологии |
Решение задачи;
Исходные данные: точность колеса

модуль

число зубьев колеса

Коэффициент смещения исходного контура колеса  .
.
Расшифруем условное обозначение заданной точности передачи:
8 — степень точности по норме кинематической точности; 7 — степень точности по норме плавности работы; 6 — степень точности по норме контакта зубьев;  — вид сопряжения, ограничивающего боковой зазор;
— вид сопряжения, ограничивающего боковой зазор;
 — допуск на боковой зазор (так как допуск на боковой зазор не указан, то он совпадает с видом сопряжения).
— допуск на боковой зазор (так как допуск на боковой зазор не указан, то он совпадает с видом сопряжения).
Устанавливаем вариант комплекса контроля по ГОСТ 1643-81, в зависимости от степени точности и укажем нормируемые погрешности:
 — наибольшая кинематическая погрешность зубчатого колеса (по норме кинематической точности);
— наибольшая кинематическая погрешность зубчатого колеса (по норме кинематической точности);  — местная кинематическая погрешность (по норме плавности работы);
— местная кинематическая погрешность (по норме плавности работы);  — погрешность направления зуба (по норме контакта);
— погрешность направления зуба (по норме контакта);  — наименьшее отклонение толщины зуба (по норме бокового зазора);
— наименьшее отклонение толщины зуба (по норме бокового зазора);  — допуск на толщину зуба (по норме бокового зазора).
— допуск на толщину зуба (по норме бокового зазора).
Назначаем по ГОСТ 1643-81 допуски на погрешности. Допуск  определяем по таблице 6:
определяем по таблице 6:  , где
, где  — допуск на накопленную погрешность шага зубчатого колеса;
— допуск на накопленную погрешность шага зубчатого колеса;  — допуск на погрешность профиля зуба колеса.
— допуск на погрешность профиля зуба колеса.
При выборе  учитываем модуль
учитываем модуль  мм, степень точности по норме кинематической точности 8, делительный диаметр
мм, степень точности по норме кинематической точности 8, делительный диаметр  . ГОСТ 1643-81, таблица 7:
. ГОСТ 1643-81, таблица 7:  . При выборе
. При выборе  учитываем
учитываем  , степень точности по норме плавности 7 ГОСТ 1643-81, таблица 8:
, степень точности по норме плавности 7 ГОСТ 1643-81, таблица 8: 

Допуск на местную кинематическую погрешность зубчатого колеса  определяем по ГОСТ1643-81, таблица 8, учитывая , степень точности по норме плавности 7:
определяем по ГОСТ1643-81, таблица 8, учитывая , степень точности по норме плавности 7:

Допуск на направление зуба  определяем по ГОСТ 1643-81, таблица 11, учитывая
определяем по ГОСТ 1643-81, таблица 11, учитывая  , ширину венца
, ширину венца  , степень точности по норме контакта 6. Ширина венца
, степень точности по норме контакта 6. Ширина венца  , где
, где  — коэффициент зуба колеса:
— коэффициент зуба колеса:  для цилиндрических прямозубых
для цилиндрических прямозубых
Наименьшее отклонение толщины зуба  определяем по ГОСТ 1643-81, таблица 20, учитывая вид сопряжения
определяем по ГОСТ 1643-81, таблица 20, учитывая вид сопряжения  , степень точности по норме плавности 7,
, степень точности по норме плавности 7, 
 .
.
Допуск на толщину зуба  определяем по ГОСТ 1643-81, таблица 21 в зависимости от допуска на радиальное биение зубчатого венца
определяем по ГОСТ 1643-81, таблица 21 в зависимости от допуска на радиальное биение зубчатого венца  (ГОСТ 1643-81, таблица 6) и вида сопряжения . С учётом и степени точности по норме кинематической точности 8
(ГОСТ 1643-81, таблица 6) и вида сопряжения . С учётом и степени точности по норме кинематической точности 8 
Определение размеров, необходимых для оформления чертежа зубчатого колеса: высота головки зуба до постоянной хорды  номинальная толщина зуба колеса без смещения по постоянной хорде
номинальная толщина зуба колеса без смещения по постоянной хорде 
Определение параметров точности формы, расположения и шероховатости отдельных поверхностей зубчатого колеса: на ширину венца назначаем из конструктивных и технологических соображений поле допуска

поле допуска диаметра выступов принимаем по  ; диаметр окружности выступов
; диаметр окружности выступов

•так как окружность выступов используется как измерительная база, принимаем

и округляем его до стандартного значения [5] —  , что соответствует
, что соответствует  , т. е.
, т. е.  ;
;
• определим допуск на радиальное биение диаметра выступов  в зависимости от допуска на радиальное биение зубчатого венца
в зависимости от допуска на радиальное биение зубчатого венца 

округляем значение допуска до стандартного ([5], т.1)  ;
;
• допуск биения торцов колеса назначаем в зависимости от допуска на направление зуба  , ширины венца
, ширины венца  и диаметра вершин
и диаметра вершин 
принимаем стандартное значение 
• шероховатость рабочих эвольвентных поверхностей определяется в зависимости от допустимого отклонения профиля 
округляем числовые значения параметров шероховатости до стандартных ближайших значений ([5], т. 1)  .
.
Допуски отверстий зубчатых колёс зависят от точности зубчатой передачи, условий её работы и сборки. Для подвижных колёс применяют посадки  (с зазором), неподвижных —
(с зазором), неподвижных —  при значительных динамических нагрузках
при значительных динамических нагрузках  (переходные),
(переходные),  (с натягом). Для тихоходных зубчатых колёс невысокой точности применяют посадки с нулевым гарантированным зазором —
(с натягом). Для тихоходных зубчатых колёс невысокой точности применяют посадки с нулевым гарантированным зазором — 
В рассмотренном примере увязываем посадку отверстия с точностью зубчатой передачи, в частности, с той нормой точности (наиболее высокой), которая является основной в оценке работоспособности передачи. Степень точности 6 — по норме контакта зубьев предполагает высоконагруженную передачу с посадкой  колеса на вал. Соответственно отверстие по
колеса на вал. Соответственно отверстие по  .
.
Диаметр отверстия выбирается конструктивно, учитывая, что минимальная толщина обода (расстояние от впадины зубчатого венца до отверстия или шпоночного паза) должна быть не менее  , чтобы обеспечить равнопрочность обода и зубьев. Принимаем отверстие
, чтобы обеспечить равнопрочность обода и зубьев. Принимаем отверстие  .
.
Шероховатость отверстия определяем из условия  , где
, где  -допуск соответствующего размера,
-допуск соответствующего размера,

Шероховатость торцов и окружности вершин колеса:
шероховатость торцов зубчатого колеса

шероховатость окружности вершин зубчатого колеса

Выполняем чертёж зубчатого колеса с таблицей параметров в соответствии с ЕСКД (рисунок 22).
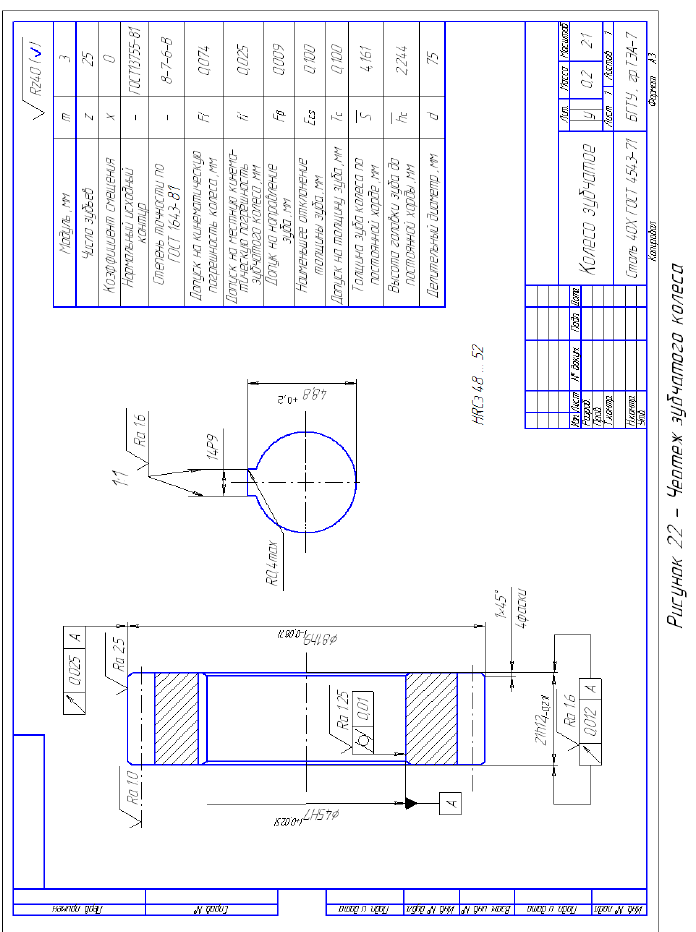
Расчёт размерных цепей
Задача № 10
Выполнить эскиз детали (сборочного узла),выявить составляющие размеры и составить размерную цепь в соответствии с вариантом задания на рисунке 23.
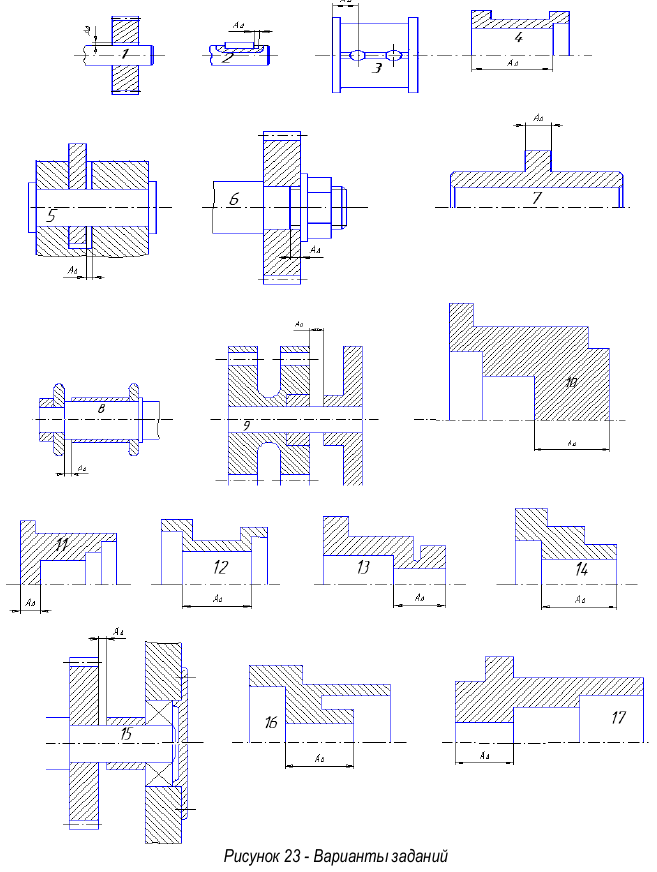
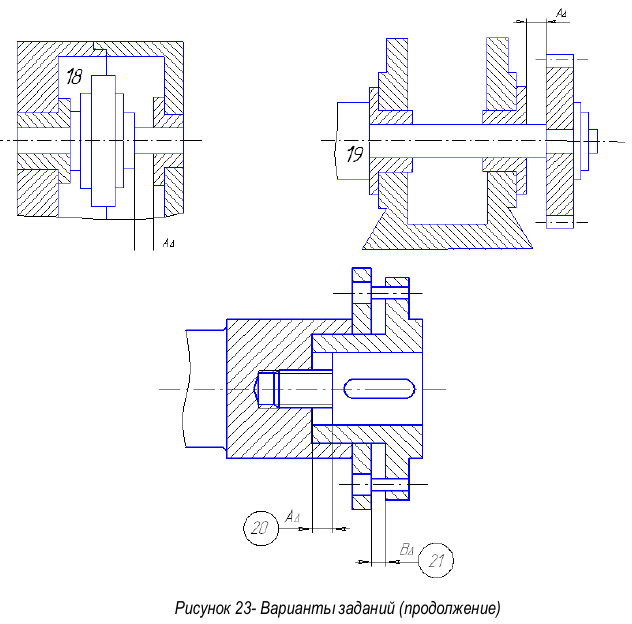
- Для детали (рисунок 24) произвести расчёт детальной размерной цепи методом максимума-минимума в соответствии с исходными данными таблицы 23
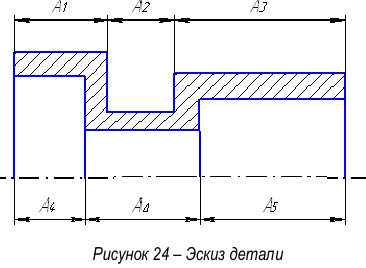
- Выполнить сложение, вычитание размеров и предельных отклонений РЦ в соответствии с вариантом исходных данных таблицы 24
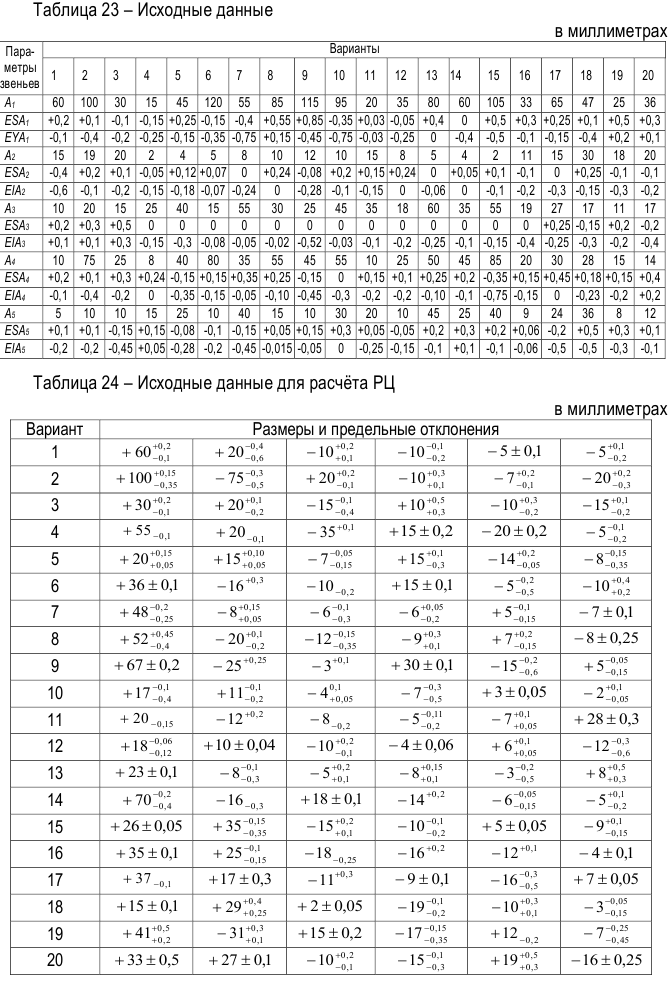
Исходя из заданных параметров исходного звена детальной размерной цепи, определить допуски и предельные отклонения составляющих звеньев по методу максимума-минимума; выполнить проверку. Варианты заданий приведены на рисунке 25
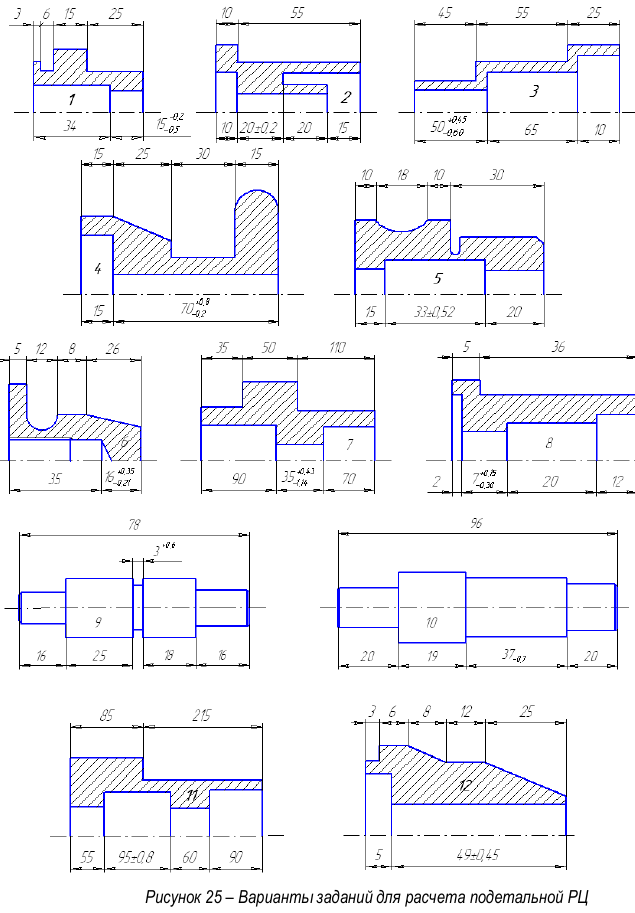
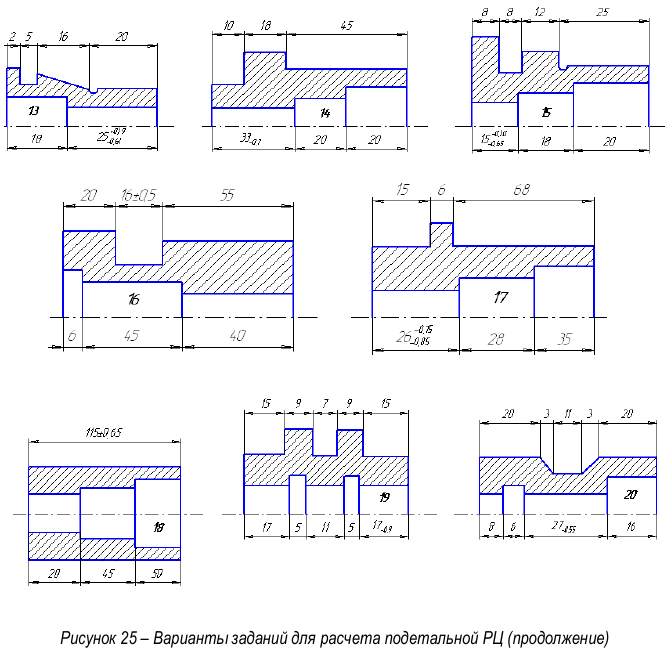
- Произвести расчёт подетальной размерной цепи вероятностным методом на основании исходных данных п. 4 и сравнить полученные значения допусков.
Методические указания
Размерной цепью (РЦ) называют совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи — обеспечение точности детали при изготовлении или сборочной единицы. Размеры, образующие размерную цепь, называют звеньями размерной цепи.
РЦ, в которую входят размеры одной детали, называется детальной, а если размеры нескольких деталей — сборочной.
Расчёт РЦ и их анализ — обязательный этап конструирования машин, способствующий повышению качества, обеспечению взаимозаменяемости и снижению трудоёмкости их изготовления. Сущность расчёта РЦ заключается в установлении допусков и предельных отклонений всех её звеньев, исходя из требований конструкции и технологии.
РЦ состоит из составляющих звеньев  и одного замыкающего ( при решении некоторых задач исходного) звена
и одного замыкающего ( при решении некоторых задач исходного) звена  .
.
Замыкающим звеном называется размер, получаемый в РЦ последним при обработке или сборке.
Исходное звено — звено РЦ, заданные номинальный размер и предельные отклонения которого определяют функционирование механизма и должны быть обеспечены в результате решения РЦ. Исходя из предельных значений этого размера, рассчитывают допуски и отклонения всех остальных размеров цепи.
Корректирующее звено — размер, компенсирующий погрешности звеньев, составляющих РЦ.
Составляющие звенья РЦ делятся на увеличивающие и уменьшающие в зависимости от их действия на замыкающее звено. Если с увеличением составляющего звена замыкающее звено уменьшается, то составляющее звено называют уменьшающим, если замыкающее звено увеличивается, то составляющее звено называется увеличивающим. Увеличивающие размеры на схемах обозначаются стрелками, направленными вправо  , уменьшающие — влево
, уменьшающие — влево  .
.
При расчёте РЦ используем метод максимума-минимума, обеспечивающий полную взаимозаменяемость, и вероятностный метод, который в зависимости от процента риска  может обеспечивать полную или неполную (ограниченную) взаимозаменяемость при расширенных допусках составляющих звеньев.
может обеспечивать полную или неполную (ограниченную) взаимозаменяемость при расширенных допусках составляющих звеньев.
Процент риска — допускаемая вероятность несоблюдения предельных значений замыкающего размера у части деталей или сборочных единиц партии, позволяющая значительно расширить допуски составляющих размеров и тем самым снизить себестоимость изготовления деталей. На этом основан вероятностный метод расчёта РЦ.
В разделе РЦ студент решает две задачи: прямую (проектную) и обратную (проверочную). Прямая — задача, в которой заданы параметры замыкающего звена и требуется определить параметры составляющих звеньев. Обратная — задача, в которой известны параметры составляющих звеньев и требуется определить параметры замыкающего звена.
При назначении предельных отклонений составляющие размеры рекомендуется разбить натри группы:
• охватывающих поверхностей;
• охватываемых поверхностей;
• смешанные (уступы, углубления и т. п.).
Предельные отклонения первых двух групп принимают равными допуску на изготовление: со знаком «+» — для охватывающих поверхностей, как на основное отверстие  ; со знаком «-» — для охватываемых, как на основной вал
; со знаком «-» — для охватываемых, как на основной вал  . Таким образом, для этих двух групп размеров допуск задают «в обрабатываемый материал».
. Таким образом, для этих двух групп размеров допуск задают «в обрабатываемый материал».
Для третьей группы размеров предельные отклонения назначают в зависимости от технологии обработки поверхности (как на вал или как на отверстие), либо симметричные предельные отклонения.
Метод сложения, вычитания размеров и предельных отклонений позволяет математически определить номинальный размер и предельные отклонения замыкающего звена при заданных параметрах составляющих звеньев.
Прежде, чем сложить или вычесть номинальные размеры и предельные отклонения, необходимо подготовить уравнение к операции сложения и вычитания: если перед номинальным размером стоит знак «+» (увеличивающее звено), то его предельные отклонения переписываются без изменения; если перед номинальным размером стоит знак «-» (уменьшающее звено), то необходимо изменить знак предельных отклонений местами. Размеры с симметричными предельными отклонениями переписываются без изменений.
Кстати тут теория из учебников может быть вам поможет она.
Решение задачи;
- Составление схем РЦ
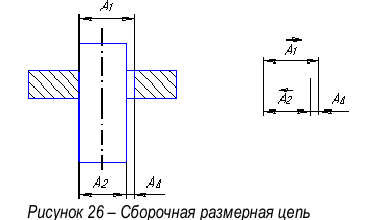
- Расчёт подетальной размерной цепи методом максимума-минимума
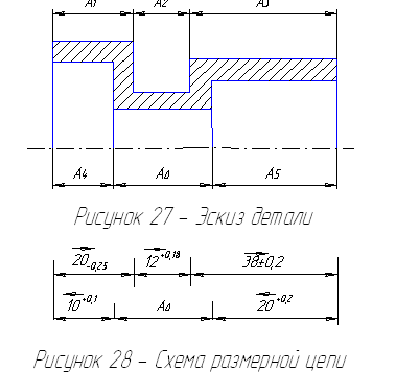
Параметры составляющих звеньев: передаточное отношение


Расчёт допусков звеньев:
Расчёт координат середины полей допусков:
Расчёт номинального размера замыкающего звена:

Расчёт допуска замыкающего звена:

Расчёт предельных отклонений замыкающего звена:
Расчёт координаты середины поля допуска замыкающего звена:

Проверка:

Строим схему расположения поля допуска замыкающего звена (рисунок 29).
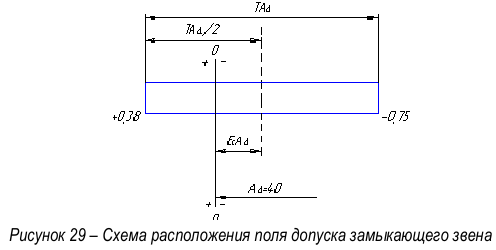
- Сложение, вычитание размеров и предельных отклонений
Размерная цепь состоит из звеньев:


Определить  .
.
Подготовим предельные отклонения к сложению и вычитанию и произведём расчёт:

- Расчёт подетальной размерной цепи методом максимума-минимума (прямая задача)
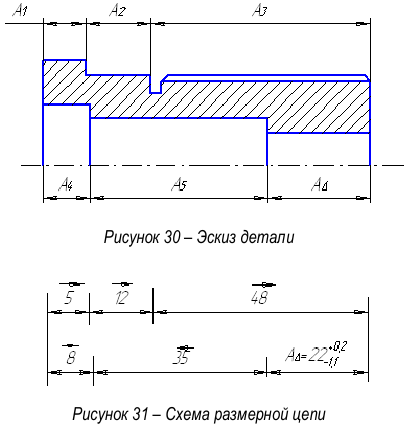
Передаточные отношения составляющих звеньев:

Требования к замыкающему звену:
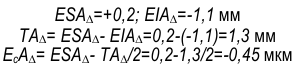
Звенья с известными допусками в размерной цепи отсутствуют  .
.
В качестве корректирующего звена можно принять звено  , так как положение внутренней торцевой поверхности не будет влиять на служебное назначение детали.
, так как положение внутренней торцевой поверхности не будет влиять на служебное назначение детали.
Расчёт производится методом максимума-минимума. Связь между допуском замыкающего звена и допусками составляющих звеньев устанавливается способом одинакового квалитета.

По таблице 25 принимаем значение единицы допуска  .
.
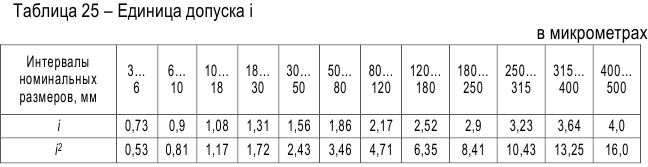
Назначаем по таблице 26 в зависимости от табличного  , ближайшего к расчётному
, ближайшего к расчётному  , 13-ый квалитет.
, 13-ый квалитет.
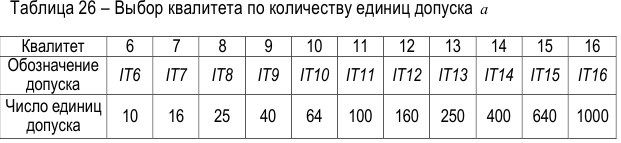
Назначаем стандартные допуски составляющих звеньев, кроме  , в зависимости от номинального размера и принятого 13-го квалитета. Данные сводим в таблицу 28. Стандартные допуски принимаем из таблицы 27.
, в зависимости от номинального размера и принятого 13-го квалитета. Данные сводим в таблицу 28. Стандартные допуски принимаем из таблицы 27.
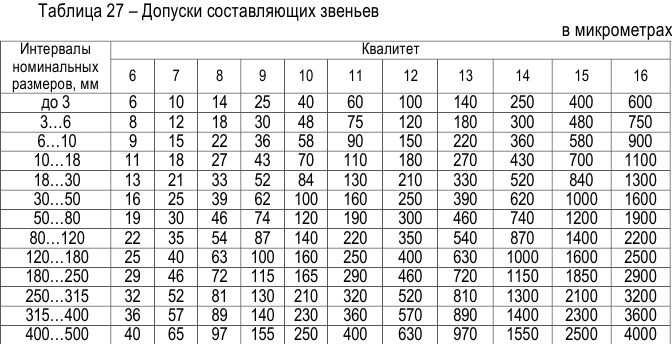
Расчёт допуска корректирующего звена:

Назначаем предельные отклонения составляющих звеньев, кроме  , и записываем в таблицу 28.
, и записываем в таблицу 28.
Расчёт координаты середины поля допуска составляющих звеньев:
Расчет координаты середины поля допуска корректирующего звена:

Расчёт предельных отклонений корректирующего звена:
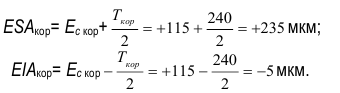
Исполнительные размеры и отклонения составляющих звеньев сводим в таблицу 28
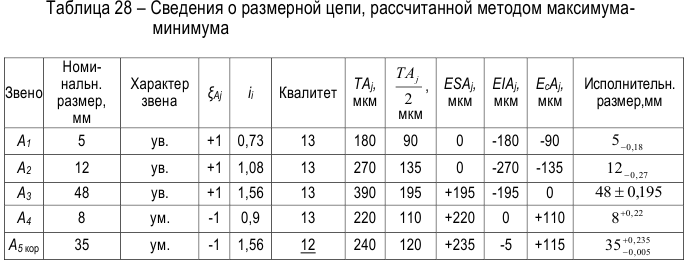
Решение проверочной задачи способом сложения и вычитания номинальных размеров и предельных отклонений составляющих звеньев:

Подготовим выражение для сложения и вычитания и выполним расчёт:

В результате произведенных расчетов получилось, что квалитет корректирующего звена размерной цепи точнее, чем квалитет составляющих звеньев, что недопустимо. Необходимо принять для составляющих звеньев размерной цепи 12-ый квалитет и вновь выполнить расчет.
- Расчёт подетальной размерной цепи вероятностным методом (прямая задача)
Корректирующее звено остаётся тем же.
Метод расчёта — вероятностный, способ — допусков одинакового квалитета: процент риска

Расчёт количества единиц допуска:

Назначим квалитет по таблице 26. Расчётное число единиц допуска  соответствует примерно 14-му квалитету, для которого табличное число единиц допуска
соответствует примерно 14-му квалитету, для которого табличное число единиц допуска  . Однако, если допуски всех звеньев
. Однако, если допуски всех звеньев  и
и  назначить по 14-му квалитету, то может нарушиться неравенство
назначить по 14-му квалитету, то может нарушиться неравенство
Учитывая это, а также то, что технологические условия для валов точнее, для отверстий грубее, допуски звеньев  и устанавливаем по 14-му квалитету, а допуск звена
и устанавливаем по 14-му квалитету, а допуск звена  — по 15-му квалитету.
— по 15-му квалитету.
Назначаем табличные допуски звеньев и по таблице 27 и записываем их в таблицу 29.
Расчёт допуска корректирующего звена:
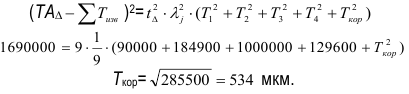
Назначаем предельные отклонения составляющих звеньев и записываем их в таблицу 29.
Расчёт координат середины поля допуска составляющих звеньев:

расчёты сводим в таблицу 29.
Расчёт координат середины поля допуска корректирующего звена:

Расчёт предельных отклонений корректирующего звена:
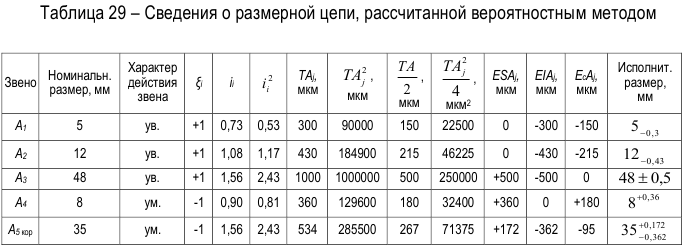
Решаем проверочную задачу.
Определим допуск замыкающего звена

Расчёт координаты середины поля допуска:

Расчёт предельных отклонений замыкающего звена:
Заключение: Сравнение допусков на изготовление составляющих звеньев одной и той же размерной цепи, рассчитанных методом максимума-минимума и вероятностным методом, показывает, что во втором случае величину допуска можно расширить в 1,5-2,5 раза, если распределение погрешностей изготовления подчиняется закону нормального распределения.
Готовые задачи с решением по всем темам метрологии
Метрология — это наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Предметом метрологии является извлечение количественной информации о свойствах объектов с заданной точностью и достоверностью; нормативная база для этого — метрологические стандарты.
Вычисление абсолютных, относительных и приведённых погрешностей средств измерений
Задача №11
Вольтметром со шкалой (0…100) В, имеющим абсолютную погрешность  , измерены значения напряжения 0; 10; 20; 40; 50; 60; 80; 100 В. Рассчитать зависимости абсолютной, относительной и приведённой погрешностей от результата измерений. Результаты представить в виде таблицы и графиков.
, измерены значения напряжения 0; 10; 20; 40; 50; 60; 80; 100 В. Рассчитать зависимости абсолютной, относительной и приведённой погрешностей от результата измерений. Результаты представить в виде таблицы и графиков.
Решение:
Для записи результатов формируем таблицу (табл. 1.1), в столбцы которой будем записывать измеренные значения  , абсолютные
, абсолютные  , относительные
, относительные  и приведённые
и приведённые  погрешности.
погрешности.
В первый столбец записываем заданные в условии задачи измеренные значения напряжения: 0; 10; 20; 40; 50; 60; 80; 100 В.
Значение абсолютной погрешности известно из условий задачи  и считается одинаковым для всех измеренных значений напряжения; это значение заносим во все ячейки второго столбца.
и считается одинаковым для всех измеренных значений напряжения; это значение заносим во все ячейки второго столбца.
Значения относительной погрешности будем рассчитывать по формуле
При  получаем
получаем 
При  получаем
получаем 
Значения относительной погрешности для остальных измеренных значений напряжения рассчитываются аналогично.
Полученные таким образом значения относительной погрешности заносим в третий столбец.
Для расчёта значений приведённой погрешности будем использовать формулу:
Предварительно определим нормирующее значение  .
.
Так как диапазон измерений вольтметра — (0…100) В, то шкала вольтметра содержит пулевую отметку, следовательно, за нормирующее значение принимаем размах шкалы прибора, т.е.

Так как величины  и постоянны при любых измеренных значениях напряжения, то величина приведённой погрешности так же постоянна и составляет у
и постоянны при любых измеренных значениях напряжения, то величина приведённой погрешности так же постоянна и составляет у  . Это значение заносим во все ячейки четвёртого столбца.
. Это значение заносим во все ячейки четвёртого столбца.
По данным табл. 1.1 строим графики зависимостей абсолютной относительной  и приведённой
и приведённой  погрешностей от результата измерений (рис. 1.1).
погрешностей от результата измерений (рис. 1.1).
В данном случае графики зависимостей абсолютной и приведённой погрешностей сливаются друг с другом и представляют собой горизонтальные прямые линии. График зависимости относительной погрешности представляет собой гиперболу.
Внимание-, так как диапазон измерений прибора — (0…100) В, то за пределы этого диапазона построенные графики не должны выходить.
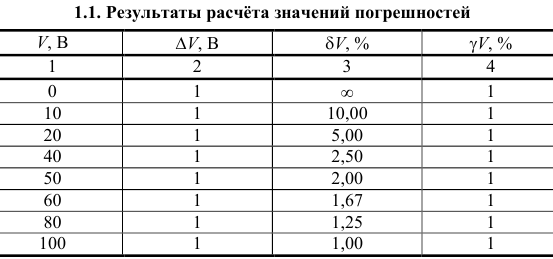
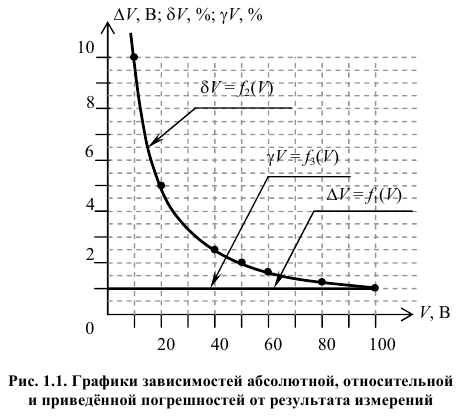
Вычисление погрешностей при различных способах задания классов точности средств измерений
Задача №12
Амперметром класса точности 2.0 со шкалой (0…50) А измерены значения тока 0; 5; 10; 20; 25; 30; 40; 50 А. Рассчитать зависимости абсолютной, относительной и приведённой основных погрешностей от результата измерений. Результаты представить в виде таблицы и графиков.
Решение:
Для записи результатов формируем таблицу (табл. 2.1), в столбцы которой будем записывать измеренные значения  , абсолютные
, абсолютные  , относительные
, относительные  и приведённые
и приведённые  погрешности.
погрешности.
В первый столбец записываем заданные в условии задачи измеренные значения тока: 0; 5; 10; 20; 25; 30; 40; 50 А.
Класс точности амперметра задан числом без кружка, следовательно, приведённая погрешность, выраженная в процентах, во всех точках шкалы не должна превышать по модулю класса точности, т.е.  .
.
При решении задачи рассмотрим худший случай  , когда приведённая погрешность принимает максимальное по абсолютной величине значение, что соответствует
, когда приведённая погрешность принимает максимальное по абсолютной величине значение, что соответствует  и
и  .
.
Данные значения приведённой погрешности заносим в четвёртый столбец табл. 2.1.
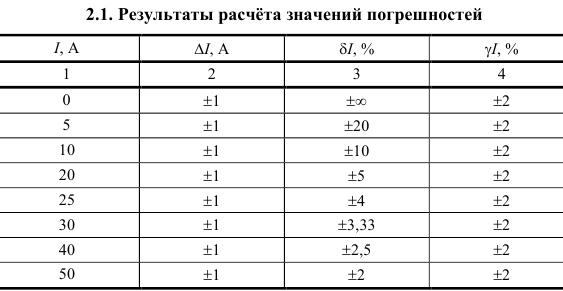
Рассчитаем значения абсолютной погрешности.
Из формулы 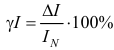 выражаем абсолютную погрешность
выражаем абсолютную погрешность  . За нормирующее значение
. За нормирующее значение  принимаем размах шкалы, так как шкала амперметра содержит нулевую отметку, т.е.
принимаем размах шкалы, так как шкала амперметра содержит нулевую отметку, т.е.  .
.
Абсолютная погрешность равна 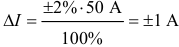 во всех точках шкалы прибора. Заносим данное значение во второй столбец таблицы. Значения относительной погрешности будем рассчитывать по формуле
во всех точках шкалы прибора. Заносим данное значение во второй столбец таблицы. Значения относительной погрешности будем рассчитывать по формуле
При  получаем
получаем  . При
. При  получаем
получаем
Значения относительной погрешности для остальных измеренных значений тока рассчитываются аналогично.
Полученные таким образом значения относительной погрешности заносим в третий столбец.
По данным табл. 2.1, учитывая, что погрешности могут быть как положительными, так и отрицательными, строим графики зависимостей абсолютной  , относительной
, относительной  и приведённой
и приведённой  погрешностей от результата измерений (рис. 2.1).
погрешностей от результата измерений (рис. 2.1).
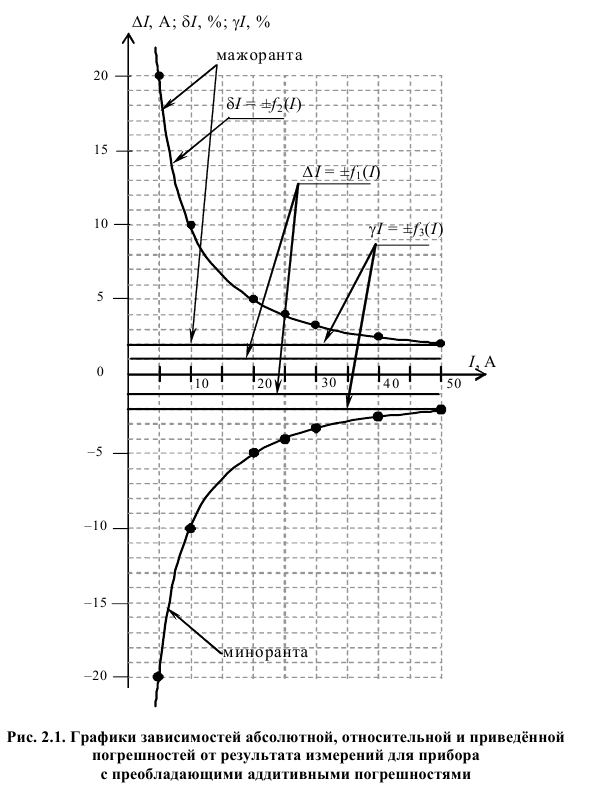
Задача №13
Вольтметром класса точности 0.5 со шкалой (0…100) В измерены значения напряжения 0; 10; 20; 40; 50; 60; 80; 100 В. Рассчитать зависимости абсолютной и относительной погрешностей от результата измерений. Результаты представить в виде таблицы и графиков.
Решение:
Для записи результатов формируем таблицу (табл. 2.2), в столбцы которой будем записывать измеренные значения абсолютные и относительные погрешности.
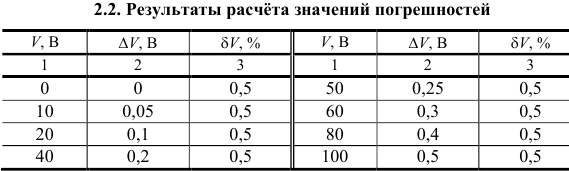
В первый столбец записываем заданные в условии задачи измеренные значения тока: 0; 10; 20; 40; 50; 60; 80; 100 В.
Класс точности вольтметра задан числом в кружке, следовательно, относительная погрешность, выраженная в процентах, во всех точках шкалы не должна превышать по модулю класса точности, т.е.  .
.
При решении задачи рассмотрим худший случай, т.е.  , что соответствует значениям
, что соответствует значениям  и
и  .
.
Примем во внимание опыт решения задачи 2.1, из которого видно, что результаты вычисления, выполненные для положительных и отрицательных значений погрешностей, численно совпадают друг с другом и отличаются только знаками «+» или «-». Поэтому дальнейшие вычисления будем производить только для положительных значений относительной погрешности  , но при этом будем помнить, что все значения второго и третьего столбцов табл. 2.2 могут принимать и отрицательные значения.
, но при этом будем помнить, что все значения второго и третьего столбцов табл. 2.2 могут принимать и отрицательные значения.
Значение относительной погрешности заносим в третий столбец таблицы.
Рассчитаем значения абсолютной погрешности.
Из формулы
выражаем абсолютную погрешность:
При  получаем
получаем  .
.
При  получаем
получаем 
Значения абсолютной погрешности для остальных измеренных значений напряжения рассчитываются аналогично.
Полученные таким образом значения абсолютной погрешности заносим во второй столбец.
По данным табл. 2.2, учитывая, что погрешности могут быть как положительными, так и отрицательными, строим графики зависимостей абсолютной относительной погрешностей от результата измерений  (рис. 2.2).
(рис. 2.2).
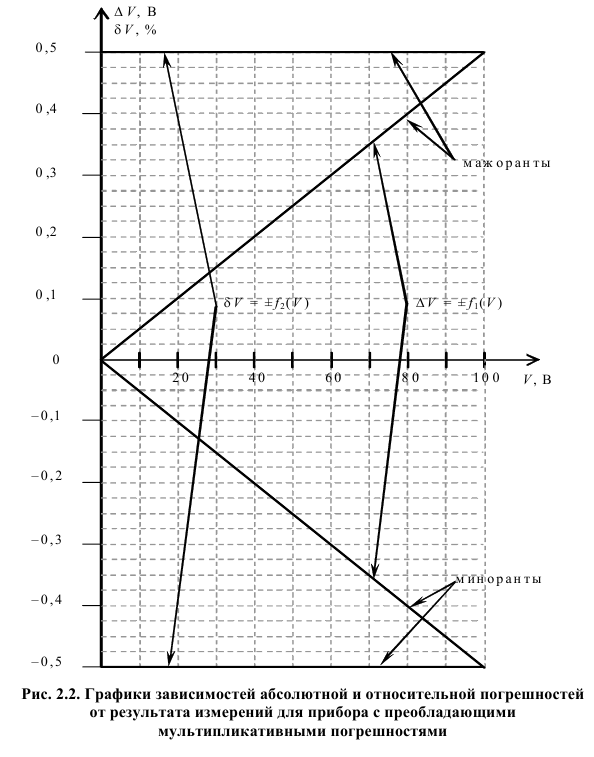
Обнаружение грубых погрешностей измерений
Задача №14
При многократном измерении напряжения электрического тока с помощью цифрового вольтметра получены значения в В: 10,38; 10,37; 10,39; 10,38; 10,39; 10,44; 10,41; 10,5; 10,45; 10,39; 11,1; 10,45. Проверить полученные результаты измерений на наличие грубой погрешности с вероятностью 
Решение:
- По формуле (3.2) находится среднее арифметическое значение

- По формуле (3.3) рассчитывается среднее квадратическое отклонение
 данного ряда
данного ряда
- Из ряда измеренных значений напряжения выбираем результаты, подозрительные на содержание грубой погрешности: наименьший
 и наибольший
и наибольший  .
.
Рассчитываем критерий  для по формуле (3.1)
для по формуле (3.1)
Рассчитываем критерий  для
для
- Из таблицы 3.1 при заданном значении доверительной вероятности
 и числа измерений
и числа измерений  находим теоретический уровень значимости
находим теоретический уровень значимости  для данного ряда
для данного ряда

Примечание. Значение для находится следующим образом
Аналогично находятся значения для всех чётных значений  .
.
- Сравниваем значения и с найденным значением :

следовательно результат не содержит грубую погрешность и его следует оставить в ряду измеренных значений.

следовательно результат содержит грубую погрешность и его следует исключить из ряда измеренных значений.
- После исключения промаха из ряда значений необходимо пересчитать значения
 и , так как изменилось
и , так как изменилось  и количество измерений
и количество измерений  .
.

Как видно 1,069 < 2,47, т.е.  и 2,11 < 2,47, т.е.
и 2,11 < 2,47, т.е.  . Из приведённых расчётов следует, что полученный ряд измеренных значений напряжения электрического тока не содержит промахов с вероятностью
. Из приведённых расчётов следует, что полученный ряд измеренных значений напряжения электрического тока не содержит промахов с вероятностью
Многократные равноточные измерения
Задача №15
При многократном изменении температуры  в производственном помещении получены значения в градусах Цельсия: 20,4; 20,2; 20,0; 20,5; 19,7; 20,3; 20,4; 20,1. Укажите доверительные границы истинного значения температуры в помещении с вероятностью
в производственном помещении получены значения в градусах Цельсия: 20,4; 20,2; 20,0; 20,5; 19,7; 20,3; 20,4; 20,1. Укажите доверительные границы истинного значения температуры в помещении с вероятностью
Решение:
По формуле (4.1) находится среднее значение  :
:

По формуле (4.2) вычисляется среднее квадратическое отклонение среднего арифметического  :
:
По таблице 3.1 находим значение  при доверительной вероятности и
при доверительной вероятности и  .
.

Доверительные границы истинного значения температуры в помещении с вероятностью рассчитываются по формуле (4.3):

Окончательно результат измерения температуры в производственном помещении

или

Нахождение погрешностей косвенных измерений
Задача №16
Расчётная зависимость косвенного метода измерений имеет вид  . Найти предельные и среднеквадратические оценки
. Найти предельные и среднеквадратические оценки
абсолютной и относительной погрешности косвенного измерения величины  .
.
Решение:
- Прологарифмируем левую и правую части заданной зависимости
- Найдём дифференциал правой и левой частей

- Учитывая, что дифференциал от логарифма переменной величины находится по формуле
 получаем
получаем
- Произведём широко используемую в теории погрешностей замену дифференциалов малыми абсолютными погрешностями (при условии, что абсолютные погрешности достаточно малы), т.е.
Таким образом, получили предельную оценку относительной погрешности косвенного измерения
- Предельную оценку абсолютной погрешности косвенного измерения находим по формуле
 , т.е.
, т.е.
Величина предельной погрешности во многих случаях бывает завышенной, поэтому применяют среднеквадратические оценки погрешности. Для получения среднеквадратической оценки погрешности в формуле для предельной оценки погрешности сумму заменяют корнем квадратным из суммы квадратов.
- Найдём среднеквадратические оценки относительной и абсолютной погрешностей косвенного измерения :
Расчёт допусков и посадок
Задача №17
При расчёте вала на прочность его размер получился равным 37,8 мм. Этот размер округляют до ближайшего нормального размера — 38 мм и получают номинальный размер. Далее, исходя из технических и эксплуатационных соображений, для данной детали с номинальным размером 38 мм устанавливаются следующие предельные отклонения: верхнее — 50 мкм = 0,050 мм, нижнее -89 мкм = 0,089 мм. Окончательно на чертеже наносится номинальный размер предельными отклонениями в следующем виде:  .
.
Расчёт предельных размеров. Наибольший предельный размер получится, если из номинального размера вычесть верхнее отклонение: 38 — 0,050 = 37,950 мм. Наименьший предельный размер получится, если из номинального размера вычесть нижнее отклонение: 38 — 0,089 = 37,911 мм. Значит, если при изготовлении указанной детали действительный размер окажется между 37,950 мм и 37,911 мм или равен им, то деталь будет годной.
Расчёт допуска производится следующим образом: 37,95 — 37,911 = 0,039 мм или -0,050 — (-0,089) = 0,039 мм. Таким образом, допуск 0,039 мм (или соответственно 39 мкм) означает, что в партии годных деталей могут быть детали, размеры которых отличаются друг от друга не более чем на 39 мкм.
Чем больше допуск, тем ниже требования к точности обработки детали, тем проще её изготовление. И наоборот, уменьшение допуска означает большую точность, требуемую при изготовлении детали, и соответственно её удорожание.
Па рис. 6.1 и 6.2 все рассмотренные понятия представлены графически.
Всё многообразие конкретных деталей принято сводить к двум элементам. Наружные (охватываемые) элементы называют валом, а внутренние (охватывающие) — отверстием.
Поминальный, наибольший предельный, наименьший предельный и действительный размеры вала, а также допуск вала обозначаются соответственно

аналогичные размеры отверстия

Построение всех схем начинается с проведения нулевой линии — горизонтальной линии, соответствующей номинальному размеру, от которой откладываются отклонения размеров (вверх — со знаком плюс, вниз -со знаком минус).
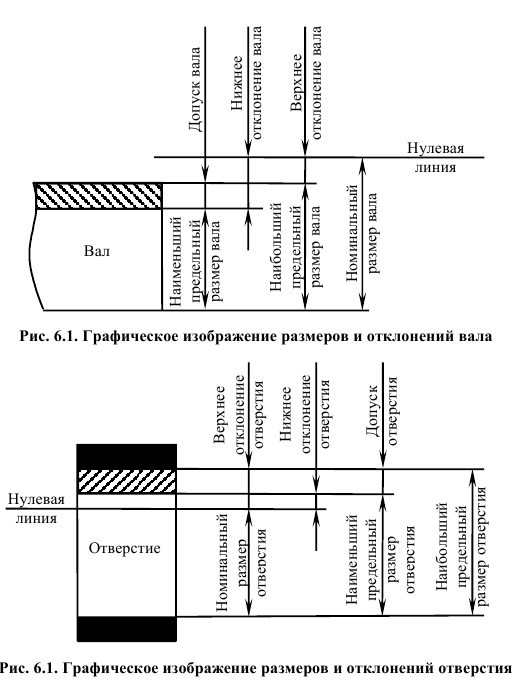
Посадки
Все разнообразные машины, станки, приборы, механизмы состоят из взаимосоединяемых деталей. Конструкции соединений и требования к ним могут быть различными. В зависимости от назначения соединения сопрягаемые детали машин и механизмов во время работы либо должны совершать относительно друг друга то или иное движение, либо, наоборот, сохранять относительно друг друга полную неподвижность.
Для обеспечения подвижности соединения нужно, чтобы действительный размер охватывающего элемента одной детали (отверстия) был больше действительного размера охватываемого элемента другой детали(вала). Разность действительных размеров отверстия и вала, если размер отверстия больше размера вала, называется зазором.
Для получения неподвижного соединения действительный размер охватываемого элемента одной детали (вала) должен быть больше действительного размера охватывающего элемента другой детали (отверстия). Разность действительных размеров вала и отверстия до сборки, если размер вала больше размеров отверстия, называется натягом. После сборки размеры вала и отверстия при образовании натяга будут одинаковы, так как при сборке детали деформируются, чем и обеспечивается неподвижность соединения.
Технологический процесс сборки соединения с натягом осуществляется либо запрессовкой с усилием вала в отверстие (при малых натягах), либо за счёт увеличения непосредственно перед сборкой размера отверстия путём нагрева (при больших натягах).
Сопряжение, образуемое в результате соединения отверстий и валов (охватывающих и охватываемых элементов деталей) с одинаковыми номинальными размерами, обычно называют посадкой. Более точно такое определение: посадка — это характер соединения деталей, определяемый величиной получающихся в нём зазоров или натягов. Характер соединения зависит от действительных размеров сопрягаемых деталей перед сборкой, а номинальные размеры отверстия и вала, составляющих соединение, одинаковы.
Поскольку действительные размеры годных отверстий и валов в партии деталей, изготовленных по одним и тем же чертежам, могут колебаться между заданными предельными размерами, то, следовательно, и величина зазоров и натягов может колебаться в зависимости от действительных размеров сопрягаемых деталей. Поэтому различают наибольший и наименьший зазоры и соответственно наибольший и наименьший натяги.
Наибольший зазор  равен разности между наибольшим предельным размером отверстия
равен разности между наибольшим предельным размером отверстия  и наименьшим предельным размером вала
и наименьшим предельным размером вала  . Наименьший зазор
. Наименьший зазор  равен разности между наименьшим предельным размером отверстия
равен разности между наименьшим предельным размером отверстия  и наибольшим предельным размером вала
и наибольшим предельным размером вала 
Наибольший натяг  равен разности между наибольшим предельным размером вала
равен разности между наибольшим предельным размером вала  и наименьшим предельным размером отверстия
и наименьшим предельным размером отверстия  . Наименьший натяг
. Наименьший натяг  равен разности между наименьшим предельным размером вала
равен разности между наименьшим предельным размером вала  и наибольшим предельным размером отверстия
и наибольшим предельным размером отверстия  .
.
Задача №18
На чертеже отверстия указан размер  , а на чертеже сопрягаемого вала — размер
, а на чертеже сопрягаемого вала — размер  Необходимо рассчитать наибольшие и наименьшие зазоры и натяги.
Необходимо рассчитать наибольшие и наименьшие зазоры и натяги.
Решение:
Рассчитаем предельные размеры отверстия.

Рассчитаем предельные размеры вала.

наименьший


Из расчётов видно, что наибольший диаметр вала  меньше, чем наименьший диаметр отверстия
меньше, чем наименьший диаметр отверстия  . То есть посадка с гарантированным зазором.
. То есть посадка с гарантированным зазором.
Наибольший зазор

наименьший зазор

Задача №19
На чертеже отверстия указан размер :, а на чертеже сопрягаемого вала — размер  Необходимо рассчитать наибольшие и наименьшие зазоры и натяги.
Необходимо рассчитать наибольшие и наименьшие зазоры и натяги.
Решение:
Предельные размеры отверстия: наибольший

наименьший

Предельные размеры вала: наибольший

наименьший

Из расчётов видно, что наименьший диаметр вала

больше, чем наибольший диаметр отверстия

То есть посадка с гарантированным натягом.
Наибольший натяг

наименьший натяг

Наряду с посадками с гарантированным зазором или натягом возможен и такой вариант, когда предельные размеры сопрягаемых деталей не гарантируют получение в сопряжении только зазора или только натяга. Такие посадки называются переходными, в этом случае возможно получение как зазора, так и натяга, конкретный характер соединения будет зависеть от действительных размеров сопрягаемых годных отверстий и валов.
Посадки с гарантированным зазором используются в тех случаях, когда допускается относительное смещение деталей; посадки с гарантированным натягом — когда необходимо передавать усилие или вращающий момент без дополнительного крепления только за счёт упругих деформаций, возникающих при сборке сопрягаемых деталей.
Переходные посадки имеют небольшие предельные зазоры и натяги и поэтому их применяют в тех случаях, когда необходимо обеспечить центрирование деталей, т.е. совпадение осей отверстия и вала; при этом в соединении требуется дополнительное закрепление соединяемых деталей.
Посадки всех трёх групп с зазорами, с натягами, переходные с различными величинами наибольших и наименьших зазоров и натягов можно получать, изменяя положение полей допусков обеих сопрягаемых деталей — отверстия и вала. Но, очевидно, таких сочетаний может оказаться бесчисленное множество, что привело бы к невозможности централизованного изготовления мерного режущего инструмента (свёрл, зенкеров, развёрток), формирующего размер отверстия.
Гораздо удобнее в технологическом (при изготовлении) и эксплуатационном (при ремонте) отношениях получать разнообразные посадки, изменяя положение поля допуска только одной детали при неизменном положении поля допуска другой.
Способ образования различных посадок изменением только полей допуска валов при постоянных полях допуска отверстий называется системой отверстия. Деталь, у которой положение поля допуска является базовым и не зависит от требуемого характера соединения, называют основной деталью системы (в рассмотренном случае — отверстие). Аналогичные посадки могут быть получены по-иному, если за основную деталь принять вал, а для образования различных посадок изменять поля допусков отверстий. Такой способ образования посадок называется системой вала.
Таким образом, посадки в системе отверстия — это посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием (рис. 6.3); посадки в системе вала — это посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом (рис. 6.4).
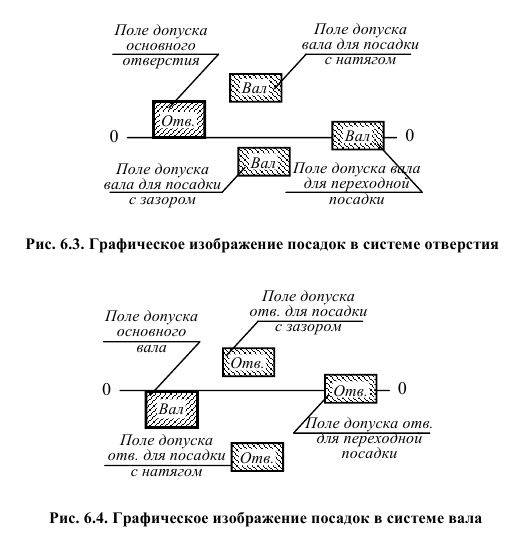
В практике машиностроения предпочтение отдаётся системе отверстия, поскольку изготовить отверстие и измерить его значительно труднее и дороже, чем изготовить и измерить вал такого же размера с одинаковой точностью.
Задача №20
Определить характер сопряжения (группу посадки) для посадки

Решение:
По таблицам (прил.) определяем отклонения отверстия 
 и отклонения вала
и отклонения вала  . Рассчитаем предельные размеры отверстия.
. Рассчитаем предельные размеры отверстия.

Рассчитаем предельные размеры вала.

наименьший


Из расчётов следует, что любой возможный диаметр вала больше любого возможного диаметра отверстия, т.е. приведённая посадка является посадкой с натягом.
Применение рядов предпочтительных чисел
Определения:
Ряды предпочтительных чисел — таблицы чисел, которые должны применяться при установлении градаций и отдельных значений параметров (в том числе размеров) технических объектов, в данной задаче — коробок.
Контейнер автомобильный (железнодорожный) стальной ящик со стандартными габаритными размерами с дверцами сбоку для укладывания грузов нестандартного размера. Контейнеры ставят на автомобильную или железнодорожную платформу рядами с целью перевозки.
Коробка — ёмкость (тара) стандартного размера для упаковки (укладывания) малогабаритных грузов с целью перевозки или хранения.
Малогабаритный — имеющий небольшие размеры, мелкий.
Условия размещения в контейнере коробок с малогабаритным грузом
Для перевозки в автомобильном (железнодорожном) контейнере грузов небольших размеров их необходимо укладывать в стандартные коробки. Стандартные размеры коробок с малогабаритным грузом необходимо выбрать такие, которые обеспечат наиболее рациональное использование вместимости контейнера с целью перевозки как можно большего количества коробок. В задаче следует рассчитать их оптимальные габаритные размеры согласно рядам предпочтительных чисел.
Задача №21
Для перевозки в автомобильном (железнодорожном) контейнере, модель и внутренние габаритные размеры которого заданы, малогабаритных грузов, размеры которых (длина — «а», ширина — «b» и высота — «с») заданы, назначить и обосновать на основе рядов предпочтительных чисел согласно ГОСТ 8032-84  габаритные размеры стандартной коробки, в которую будет уложен груз. Ответом считать тот вариант, в котором коробок в контейнер войдёт наибольшее количество.
габаритные размеры стандартной коробки, в которую будет уложен груз. Ответом считать тот вариант, в котором коробок в контейнер войдёт наибольшее количество.
Решение:
Исходные данные принимаются по таблицам 1.1 и 1.2.
Варианты габаритных размеров груза, который следует упаковать в стандартную коробку, выбираются студентами по последней цифре учебного шифра своей зачётной книжки из таблицы 1.1. Варианты типа контейнера, в который будут складываться коробки, выбираются по предпоследней цифре учебного шифра своей зачётной книжки из крайнего правого столбца таблицы 1.1. Внутренние размеры стандартных транспортных контейнеров приведены в таблице 1.2. Ряды предпочтительных чисел  в интервале от 250 до 1000 мм приведены в таблице 1.3.
в интервале от 250 до 1000 мм приведены в таблице 1.3.
Задача №22
Для перевозки в автомобильном (железнодорожном) контейнере, модель и внутренние габаритные размеры которого заданы, малогабаритных грузов, габаритные размеры которых (длина — «а», ширина — «b» и высота — «с») заданы, назначить и обосновать на основе рядов предпочтительных чисел согласно ГОСТ 8032-84 () габаритные размеры стандартной коробки, в которую будет уложен груз. Ответом считать тог вариант, в котором коробок в контейнер войдёт наибольшее количество.
Исходные данные
Габаритные размеры груза равны: 
 . Модель используемого контейнера — УК-3, внутренние размеры: длина — 1980 мм, ширина — 1225 мм, высота — 2128 мм.
. Модель используемого контейнера — УК-3, внутренние размеры: длина — 1980 мм, ширина — 1225 мм, высота — 2128 мм.
Решение:
Решение (курсивом выделены пояснения к расчётам) Для определения размеров коробки из ряда предпочтительных чисел выбирают значения ближайшие большие к размерам соответствующего измерения груза.
При изготовлении по ряду предпочтительных чисел  габаритные размеры коробки будут равны:
габаритные размеры коробки будут равны: 
 . В контейнер поместится: в длину 1980/630=3,142, то есть 3 коробки; в ширину 1225/630=1,944, то есть 1 коробка; в высоту 2128/400=5,32, то есть 5 ярусов коробок. Итого при изготовлении но ряду их общее количество будет равно 315=15 коробок.
. В контейнер поместится: в длину 1980/630=3,142, то есть 3 коробки; в ширину 1225/630=1,944, то есть 1 коробка; в высоту 2128/400=5,32, то есть 5 ярусов коробок. Итого при изготовлении но ряду их общее количество будет равно 315=15 коробок.
Таблица 1.3 — Ряды предпочтительных чисел в интервале от 250 до 1000 мм
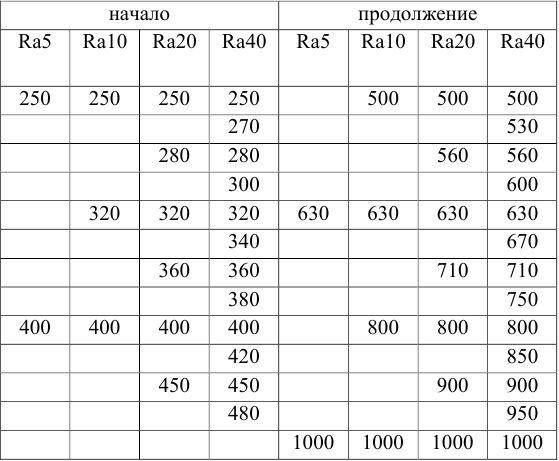
При изготовлении но ряду предпочтительных чисел  габаритные размеры коробки будут равны:
габаритные размеры коробки будут равны: 
 . В контейнер поместится: в длину 1980/630=3,142, то есть 3 коробки; в ширину 1225/500=2,45, то есть 2 коробки; в высоту 2128/400=5,32, то есть 5 ярусов коробок. Итого при изготовлении по ряду RalO их общее количество будет равно 325=30 коробок.
. В контейнер поместится: в длину 1980/630=3,142, то есть 3 коробки; в ширину 1225/500=2,45, то есть 2 коробки; в высоту 2128/400=5,32, то есть 5 ярусов коробок. Итого при изготовлении по ряду RalO их общее количество будет равно 325=30 коробок.
При изготовлении по ряду предпочтительных чисел  габаритные размеры коробки будут равны:
габаритные размеры коробки будут равны: 
 . В контейнер поместится: в длину 1980/560=3,535, то есть 3 коробки; в ширину 1225/450=2,72, то есть 2 коробки; в высоту 2128/360=5,91, то есть 5 ярусов коробок. Итого при изготовлении по ряду их общее количество будет равно 325=30 коробок.
. В контейнер поместится: в длину 1980/560=3,535, то есть 3 коробки; в ширину 1225/450=2,72, то есть 2 коробки; в высоту 2128/360=5,91, то есть 5 ярусов коробок. Итого при изготовлении по ряду их общее количество будет равно 325=30 коробок.
При изготовлении по ряду предпочтительных чисел  габаритные размеры коробки будут равны:
габаритные размеры коробки будут равны: 
 . В контейнер поместится: в длину 1980/530=3,735, то есть 3 коробки; в ширину 1225/420=2,916, то есть 2 коробки; в высоту 2128/360=5,912, то есть 5 ярусов коробок. Итого при изготовлении по ряду их общее количество будет равно 325=30 коробок.
. В контейнер поместится: в длину 1980/530=3,735, то есть 3 коробки; в ширину 1225/420=2,916, то есть 2 коробки; в высоту 2128/360=5,912, то есть 5 ярусов коробок. Итого при изготовлении по ряду их общее количество будет равно 325=30 коробок.
Вариант ответа с наибольшим количеством коробок следует проверить на оптимальность, то есть поменять размеры коробки длину с шириной местами (перевернуть коробку) и вновь произвести расчёт. Так как в нашем случае таких вариантов три, то проверяют все три и выбирают ответ с наибольшим количеством коробок.
По ряду предпочтительных чисел  если перевернуть коробку набок (в длину 1980/500=3,96, то есть 3 коробки; в ширину 1225/630=1,94, то есть 1 коробка), их общее количество будет равно 315=15 коробок.
если перевернуть коробку набок (в длину 1980/500=3,96, то есть 3 коробки; в ширину 1225/630=1,94, то есть 1 коробка), их общее количество будет равно 315=15 коробок.
По ряду предпочтительных чисел если перевернуть коробку набок (в длину 1980/450=4,4, то есть 4 коробки; в ширину 1225/560=2,18, то есть 2 коробки), их общее количество будет равно 425=40 коробок.
По ряду предпочтительных чисел если перевернуть коробку набок (в длину 1980/420=4,7, то есть 4 коробки; в ширину 1225/530=2,3, то есть 2 коробки), их общее количество будет равно 425=40 коробок.
Анализируя проведённые расчеты, можно сделать вывод о том, что наибольшее число — 40 коробок по размерам из ряда и ряда .
В соответствии с ГОСТ 8032-84 размеры из впередистоящего ряда следует предпочитать размерам из последующего ряда.
Принимаем для изготовления коробок для перевозки груза габаритные размеры по ряду .
Ответ: размеры коробки по ряду будут равны: длина — 450 мм; ширина — 560 мм; высота — 360 мм, наибольшее число коробок — 40 штук.
Определение температурной погрешности измерения детали
Определения:
Заготовка — некоторый объём материала определённой формы, из которого будет изготовляться деталь.
Деталь — составная часть изделия, изготовленная из цельного куска материала без применения сборочных операций.
Материал — вещество, идущее на изготовление какой-либо детали.
Погрешность — ошибка, промах, неточность в полученных результатах расчётов или измерений.
Погрешность измерения — это разность между результатом измерения и действительным значением измеряемой величины.
Размер — числовое значение линейной величины в выбранных единицах измерения.
Условия проведения измерений
В процессе механической обработки на станках режущим инструментом металлических заготовок деталей последние нагреваются и вследствие температурного расширения изменяют свои размеры. Поэтому возникает необходимость определения температурной погрешности измерения для определения точного размера нагретой заготовки.
При измерении механическими средствами нагретых металлических заготовок деталей для получения более правильного результата измерений необходимо учитывать не только температурное расширение объекта измерений, но и средства измерений. Величину и того и другого (погрешность измерения) рассчитывают, исходя из известной физической величины — коэффициента линейного расширения материалов.
Задача №23
Определить погрешность  измерения длины
измерения длины  заготовки детали от температурной деформации, если температура средства измерения и температура воздуха в цехе
заготовки детали от температурной деформации, если температура средства измерения и температура воздуха в цехе  , а заготовка измеряется сразу после механической обработки. Коэффициент линейного расширения материала измерительного средства
, а заготовка измеряется сразу после механической обработки. Коэффициент линейного расширения материала измерительного средства  (сталь).
(сталь).
Исходные данные:  (сталь).
(сталь).
Решение:
Погрешность измерения от температурной деформации (мм) находится по формуле:

где — измеряемый размер, мм;
 — поправка на температуру средства измерения, °С;
— поправка на температуру средства измерения, °С;
 — поправка на температуру детали, °С, где 20 — единая температура, к которой приводят температуру всех участвующих в измерении элементов,°С.
— поправка на температуру детали, °С, где 20 — единая температура, к которой приводят температуру всех участвующих в измерении элементов,°С.
С учётом этого, поправки на температуру:
Итого погрешность измерения:

Ответ:

Статистическая обработка результатов многократных измерений
Теоретическая часть:
Статистическая обработка результатов многократных измерений основывается на использовании большого объёма практически полученной апостериорной информации.
Цель статистической обработки результатов измерений: получить более достоверную информацию о том, в каких границах можно ожидать появление измеряемой случайной физической величины (например: измеряемого размера).
При этом решаются три задачи:
оценивание области неопределённости исходных экспериментальных данных;
нахождение более точного усреднённого результата измерений;
оценивание пофешности этого усреднённого результата, то есть нахождение более узкой области неопределённости числового появления размера.
Определения
Статистическая обработка результатов измерений заключается в определении границ доверительного интервала в размерном ряду, в которых может появиться ожидаемый размер объекта измерения.
Апостериорная информация — та, которая получена путём проведения практических измерений.
Доверительный интервал — границы числового ряда значений случайной величины, внутри которых с определённой вероятностью будет находиться математическое ожидание этой случайной величины. Для закона нормального распределения случайных величин эти границы расположены симметрично их среднему арифметическому значению (например, измеряемый диаметр деталей круглой формы: его размер — это случайная величина).
Доверительная вероятность — вероятность, соответствующая этому доверительному интервалу.
Диапазон рассеивания размеров — разность между максимальным и минимальным размерами.
Интервалы в диапазоне рассеивания размеров — отрезки оси размеров, делящие диапазон рассеивания на равные части.
Случайная величина — которая в результате опыта может принять то или иное значение, не известное заранее (например, измеряемый диаметр одинаковых деталей круглой формы).
Дискретная величина — случайная величина, которая может принять только раздельное, отделенное от соседних величин из размерного ряда значение величины (например, возможное число очков при бросании во время игры в кости).
Действительная величина — числовой результат измерения.
Выборка — некоторое небольшое количество измерений, проделанное для того чтобы по их результатам судить о более полном диапазоне рассеивания измеренной величины.
Гистограмма — график, в прямоугольных осях «частость диапазон рассеивания измеренных значений», состоящий из вертикальных прямоугольников различной высоты и эмпирической ломаной кривой, соединяющей серединки верхних перекладин прямоугольников, отображающей закон распределения измеряемых случайных величин.
Порядок проведения и математической обработки результатов статистических измерений
Для того чтобы проверить большую партию изготовленных одинаковых деталей но какому-то одному размеру не требуется измерять каждую деталь, достаточно сделать это , например, для каждой десятой детали (10%), то есть произвести выборку и по результатам этой проверки судить о годности остальных 90%.
При измерениях одного и того же размера в выборке, так же как и во всей партии деталей измеренные значения несколько отличаются друг от друга. Если количество измерений в выборке невелико, то для определения доверительного интервала более полного разброса их значений необходимо провести статистическую обработку результатов измерений.
Статистическая обработка результатов измерений производится следующим образом.
Имеются следующие исходные данные: номинальный размер детали  и его допуск
и его допуск  , на чертеже обозначаемые как
, на чертеже обозначаемые как 
 — количество измеренных деталей, один и тот же размер которых несколько отличается между собой но величине или равный у некоторых деталей. Обычно в исходных данных задачи результаты измерений записаны в хаотическом порядке.
— количество измеренных деталей, один и тот же размер которых несколько отличается между собой но величине или равный у некоторых деталей. Обычно в исходных данных задачи результаты измерений записаны в хаотическом порядке.
Решение:
1) Располагают полученные в процессе измерений действительные значения  в порядке возрастания их величины и тем самым получают ранжированный ряд случайных дискретных величин:
в порядке возрастания их величины и тем самым получают ранжированный ряд случайных дискретных величин: 
2) Диапазон рассеивания  определяется как разность между максимальной
определяется как разность между максимальной  и минимальной
и минимальной  величинами действительных значений измерений:
величинами действительных значений измерений:
3) Полученное значение диапазона рассеивания разбивают на  интервалов (рекомендуется 7-12 интервалов). Задавшись числом интервалов, рассчитывают дискретный шаг интервалов по формуле:
интервалов (рекомендуется 7-12 интервалов). Задавшись числом интервалов, рассчитывают дискретный шаг интервалов по формуле:

4) Строят оси гистограммы абсцисс и ординат. Масштаб гистограммы выбирают таким, чтобы её высота относилась к основанию примерно как 5:8. На оси абсцисс в начале координат ставят значение  , равное , а в конце оси ставят значение
, равное , а в конце оси ставят значение  , равное .
, равное .
Полученный отрезок оси деляг на равных по длине интервалов и записывают напротив каждой границы её числовое значение:  и гак далее. Конечное значение должно совпасть с .
и гак далее. Конечное значение должно совпасть с .
5) Для каждого интервала подсчитывают число измерений  имеющих величину, находящуюся в пределах между меньшей, например, и большей
имеющих величину, находящуюся в пределах между меньшей, например, и большей  границами этого интервала и гак далее.
границами этого интервала и гак далее.
6) После этого для каждого интервала рассчитывают среднее арифметическое значение  в группе измерений
в группе измерений  -того интервала, а также частость числа измерений
-того интервала, а также частость числа измерений  в данном интервале.
в данном интервале.
Результаты измерений и расчётов пунктов 1), 5) и 6) заносят в таблицу.
Пример таблицы с записями значений случайной величины при  и
и  приведён в таблице 3.1 (вместо букв «ранжированный ряд» надо поставить измеренные величины по возрастанию
приведён в таблице 3.1 (вместо букв «ранжированный ряд» надо поставить измеренные величины по возрастанию  . В первый интервал вошли
. В первый интервал вошли  и
и  , во второй —
, во второй —  и
и  . И гак далее для каждого интервала.
. И гак далее для каждого интервала.
где  — значение
— значение  -того измерения;
-того измерения;
 — число измерений, имеющих величину, находящуюся в пределах между меньшей и большей границами
— число измерений, имеющих величину, находящуюся в пределах между меньшей и большей границами  -того интервала;
-того интервала;
 — частость числа измерений в данном интервале.
— частость числа измерений в данном интервале.
 — среднее арифметическое значение измерений -того интервала (рассчитывается для каждого интервала):
— среднее арифметическое значение измерений -того интервала (рассчитывается для каждого интервала):
 — (икс итое-житое) — измерение
— (икс итое-житое) — измерение  в -том интервале, то есть находящееся в пределах между меньшей и большей границами -того интервала;
в -том интервале, то есть находящееся в пределах между меньшей и большей границами -того интервала;
— частость числа измерений в данном интервале.
В таблице в приведенном примере всего 5 размерных интервалов вместо 7 потому что, например, в двух интервалах значений размеров не оказалось: в первом интервале — 2 значения измерений (1 и 2), во втором — 3 (3, 4 и 5) и так далее, а в четвёртом и шестом, например, их нет. Пустые интервалы в таблице не указываются.
7) Над каждым интервалом строят прямоугольник, соответствующий по своей высоте величине рассчитанной частости для этого интервала, после чего строят эмпирическую ломаную кривую, соединяя серединки верхних перекладин прямоугольников. Если в каком-то интервале частость равна нулю, то ломаную кривую соединяют с серединкой интервала на оси абсцисс.
8) Определяют среднее арифметическое значение всех замеренных действительных значений величин:

9) Рассеяние значений случайных величин в выборке из  измерений относительно эмпирического (опытного, практического) группирования их по интервалам характеризуется уточненным эмпирическим средним квадратическим отклонением, которое определяется по формуле:
измерений относительно эмпирического (опытного, практического) группирования их по интервалам характеризуется уточненным эмпирическим средним квадратическим отклонением, которое определяется по формуле:
10) По результатам выборки устанавливают границы, внутри которых с определённой вероятностью будет находиться математическое ожидание  случайной величины
случайной величины  . Эти границы определяют доверительный интервал, который зависит от доверительной вероятности
. Эти границы определяют доверительный интервал, который зависит от доверительной вероятности  . В общем случае при малой выборке и различной доверительной вероятности доверительный интервал в своих меньшей и большей границах выразится следующими неравенствами:
. В общем случае при малой выборке и различной доверительной вероятности доверительный интервал в своих меньшей и большей границах выразится следующими неравенствами:

где  — среднее квадратическое отклонение для распределения средних арифметических величин:
— среднее квадратическое отклонение для распределения средних арифметических величин:
 — критерий Стьюдента, который для
— критерий Стьюдента, который для  (90% доверительная вероятность) принимаем равным 1,75.
(90% доверительная вероятность) принимаем равным 1,75.
11) Сравнивают границы доверительного интервала с допуском на размер (он задан в условии задачи) и делают вывод о годности всей партии деталей. Для сравнения строят в примерном масштабе схему поля допуска заданного размера и рядом наносят поле доверительного интервала.
Если границы доверительного интервала не выходят за пределы поля допуска, то партия деталей считается годной с доверительной вероятностью
12) Ответом на решение задачи является вывод о годности партии деталей: партия деталей годна или не годна с указанием сравниваемых величин большей и меньшей границ доверительного интервала и верхней и нижней границ поля допуска детали.
Штриховое кодирование информации о товаре
Теоретическая часть:
Штриховое кодирование стало впервые применяться в США для идентификации железнодорожных вагонов и, вследствие этого в промышленности и торговле появился универсальный товарный код (URC), состоящий из 12 знаков.
В 1977году по примеру американской была принята европейская система кодирования товаров (EAN — European Article Nambering) как разновидность кода URC для Европы, отличаясь только тринадцатым знаком. В европейской системе кодирования для товаров из США тринадцатым знаком является ноль.
В настоящее время практически 100% продукции, выпускаемой в развитых странах мира для потребительского рынка, имеет на упаковке штриховой код EAN, определяющий производителя и товар.
Штриховой код — это чередование тёмных и светлых полос разной ширины. Носителями закодированной информации являются относительные ширины тёмных и светлых полос и их сочетания. Тёмные полосы называют штрихами, а светлые — пробелами. Ширина штрихов и пробелов всегда кратна модулю, равному по ширине самому узкому из них. Другие штрихи и пробелы составляют два или три модуля, то есть две или три толщины самого узкого штриха или пробела. Узкий штрих соответствует единице, а пробел — нулю в двоичной системе исчисления.
Штриховые коды делятся на товарные и технологические. Первые используются для идентификации производителей товаров и самих товаров, ими производимых. Вторые, с гораздо большим числом знаков — для передачи более подробной информации о производстве товара от производителя к другому производителю или оптовому поставщику для автоматизированного сбора информации и её последующей компьютерной обработки. Вторые могут располагаться на этикетке рядом с первыми, отличаясь шириной кода и количеством цифр.
Штриховые коды считываются специальными сканерами, которые, воспринимая штрихи, пробелы и их сочетания, декодируют штриховой код в цифровой и осуществляют ввод информации в ЭВМ.
Штриховые коды EAN бывают двух видов: 13-разрядные и 8-разрядные. Код товара включает код страны, в которой предприятие-изготовитель зарегистрировало этот товар, код предприятия-производителя товара, код самого товара и контрольное число. Коды стран бывают двухразрядные, например, код Великобритании — 50, и трёхразрядные (код Тайваня — 471). При этом, ряду стран выделены диапазоны кодов, например, России 460-469. Если код страны трёхразрядный, то код товара будет четырёхразрядным вместо пятиразрядного.
Примеры штриховых кодов представлены на рисунках 1 и 2, примеры кодов некоторых стран — в таблице 4.
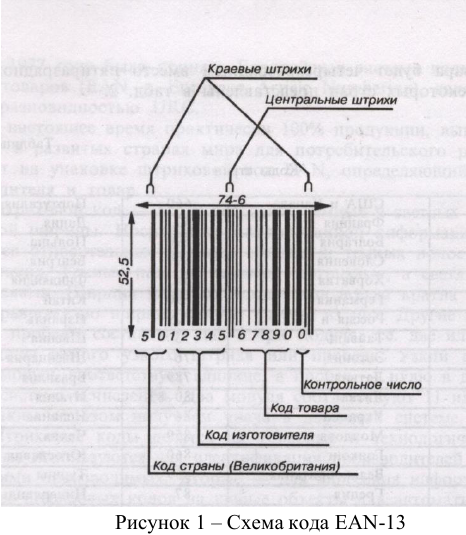
После кода страны следуют пять цифр кода изготовителя, который в РФ присваивает конкретному предприятию изготовителю товара национальный орган страны Внешнеэкономическая ассоциация автоматической идентификации ЮНИСКАН.
Последующие пять цифр кода присваивает само предприятие-изготовитель товара . Они отражают какие-либо признаки продукции.
Последний 13-й разряд представляет собой контрольное число для проверки правильности считывания штрихового кода.
Если товар имеет небольшие размеры и площади, то из-за недостатка места для размещения штрихового кода на этикетке товара применяют 8-ми разрядный код EAN-8, который включает код страны, код изготовителя и контрольное число.
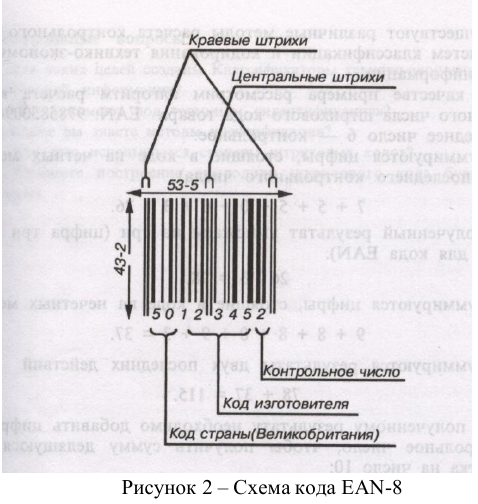
Числовые значения штрихового кода применяется для читки кода покупателем. Сканер его не считывает.
Контроль кода по величине контрольного числа необходим для проверки его правильности сканером по штрихам и покупателем по цифрам.
4.2 Методика расчёта правильности штрихового кода
1) Суммируют цифры, стоящие в коде на чётных местах.
2) Полученный результат умножают на три (множитель 3 принят для кодов EAN-13 и EAN-8).
3) Суммируют цифры, стоящие в коде на нечётных местах (без последнего контрольного числа).
4) Суммируют результаты двух последних действий.
5) Полученный результат суммируют с цифрой-конгрольным числом. При правильном написании штрихового кода должно получиться число, кратное 10 (десяти)
Задание
По этикетке любого товара (кроме сигарет, алкогольных напитков, тетрадей и ручек), имеющей 13-значный штриховой код, определить следующие характеристики товара.
1) Наименование и модель товара (по надписи на этикетке).
2) Характеристики товара (по надписи на этикетке).
3) Страну, зарегистрированную на штриховом коде (по цифрам штрихового кода) сравнить с надписью на этикетке.
4) Предприятие-изготовитель (по надписи на этикетке) и соответствующие ему цифры кода (по цифрам штрихового кода).
5) Рассчитать правильность штрихового кода (по цифрам штрихового кода).
Задача №24
1) Наименование и модель товара — Высокоскоростной флэш-накокпитель USB 2,0.
2) Ёмкость памяти — 8 гигабайт.
3) Цифры штрихового кода товара — 4 712389 895660.
4) Страна-производитель — Тайвань (471).
5) Компания- производитель — «Арасег».
6) Код товара — 9566.
7) Контрольное число — 0.
8) Расчёт правильности штрихового кода: сумма чётных цифр: 7+2+8+8+5+6=36; умножение на три: 36*3=108;
сумма нечётных цифр: 4+1+3+9+9+6=32;
сумма пункта умножения на три и нечётных цифр:
108+32=140
сумма последнего пункта и контрольного числа: 140+0=140.
Вывод: 140 кратно 10, гак как 140/10=14, то есть делится без остатка. Следовательно, цифры штрихового кода прочитаны правильно.
Примеры кодов EAN некоторых стран мира приведены в таблице 4.

Метрология — задачи и решения с примерами
Метрология — наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности.
В метрологии выделяют основные разделы.
Теоретическая метрология — раздел метрологии, предметом которого является разработка фундаментальных основ метрологии.
Законодательная метрология — раздел метрологии, предметом которого является установление обязательных технических и юридических требований по применению единиц физических величин, эталонов, методов и средств измерений, направленных на обеспечение единства и необходимости точности измерений в интересах общества.
Практическая (прикладная) метрология — раздел метрологии, предметом которого являются вопросы практического применения разработок теоретической метрологии и положений законодательной метрологии.
Физические величины
Физической величиной (ФВ) называют одно из свойств физического объекта (явления, процесса), которое является общим в качественном отношении для многих физических объектов, отличаясь при этом количественным значением.
ФВ имеет количественную и качественную характеристику. Количественной характеристикой является размер ФВ, качественной — размерность ФВ.
Размер ФВ — это количественная определенность ФВ, присущая конкретному материальному объекту, системе, явлению или процессу.
Размерность ФВ — это выражение в форме степенного одночлена, составленного из произведений символов основных физических величин в различных степенях и отражающее связь данной ФВ с физическими величинами, принятыми в данной системе величин за основные с коэффициентом пропорциональности, равным 1.
Степени символов основных величин, входящих в одночлен, в зависимости от связи рассматриваемой ФВ с основными, могут быть целыми, дробными, положительными и отрицательными. Понятие «размерность» распространяется и на основные величины. Размерность основной величины в отношении самой себя равна единице, т. е. формула размерности основной величины совпадает с ее символом.
В соответствии с международным стандартом ИСО 31/0, размерность величин следует обозначать знаком  . Размерность основных величин: длины
. Размерность основных величин: длины  ; массы
; массы  ; времени
; времени  силы электрического тока
силы электрического тока  ; термодинамической температуры
; термодинамической температуры  ; силы света
; силы света 
 ; количества вещества
; количества вещества  . Размерность производных величин:
. Размерность производных величин:

где  — размерности основных величин в принятой системе единиц;
— размерности основных величин в принятой системе единиц;  — показатели размерности.
— показатели размерности.
Показатель размерности ФВ — это показатель степени, в которую возведена размерность основной ФВ, входящая в размерность производной ФВ.
Пример №1.
Вывести и записать размерность силы Ньютона —  .
.
Решение:
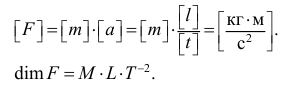
Единица физической величины
Единица ФВ — физическая величина фиксированного размера, которой условно присвоено числовое значение, равное единице, и применяемая для количественного выражения однородных с ней физических величин.
Единицы ФВ объединяются по определенному принципу в системы единин.
Система единиц ФВ — это совокупность основных и производных единиц ФВ, образованная в соответствии с принципами для заданной системы ФВ.
Эти принципы заключаются в следующем: произвольно устанавливают единицы для некоторых величин, называемых основными единицами, и по формулам через основные получают все производные единицы для данной области измерений.
В 1960 г. на XI Генеральной конференции по мерам и весам Международной организации мер и весов (MOMВ) была принята Международная система единиц (SI), которая в России применяется с 1 января 1963 г.
Международная система единиц (SI)
Достоинства системы SI:
- универсальность — охват всех областей науки и техники;
- унификация единиц для всех областей и видов измерений (механических, тепловых, электрических, магнитных и т. д.);
- когерентность единиц — все производные единицы SI получаются из уравнений связи между величинами, в которых коэффициенты равны единице;
- возможность воспроизведения единиц с высокой точностью в соответствии с их определениями;
- упрощение записи уравнений и формул в физике, химии, а также в технических расчетах в связи с отсутствием переводных коэффициентов;
- уменьшение числа допускаемых единиц;
- единая система образования кратных и дольных единиц, имеющих собственные наименования.
Основные и производные единицы системы единиц ФВ
Основная единица системы единиц ФВ — это единица основной ФВ в данной системе единиц. Основные единицы системы SI приведены в табл. 1.1.
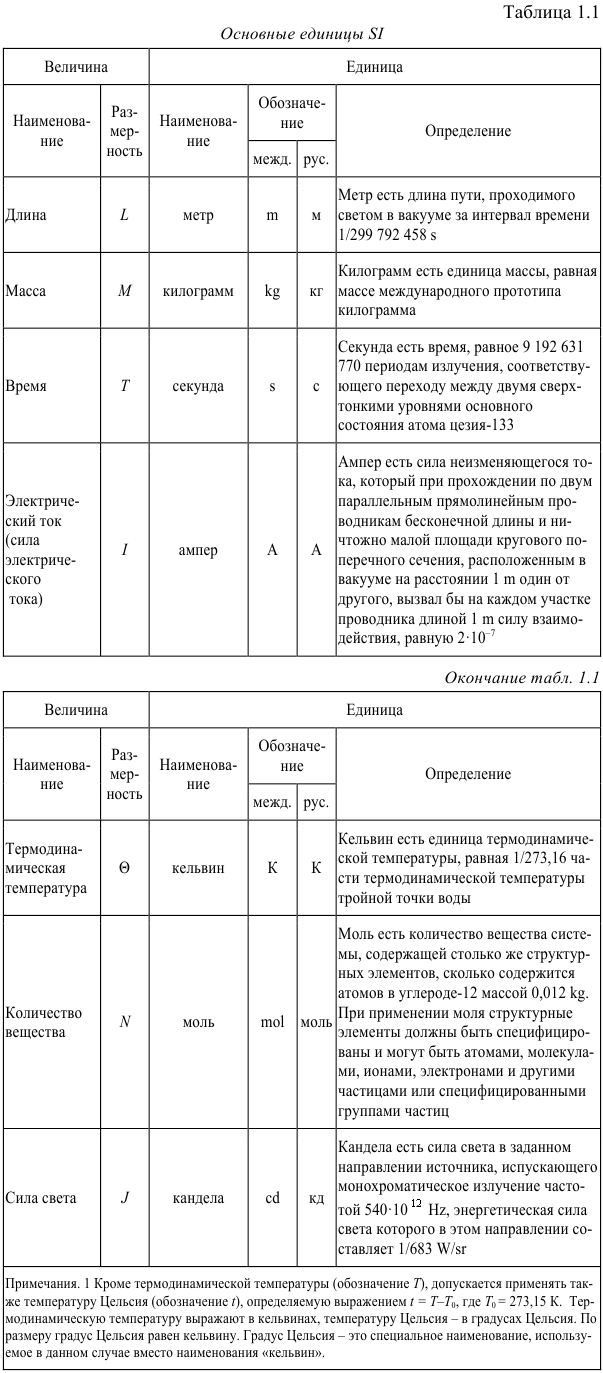
Производные единицы SI образуют по правилам образования когерентных производных единиц SI .
Когерентные производные единицы (далее — производные единицы) Международной системы единиц, как правило, образуют с помощью простейших уравнений связи между величинами (определяющих уравнений), в которых числовые коэффициенты равны 1. Для образования производных единиц обозначения величин в уравнениях связи заменяют обозначениями единиц СИ.
Пример №2.
Единицу скорости образуют с помощью уравнения, определяющего скорость прямолинейно и равномерно движущейся материальной точки

где  — скорость;
— скорость;  — длина пройденного пути;
— длина пройденного пути;  — время движения материальной точки.
— время движения материальной точки.
Подстановка вместо и обозначений их единиц SI дает
Следовательно, единицей скорости SI является метр в секунду. Он равен скорости прямолинейно и равномерно движущейся материальной точки, при которой эта точка за время 1 перемещается на расстояние 1  .
.
Если уравнение связи содержит числовой коэффициент, отличный от 1, то для образования когерентной производной единицы SI в правую часть подставляют обозначения величин со значениями в единицах SI, дающими после умножения на коэффициент общее числовое значение, равное 1.
Пример №3.
Если для образования единицы энергии используют уравнение

где  — кинетическая энергия;
— кинетическая энергия;  -масса материальной точки;
-масса материальной точки;  -скорость движения материальной точки, то для образования когерентной единицы энергии SI используют, например, уравнение
-скорость движения материальной точки, то для образования когерентной единицы энергии SI используют, например, уравнение

или

Следовательно, единицей энергии SI является джоуль (равный ньютон-метру). В приведенных примерах он равен кинетической энергии тела массой 2  , движущегося со скоростью 1
, движущегося со скоростью 1  , или же тела массой 1 , движущегося со скоростью
, или же тела массой 1 , движущегося со скоростью  .
.
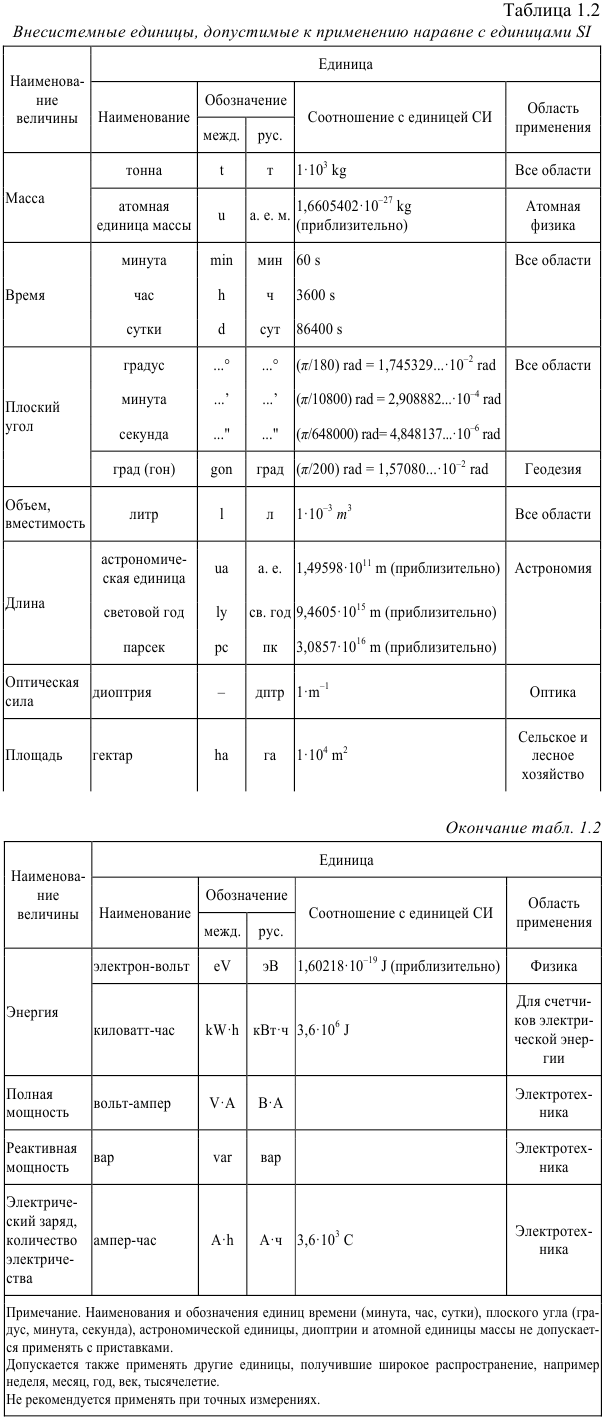
Без ограничения срока допускается применять единицы относительных и логарифмических величин.
Единицы, указанные в табл. 1.3, временно допускается применять до принятия по ним соответствующих международных решений.
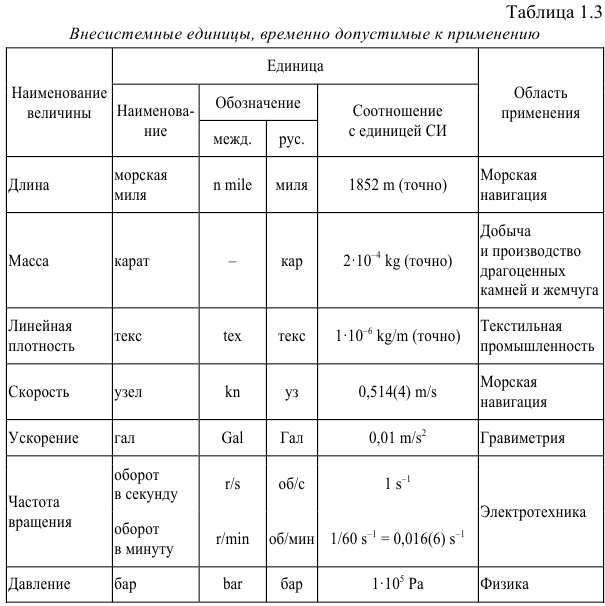
При новых разработках применение этих внесистемных единиц не рекомендуется.
Правила образования наименований и обозначений десятичных кратных и дольных единиц SI
Наименования и обозначения десятичных кратных и дольных единиц SI образуют с помощью множителей и приставок, указанных в таблице 1.4.
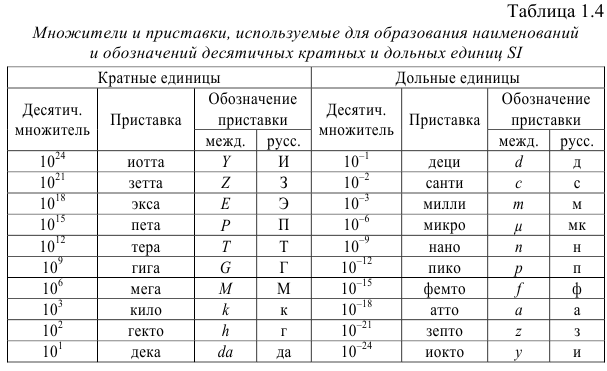
Присоединение к наименованию и обозначению единицы двух или более приставок подряд не допускается. Например, вместо наименования единицы микромикрофарад следует писать пикофарад.
Приставку или ее обозначение следует писать слитно с наименованием единицы или, соответственно, с обозначением последней.
Если единица образована как произведение или отношение единиц, приставку или ее обозначение присоединяют к наименованию или обозначению первой единицы, входящей в произведение или в отношение.

Присоединять приставку ко второму множителю произведения или к знаменателю допускается лишь в обоснованных случаях, когда такие единицы широко распространены и переход к единицам, образованным в соответствии с первой частью настоящего пункта, связан с трудностями, например: тонна-километр  , вольт на сантиметр
, вольт на сантиметр 
 , ампер на квадратный миллиметр
, ампер на квадратный миллиметр  .
.
Наименования кратных и дольных единиц исходной единицы, возведенной в степень, образуют, присоединяя приставку к наименованию исходной единицы. Например, для образования наименования кратной или дольной единицы площади — квадратного метра, представляющей собой вторую степень единицы длины — метра, приставку присоединяют к наименованию этой последней единицы: квадратный километр, квадратный сантиметр и т. д.
Обозначения кратных и дольных единиц исходной единицы, возведенной в степень, образуют добавлением соответствующего показателя степени к обозначению кратной или дольной единицы исходной единицы, причем показатель означает возведение в степень кратной или дольной единицы (вместе с приставкой).
Примеры

Выбор десятичной кратной или дольной единицы SI определяется удобством ее применения. Из многообразия кратных и дольных единиц, которые могут быть образованы с помощью приставок, выбирают единицу, позволяющую получать числовые значения, приемлемые на практике.
В принципе кратные и дольные единицы выбирают таким образом, чтобы числовые значения величины находились в диапазоне от 0,1 до 1000.
В некоторых случаях целесообразно применять одну и ту же кратную или дольную единицу, даже если числовые значения выходят за пределы диапазона от 0,1 до 1000, например в таблицах числовых значений для одной величины или при сопоставлении этих значений в одном тексте.
В некоторых областях всегда используют одну и ту же кратную или дольную единицу. Например, в чертежах, применяемых в машиностроении, линейные размеры всегда выражают в миллиметрах.
Для снижения вероятности ошибок при расчетах десятичные кратные и дольные единицы рекомендуется подставлять только в конечный результат, а в процессе вычислений все величины выражать в единицах SI, заменяя приставки степенями числа 10.
Правила написания обозначений единиц
При написании значений величин применяют обозначения единиц буквами или специальными знаками  , причем устанавливают два вида буквенных обозначений: международное (с использованием букв латинского или греческого алфавита) и русское (с использованием букв русского алфавита). Буквенные обозначения единиц печатают прямым шрифтом. В обозначениях единиц точку как знак сокращения не ставят.
, причем устанавливают два вида буквенных обозначений: международное (с использованием букв латинского или греческого алфавита) и русское (с использованием букв русского алфавита). Буквенные обозначения единиц печатают прямым шрифтом. В обозначениях единиц точку как знак сокращения не ставят.
Обозначения единиц помещают за числовыми значениями величин и в строку с ними (без переноса на следующую строку). Числовое значение, представляющее собой дробь с косой чертой, стоящее перед обозначением единицы, заключают в скобки.
Между последней цифрой числа и обозначением единицы оставляют пробел.
Исключения составляют обозначения в виде знака, поднятого над строкой, перед которыми пробел не оставляют.

При наличии десятичной дроби в числовом значении величины обозначение единицы помещают за всеми цифрами.
При указании значений величин с предельными отклонениями числовые значения с предельными отклонениями заключают в скобки и обозначения единиц помещают за скобками или проставляют обозначение единицы за числовым значением величины и за ее предельным отклонением.

Допускается применять обозначения единиц в заголовках граф и в наименованиях строк (боковиках) таблиц.
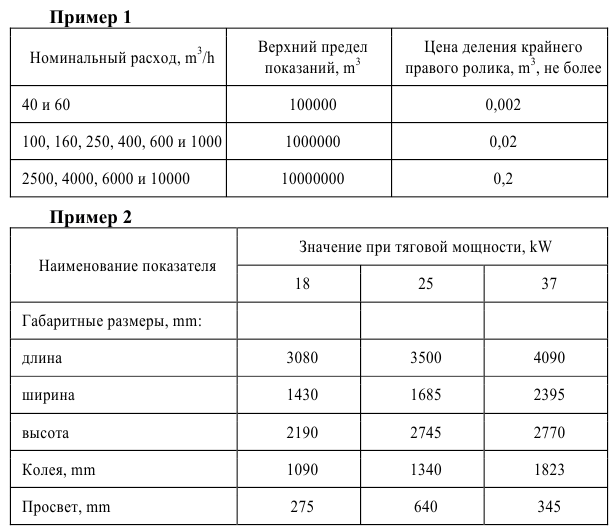
Допускается применять обозначения единиц в пояснениях обозначений величин к формулам. Помещать обозначения единиц в одной строке с формулами, выражающими зависимости между величинами или между их числовыми значениями, представленными в буквенной форме, не допускается.
Буквенные обозначения единиц, входящих в произведение, отделяют точками на средней линии как знаками умножения. Не допускается использовать для этой цели символ «х».
В машинописных текстах допускается точку не поднимать. Допускается буквенные обозначения единиц, входящих в произведение, отделять пробелами, если это не вызывает недоразумения.
В буквенных обозначениях отношений единиц в качестве знака деления используют только одну косую или горизонтальную черту. Допускается применять обозначения единиц в виде произведения обозначений единиц, возведенных в степени (положительные и отрицательные).
Если для одной из единиц, входящих в отношение, установлено обозначение в виде отрицательной степени (например, 
 ), применять косую или горизонтальную черту не допускается.
), применять косую или горизонтальную черту не допускается.
При применении косой черты обозначения единиц в числителе и знаменателе помещают в строку, произведение обозначений единиц в знаменателе заключают в скобки.
При указании производной единицы, состоящей из двух и более единиц, не допускается комбинировать буквенные обозначения и наименования единиц, т. е. для одних единиц указывать обозначения, а для других — наименования.
Перевод внесистемных единиц в единицы измерения физических величин
Для того чтобы научиться быстрее переводить внесистемные единицы в единицы измерения физических величин, необходимо запомнить несколько шагов:
1) выясните, из каких в какие единицы осуществляется перевод (запомните: если из больших в меньшие выполняется умножение, а если из меньших в большие — деление);
2) устанавливаем соотношение между величинами от большего к меньшему (для квадратных и кубических величин — возводим в соответствующую степень), запомните:
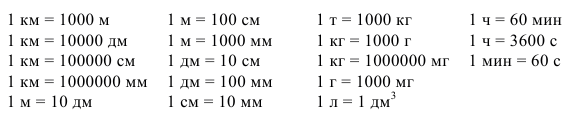
Пример №4.
Переведите в секунды 15 мин.
Решение:
Применяем правило 1 — переводим из больших в меньшие, значит надо выполнить умножение.
Применяем правило 2 — устанавливаем соотношение между минутой и секундой (60).
Соединяем первое и второе правила — умножаем наше число на соотношение и получим 900, то есть 15 мин = 900 с.
Пример №5.
Переведите в квадратные миллиметры  .
.
Решение:
Применяем правило 1 — переводим из больших в меньшие, значит надо выполнить умножение.
Применяем правило 2 — устанавливаем соотношение между сантиметром и миллиметром (10) и возводим в квадрат (100).
Соединяем первое и второе правила — умножаем наше число на соотношение и получим 2500, то есть 
Пример №6.
Переведите в метры в секунду 36 км/ч.
Решение:
Работаем по тем же правилам и выполняем перевод одновременно в числителе и знаменателе.

Доверительная вероятность и доверительный интервал
Точечные оценки распределения дают оценку в виде числа, наиболее близкого к значению неизвестного параметра. Такие оценки используют только при большом числе измерений. Чем меньше объем выборки, тем легче допустить ошибку при выборе параметра. Для практики важно не только получить точечную оценку, но и определить интервал, называемый доверительным, между границами которого с заданной доверительной вероятностью находится истинное значение оцениваемого параметра.
Для получения доверительного интервала величины необходимо:
• определить точечные оценки по формулам

• выбрать доверительную вероятность  из рекомендуемого ряда значений 0,90; 0,95; 0,99 (если не указана в задаче);
из рекомендуемого ряда значений 0,90; 0,95; 0,99 (если не указана в задаче);
• найти верхнюю  и нижнюю
и нижнюю  границы по формулам:
границы по формулам:

• записать доверительный интервал

Пример №7.
При многократном измерении длины  были получены значения в мм: 30,2; 30,0; 30,4; 29,7; 30,3; 29,9; 30,2. Укажите доверительные границы истинного значения длины с вероятностью
были получены значения в мм: 30,2; 30,0; 30,4; 29,7; 30,3; 29,9; 30,2. Укажите доверительные границы истинного значения длины с вероятностью 
 .
.
Решение:
Пример №8.
Запишите результат измерений и определите его точность:

Решение:
При решении необходимо округлить погрешность измерения, согласовать ее с измеренным значением по правилам, приведенным в приложении Д. Затем необходимо определить точность измерения, которую показывает относительная погрешность —

Классы точности средств измерений
Единые правила установления пределов допускаемых погрешностей показаний по классам точности средств измерений регламентирует ГОСТ 8.401-80 «ГСИ. Классы точности средств измерений».
Класс точности средств измерений — обобщенная характеристика средств измерений, определяемая пределами допускаемых основной и дополнительной погрешностей, а также другими свойствами средств измерений, влияющими на их точность, значения которых устанавливаются в стандартах на отдельные виды средств измерений. Классы точности присваиваются средствам измерений при их разработке с учетом результатов государственных приемочных испытаний. Класс точности хотя и характеризует совокупность метрологических свойств данного средства измерений, однако не определяет однозначно точность измерений, так как последняя зависит от метода измерений и условий их выполнения.
Средствам измерений с двумя или более диапазонами измерений одной и той же физической величины допускается присваивать два или более класса точности. Средствам измерений, предназначенным для измерений двух или более физических величин, допускается присваивать различные классы точности для каждой измеряемой величины. С целью ограничения номенклатуры средств измерений по точности для СИ конкретного вида устанавливают ограниченное число классов точности, определяемое технико-экономическими обоснованиями.
Классы точности цифровых измерительных приборов со встроенными вычислительными устройствами для дополнительной обработки результатов измерений устанавливают без учета режима обработки.
Способы нормирования и формы выражения метрологических характеристик
Пределы допускаемых основной и дополнительных погрешностей следует выражать в форме приведенных, относительных или абсолютных погрешностей в зависимости от характера изменения погрешностей в пределах диапазона измерений, а также от условий применения и назначения средств измерений конкретного вида. Пределы допускаемой дополнительной погрешности допускается выражать в форме, отличной от формы выражения пределов допускаемой основной погрешности.
Обозначение классов точности средств измерений в документации
Для средств измерений пределы допускаемой основной погрешности которых принято выражать в форме абсолютных погрешностей или относительных погрешностей, причем последние установлены в виде графика, таблицы или формулы, классы точности в документации обозначаются прописными буквами латинского алфавита или римскими цифрами.
В необходимых случаях к обозначению класса точности буквами латинского алфавита добавляют индексы в виде арабской цифры. Классам точности, которым соответствуют меньшие пределы допускаемых погрешностей, соответствуют буквы, находящиеся ближе к началу алфавита, или цифры, означающие меньшие числа.
Для средств измерений пределы допускаемой основной погрешности которых принято выражать в форме приведенной погрешности или относительной погрешности в соответствии с формулой  классы точности в документации следует обозначаются числами, которые равны этим пределам погрешности, выраженными в процентах. Обозначение класса точности, таким образом, дает непосредственное указание на предел допускаемой основной погрешности.
классы точности в документации следует обозначаются числами, которые равны этим пределам погрешности, выраженными в процентах. Обозначение класса точности, таким образом, дает непосредственное указание на предел допускаемой основной погрешности.
Для средств измерений, пределы допускаемой основной погрешности которых принято выражать в форме относительных погрешностей в
соответствии с формулой
классы точности в документации обозначаются числами  и
и  , разделенных косой чертой
, разделенных косой чертой  .
.
В документации на средства измерений допускается обозначать классы точности так же, как на средствах измерений. В эксплуатационной документации на средство измерений конкретного вида, содержащей обозначение класса точности, содержится ссылка на стандарт или технические условия, в которых установлен класс точности этого средства измерений.
Обозначение классов точности на средствах измерений
Условные обозначения классов точности наносятся на циферблаты, щитки и корпуса средств измерений.
При указании классов точности на измерительных приборах с существенно неравномерной шкалой, для информации, дополнительно указываются пределы допускаемой основной относительной погрешности для части шкалы, лежащей в пределах, отмеченных специальными знаками (например, точками или треугольниками). К значению предела допускаемой относительной погрешности в этом случае добавляют знак процента и помещают в кружок. Обращаем ваше внимание на то, что этот знак не является обозначением класса точности.
Обозначение класса точности допускается не наносить на высокоточные меры, а также на средства измерений, для которых действующими стандартами установлены особые внешние признаки, зависящие от класса точности, например параллелепипедная и шестигранная форма гирь общего назначения.
За исключением технически обоснованных случаев, вместе с условным обозначением класса точности на циферблат, щиток или корпус средств измерений наносится обозначение стандарта или технических условий, устанавливающих технические требования к этим средствам измерений.
На средства измерений, для одного и того же класса точности которых в зависимости от условий эксплуатации установлены различные рабочие области влияющих величин, наносятся обозначения условий их эксплуатации, предусмотренные в стандартах или технических условиях на эти средства измерений. Обозначения классов точности на средствах измерений приведены в приложении Б.
Пример №9.
Класс точности выражен числом в кружке. Это означает, что относительная погрешность измерения для любого измеренного значения в пределах шкалы равна 1,5 %.
Решение:
Учитывая формулу относительной погрешности
можно легко вычислить абсолютную погрешность. Для нашего примера:
где  — измеренное значение физической величины.
— измеренное значение физической величины.
Абсолютная погрешность здесь минимальна около нуля и максимальна около предельного значения диапазона измерения.
Пример №10.
Класс точности выражен числом без кружка, например, 0,5. Это означает, что приведенная погрешность средства измерения равна  .
.
Решение:
Тогда абсолютную погрешность можно определить из формулы расчета приведенной погрешности:
Найдем абсолютную погрешность:
где  — верхний предел диапазона измерения.
— верхний предел диапазона измерения.
Пример №11.
Класс точности выражен дробью  , например, 0,02/0,01.
, например, 0,02/0,01.
Решение:
Здесь относительная погрешность определяется двучленной формулой:
В нашем случае:
После вычисления относительной погрешности легко определяется абсолютная погрешность, как показано в примере 1.
Пример №12.
В зависимости от типа средств измерений электрических величин относительная погрешность измерений может выражаться и другими формулами.
Решение:
Например, относительная погрешность некоторых типов вольтметров может быть выражена формулой:
где  и
и  — константы, числовые значения которых приводятся в технической или нормативной документации на это СИ.
— константы, числовые значения которых приводятся в технической или нормативной документации на это СИ.
Пример №13.
Для СИ линейных размеров, углов, температур, массы и ряда других величин классы точности выражаются числами 00, 0, 1, 2, 3.
Решение:
Здесь следует обратиться к НД или ТД на данный тип СИ, где указаны формы выражения погрешностей, такие как

И даны конкретные значения допускаемых погрешностей для данного средства измерения в соответствии с его классом точности и значения констант  и
и  .
.
Пример №14.
Точность СИ может выражаться в  . Миллионная доля (пропромилле) — единица измерения каких-либо относительных величин, равная
. Миллионная доля (пропромилле) — единица измерения каких-либо относительных величин, равная  от базового показателя.
от базового показателя.
Решение:
Аналогична по смыслу проценту или промилле. Обозначается сокращением (от англ. parts per million или лат. pro pro mille, читается «пи-пи-эм», «частей на миллион»),  или.
или.

Например,

Рассмотрим несколько примеров расчета погрешностей.
Пример №15.
Миливольтметром B3-38 измерялось напряжение переменного тока. В нормальных условиях получены следующие значения:
а) на поддиапазоне (0-300) мВ:

б) на поддиапазоне (0-300) В:

Оценить погрешности измеренных значений напряжений.
Решение:
Предел допускаемой основной погрешности от конечного значения установленного поддиапазона измерений равен ±2,5 % на поддиапазоне измерений от 1 до 300 мВ и 4 % на поддиапазоне измерений от 1 до 300 В.
Приведенная и абсолютная погрешности в случае а) будут иметь следующие значения:
Приведенная и абсолютная погрешности в случае б) будут иметь следующие значения:
Пример №16.
Универсальным вольтметром В7-17 измерено активное сопротивление цепи при времени преобразования 20 мс на поддиапазоне измерения (0-100) кОм. Получено значение измеренного сопротивления  . Оценить погрешность измерения.
. Оценить погрешность измерения.
Решение:
Из технического описания на В7-17 находим, что формула, выражающая относительную погрешность измерения сопротивления имеет следующий вид:
тогда
Пример №17.
Имеется низкочастотный генератор сигналов Г3-36, на выходе которого установлена частота 50 Гц. Оценить погрешность установки частоты.
Решение:
Из технической документации на генератор находим, что основная погрешность установки частоты  данного генератора определяется по формуле:
данного генератора определяется по формуле:

И для установленной частоты равняется:

Суммирование систематических погрешностей прямых измерений
Систематическая погрешность прямых измерений может представлять результат суммирования нескольких погрешностей. Источники таких погрешностей могут быть самые разнообразные. Например, это может быть погрешность, обусловленная классом точности СИ, погрешности установочных мер, погрешности влияния внешних условий, погрешность метода измерения, табличная погрешность, погрешность параллакса, округления результатов вычисления и т. д.
Обозначим эти погрешности через:
Принято считать, что систематические погрешности  распределены, как правило, по равномерному закону внутри своих интервалов
распределены, как правило, по равномерному закону внутри своих интервалов  .
.
Знаки и их значения можно рассматривать как случайные величины, тогда суммарная погрешность измерения при отсутствии корреляции между . оценивается по формуле:

где  — коэффициент, соответствующий выбранной доверительной вероятности.
— коэффициент, соответствующий выбранной доверительной вероятности.
Коэффициент , как показывают расчеты, зависит от числа  погрешностей в и от соотношения
погрешностей в и от соотношения  их величин. Значение определяется следующим образом: среди всех составляющих погрешностей выбирается наибольшая по модулю и ближайшая к ней, а затем вычисляется значение как отношение первой ко второй, после чего значение к находится по табл. 2.1.
их величин. Значение определяется следующим образом: среди всех составляющих погрешностей выбирается наибольшая по модулю и ближайшая к ней, а затем вычисляется значение как отношение первой ко второй, после чего значение к находится по табл. 2.1.
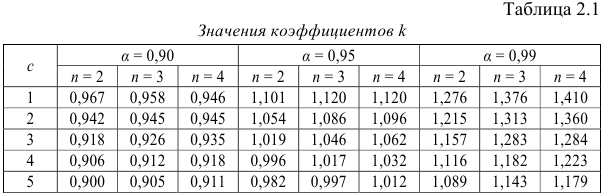
Расчет суммарной погрешности  в можно проводить и без учета числа составляющих . При этом при доверительных вероятностях:
в можно проводить и без учета числа составляющих . При этом при доверительных вероятностях:

используются соответственно коэффициенты:

Суммарная погрешность здесь может получиться несколько завышенной. Что для большинства практических задач несущественно.
Можно встретить и другие рекомендации оценивания суммарной погрешности. Так, оценка сверху погрешности результата измерения может быть представлена простым суммированием модулей составляющих:

Для оценки суммарной погрешности измерения простое суммирование модулей составляющих считается более целесообразным, когда число суммируемых погрешностей  , поскольку в этом случае вероятность того, что все составляющие погрешности имеют одинаковые знаки, существенно выше, чем в случае, когда
, поскольку в этом случае вероятность того, что все составляющие погрешности имеют одинаковые знаки, существенно выше, чем в случае, когда  .
.
Пример №18.
Два резистора с сопротивлениями  и три с сопротивлениями
и три с сопротивлениями  соединены последовательно, причем их систематические погрешности равны
соединены последовательно, причем их систематические погрешности равны  и
и  . Определить сопротивление цепи и его погрешность.
. Определить сопротивление цепи и его погрешность.
Решение:
Общее сопротивление вычисляется по формуле:
При вычислении суммарной погрешности нужно иметь ввиду следующее: если есть уверенность, что знаки погрешностей сопротивлений  одинаковы и знаки погрешностей сопротивлений
одинаковы и знаки погрешностей сопротивлений  также одинаковы, то можно использовать суммирование модулей составляющих погрешностей, поскольку их по существу только две:
также одинаковы, то можно использовать суммирование модулей составляющих погрешностей, поскольку их по существу только две:

Но если такой уверенности нет, то целесообразнее применить геометрическое суммирование, например при вероятности 0,95. Тогда:

Результат измерения в случае суммирования модулей погрешностей запишется:

Если суммирование погрешностей геометрическое, то

Оценивание неопределенности измерений
Неопределенность измерений — неотрицательный параметр, характеризующий рассеяние значений величины, приписываемых измеряемой величине на основании используемой информации.
Неопределенности измерений, также как и погрешности измерений, могут быть классифицированы по различным признакам: по месту (источнику) их проявления на методические, инструментальные и субъективные; по их проявлению на случайные, систематические и грубые; на абсолютные и относительные по способу их выражения.
По характеру проявления неопределенности измерений делятся на два типа: неопределенности по типу  и по типу
и по типу  .
.
• неопределенность по типу статистическими методами;
• неопределенность по типу оценивают нестатистическими методами;
При этом предлагается два метода оценивания неопределенностей и :
• для неопределенности типа — использование известных статистических оценок среднеарифметического и среднеквадратического, используя результаты измерений и опираясь, в основном, на нормальный закон распределения полученных величин;
• для неопределенности типа — использование априорной нестатистической информации, опираясь, в основном, на равномерный закон распределения возможных значений величин в определенных границах.
Таким образом, подчеркнем еще раз: деление на систематические и случайные погрешности обусловлено природой их возникновения и проявления в ходе выполнения измерений, а деление на неопределенности, вычисляемые по типу и по типу — методами их получения и использования при расчете общей неопределенности.
Стандартная неопределенность — неопределенность, выраженная в виде стандартного отклонения.
Расширенная неопределенность — величина, задающая интервал вокруг результата измерения, в пределах которого, как ожидается, находится большая часть распределения значений, которые с достаточным основанием могут быть приписаны измеряемой величине.
Расширенная неопределенность является аналогом доверительных границ погрешностей измерений. Причем каждому значению расширенной неопределенности соответствует вероятность охвата  .
.
Вероятность охвата — вероятность, которой, по мнению оператора, соответствует расширенная неопределенность результата измерений. Вероятность охвата определяется с учетом вероятностного закона распределения неопределенности и аналогом ее в классической теории является доверительная вероятность.
Коэффициент охвата — коэффициент, зависящий от вида распределения неопределенности результата измерений и вероятности охвата и численно равный отношению расширенной неопределенности, соответствующей заданной вероятности охвата, к стандартной неопределенности.
Число степеней свободы — параметр, статистического распределения, равный числу независимых связей оцениваемой статистической выборки.
В табл. 3.1, приведенной ниже, даны соответствия между терминами, используемыми в классической теории погрешностей и концепции неопределенности.
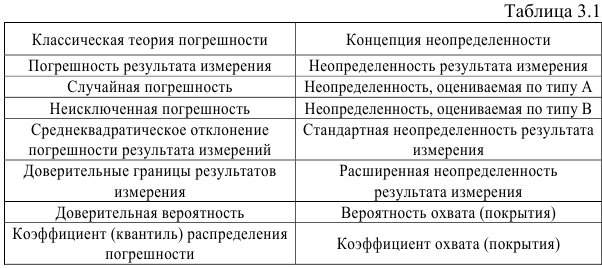
Методика оценивания результата измерений и его неопределенности
Оценивание результата измерений и его неопределенности проводится в следующей последовательности:
- составление уравнения измерений;
- оценка входных величин и их стандартных отклонений (неопределенностей);
- оценка измеряемой (выходной) величины и ее неопределенности;
- составление бюджета неопределенности;
- оценка расширенной неопределенности результата измерений;
- представление результата измерений.
Составление уравнения измерения
В концепции неопределенности под уравнением измерения понимается математическая зависимость между измеряемыми величинами  а также другими величинами, влияющими на результат измерения
а также другими величинами, влияющими на результат измерения  и результатом измерения
и результатом измерения 

В концепции неопределенности величины  называются входными величинами, используемые для оценивания неопределенности результата измерения, а результат измерения — выходной величиной измерения.
называются входными величинами, используемые для оценивания неопределенности результата измерения, а результат измерения — выходной величиной измерения.
В качестве основы для составления уравнения измерения используется уравнение связи (в классическом понимании), то есть зависимость  . Далее в результате анализа условий измерений и используемых СИ, устанавливаются другие факторы, влияющие на результат измерений. При этом величины
. Далее в результате анализа условий измерений и используемых СИ, устанавливаются другие факторы, влияющие на результат измерений. При этом величины  описывающие эти факторы, включают в уравнение (3.1), даже если они незначительно могут повлиять на результат . Задача оператора — по возможности наиболее полно учесть все факторы, влияющие на результат измерения.
описывающие эти факторы, включают в уравнение (3.1), даже если они незначительно могут повлиять на результат . Задача оператора — по возможности наиболее полно учесть все факторы, влияющие на результат измерения.
Оценка входных величин и их стандартных отклонений (неопределенностей)
Пусть имеются результаты  , измерений входной величины
, измерений входной величины  , где
, где  . Как известно, при нормальном распределении наилучшей оценкой этой величины является среднее арифметическое
. Как известно, при нормальном распределении наилучшей оценкой этой величины является среднее арифметическое
Стандартную неопределенность типа определяют как средне-квадратическое отклонение по формуле

Для вычисления стандартной неопределенности по типу используют:
- данные о предыдущих измерений величин, входящих в уравнение измерения;
- сведения, имеющиеся в метрологических документах по поверки, калибровки и сведения изготовителя о приборе;
- сведения о предполагаемом вероятностном распределении значений величин, имеющихся в научно-технических отчетах и литературных источниках;
- данные, основанные на опыте исследователя или общих знаниях о поведении и свойствах соответствующих (подобных) СИ и материалов;
- неопределенность используемых констант и справочных данных;
- нормы точности измерений, указанные в технической документации на методы и СИ;
- другие сведения об источниках неопределенностей, влияющих на результат измерения.
Неопределенности этих данных обычно представляют в виде границ отклонения значения величины от ее оценки. Наиболее распространенный способ формализации неполного знания о значении величины заключается в постулировании равномерного закона распределения возможных значений этой величины в указанных границах (нижней  и верхней
и верхней  ) для
) для  -й входной величины. При этом стандартную неопределенность по типу В определяют по известной формуле для сред-неквадратического отклонения результатов измерений, имеющих равномерный закон распределения:
-й входной величины. При этом стандартную неопределенность по типу В определяют по известной формуле для сред-неквадратического отклонения результатов измерений, имеющих равномерный закон распределения:
а для симметричных границ  по формуле
по формуле
В случае других законов распределений формулы для вычисления неопределенности по типу будут другие. В частности, если известно одно значение величины то это значение принимается в качестве оценки. При этом стандартную неопределенность вычисляют по формуле
где  — расширенная неопределенность,
— расширенная неопределенность,  — коэффициент охвата.
— коэффициент охвата.
Если коэффициент охвата не указан, то, с учетом имеющихся сведений, принимают предположение о вероятностном распределении неопределенности величины . Если такие сведения отсутствуют, то для определения коэффициента охвата можно воспользоваться данными табл. 3.2 [1,3].
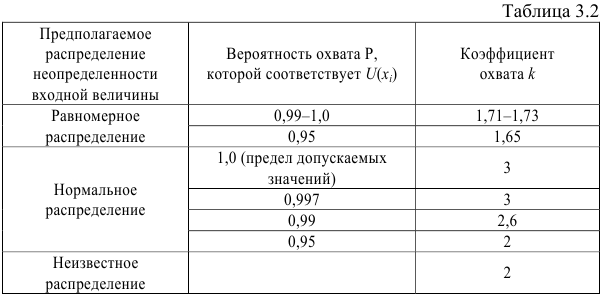
Если известны граница суммы неисключенных систематических погрешностей, распределенных по равномерному (равновероятному) закону  или расширенная неопределенность в терминах концепции неопределенности
или расширенная неопределенность в терминах концепции неопределенности  , то коэффициенты охвата при числе неисключенных систематических погрешностей
, то коэффициенты охвата при числе неисключенных систематических погрешностей  , зависит от доверительной вероятности. Коэффициент охвата
, зависит от доверительной вероятности. Коэффициент охвата  при
при  при
при  [1,3].
[1,3].
Неопределенности входных величин могут быть коррелированны. Для вычисления коэффициента корреляции  используют согласованные пары результатов измерений
используют согласованные пары результатов измерений  , где
, где  -число согласованных пар результатов измерений . Вычисления проводят по известной формуле из статистики и теории вероятности
-число согласованных пар результатов измерений . Вычисления проводят по известной формуле из статистики и теории вероятности
Значимость коэффициента корреляции определяется критерием отсутствия или наличия связи между аргументами [3].
Оценка измеряемой (выходной) величины и ее неопределенности
Оценку измеряемой величины у вычисляют как функцию оценок входных величин  по формуле (3.1), предварительно внеся на все источники неопределенности, имеющие систематический характер, — поправки.
по формуле (3.1), предварительно внеся на все источники неопределенности, имеющие систематический характер, — поправки.
Вычисление суммарной неопределенности выходной величины проводят по тем же формулам, которые используются для расчета погрешностей косвенных измерений в классической концепции погрешности измерений.
В случае некоррелированных оценок входных величин, суммарную стандартную неопределенность  вычисляют по формуле
вычисляют по формуле
и в случае коррелированных оценок — по формуле

где  — коэффициент корреляции;
— коэффициент корреляции;  — стандартная неопределенность
— стандартная неопределенность  — входной величины, вычисленная по типу
— входной величины, вычисленная по типу  или типу
или типу  ;
;  — коэффициенты чувствительности выходной величины по отношению ко входной величине
— коэффициенты чувствительности выходной величины по отношению ко входной величине  .
.
Составление бюджета неопределенности
Под бюджетом неопределенности понимается формализованное представление полного перечня источников неопределенности измерений по каждой входной величине с указанием их стандартной неопределенности и вклада их в суммарную стандартную неопределенность результата измерений. В табл. 3.3 приведена рекомендуемая форма представления бюджета неопределенности.
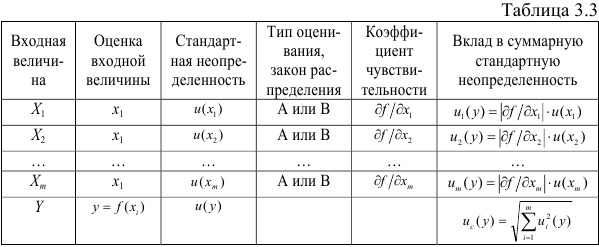
Оценка расширенной неопределенности результата измерений
Расширенная неопределенность равна произведению стандартной неопределенности  результата измерений на коэффициент охвата
результата измерений на коэффициент охвата  :
:
Руководство по неопределенности [1] рекомендует рассматривать все результаты измерений при доверительной вероятности (вероятности охвата)  . При этой вероятности преимущественно определять число степеней свободы по эмпирической формуле Велча-Саттерствейта
. При этой вероятности преимущественно определять число степеней свободы по эмпирической формуле Велча-Саттерствейта
При этом коэффициент охвата определяется при вероятности по формуле
где  — коэффициент Стьюдента (см. таблицу Г.1 приложение Г).
— коэффициент Стьюдента (см. таблицу Г.1 приложение Г).
Формулу для оценки суммарной стандартной неопределенности (3.8) можно записать в более простом виде

так же как и формулу (3.11) для определения числа степеней свободы
где  — число степеней свободы при прямых измерениях входной величины;
— число степеней свободы при прямых измерениях входной величины;  — число измерений;
— число измерений;  — оценка стандартных неопределенностей, вычисленных по типу и по типу , соответственно.
— оценка стандартных неопределенностей, вычисленных по типу и по типу , соответственно.
При оценке вклада неопределенности (см. формулу 3.11) по типу принимают  , по типу
, по типу  . При этих условиях легко показать из формулы (3.11), что, если по типу оценивается неопределенность только одной входной величины, то формула (3.11) упрощается
. При этих условиях легко показать из формулы (3.11), что, если по типу оценивается неопределенность только одной входной величины, то формула (3.11) упрощается
где  — число повторных измерений входной величины, оцениваемой по типу .
— число повторных измерений входной величины, оцениваемой по типу .
Представление результата измерений
При представлении результатов измерений Руководство рекомендует приводить достаточное количество информации, чтобы можно было проанализировать и/или повторить весь процесс получения результата измерений и вычисления неопределенностей, а именно:
- алгоритм получения результата измерений;
- алгоритм расчета всех поправок для исключения систематических погрешностей и их неопределенней;
- неопределенности всех используемых данных и способы их получения;
- алгоритмы вычисления суммарной и расширенной неопределенностей, включая значение коэффициента охвата к.
Таким образом, в документации по результатам измерений необходимо представлять:
 — суммарную неопределенность;
— суммарную неопределенность;
 — расширенную неопределенность;
— расширенную неопределенность;
 — коэффициент охвата;
— коэффициент охвата;
 — данные о входных величинах;
— данные о входных величинах;
 — эффективное число степеней свободы.
— эффективное число степеней свободы.
В протоколе измерений, как правило, делается следующая запись, если результатом измерения является длина детали: «Длина детали составляет 153,2 мм. Расширенная неопределенность результата измерений составляет ± 1,4 мм при коэффициенте охвата равном 2» или «измерения показали, что длина детали находится в интервале (151,8-154,6) мм при коэффициенте, равном 2». По умолчанию предполагается, что эти результаты соответствуют вероятности охвата 0,95.
Пример №19.
Прямые однократные измерения
Производится измерение напряжения постоянного тока с помощью вольтметра В7-37. Показания вольтметра  . Необходимо определить результат измерения и оценить неопределенность измерения напряжения.
. Необходимо определить результат измерения и оценить неопределенность измерения напряжения.
Решение:
Спецификация измерений:
• измерения производятся в лабораторных условиях при температуре окружающего воздуха +25 °С;
• напряжение измеряется на выходе источника с пренебрежимо малым внутренним сопротивлением; предел измерения прибора — 2 В;
• температура окружающего воздуха от 5 до 40 °С;
• предел дополнительной погрешности прибора, вызванной изменением температуры окружающего воздуха от нормальной до любой в пределах рабочей области температуры, не более предела основной погрешности на каждые 10 °С изменения температуры;
ступень квантования прибора составляет цену единицы младшего разряда;
предел основной относительной погрешности прибора при измерении постоянного напряжения на поддиапазонах 0,2 и 2 В равен значениям, вычисляемым по формуле:
где  — значение установленного поддиапазона измерения,
— значение установленного поддиапазона измерения,  — показание прибора,
— показание прибора,  .
.
Оценивание неопределенности измерений
- Составление модельного уравнения

- Оценивание входных величин, вычисление оценки результата измерения

- Определение стандартных неопределенностей входных величин
Стандартная основная неопределенность по типу измерения вычисляется через выражение для основной относительной погрешности  в предположении о равновероятном распределении погрешности внутри границ. Поскольку границы относительной погрешности равны
в предположении о равновероятном распределении погрешности внутри границ. Поскольку границы относительной погрешности равны

то границы абсолютной погрешности определятся как

Отсюда можно рассчитать основную неопределенность измерений:
Стандартная неопределенность по типу , обусловленная отклонением температуры от нормальной (20 °С).
Поскольку измерения производились в лабораторных условиях при температуре +25 °С, а предел дополнительной погрешности прибора, вызванной изменением температуры окружающего воздуха от нормальной до любой в пределах рабочей области температуры, составляет не более предела основной погрешности на каждые 10 °С изменения температуры, то есть

то дополнительная температурная неопределенность будет равна

Стандартная неопределенность по типу В квантования измеряемого напряжения равна границе погрешности квантования
деленной на коэффициент охвата для равномерного закона распределения

Все входные величины независимы, поэтому корреляция между ними отсутствует.
- Составление бюджета неопределенности
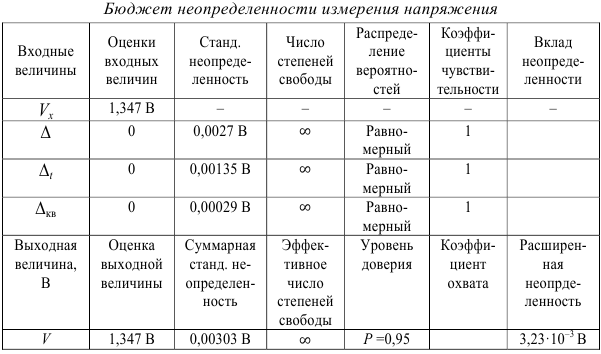
- Вычисление суммарной стандартной неопределенности
Суммарная стандартная неопределенность вычисляется через вклады неопределенности входных величин по формуле:
- Определение коэффициента охвата
Все три составляющие неопределенности распределены по равномерному закону, поэтому их композиция распределена по нормальному закону. Коэффициент охвата в этом случае соответствует коэффициенту охвата для нормального закона и доверительной вероятности

- Вычисление расширенной неопределенности
Расширенная неопределенность определяется по формуле

- Результат измерения
Записываем результат измерения в виде

Пример №20.
Прямые однократные измерения
Производятся прямые многократные измерения частоты высокочастотного синусоидального сигнала с помощью электронно-счетного частотомера 43-63. Показания частотомера  составляют, кГц: 151348; 151342; 151344; 151346; 151348; 151349; 151345; 151351; 151343; 151344; 151359; 151350; 151347; 151348; 151346; 151352; 151345; 151349;151347;151346.
составляют, кГц: 151348; 151342; 151344; 151346; 151348; 151349; 151345; 151351; 151343; 151344; 151359; 151350; 151347; 151348; 151346; 151352; 151345; 151349;151347;151346.
Необходимо получить оценку измеряемой частоты и оценить неопределенность ее измерения.
Решение:
Спецификация измерений:
• измерения производятся в лабораторных условиях при температуре окружающего воздуха +25 °С;
• время счета прибора — 10 мс;
• рабочие условия применения прибора: температура окружающего воздуха от -30 до +50 °С;
• относительная погрешность измерения частоты синусоидальных сигналов  в пределах значений, рассчитанных по формуле
в пределах значений, рассчитанных по формуле
• температурный коэффициент частоты опорного генератора не более  на каждый 1 °С свыше температуры калибровки (20 °С).
на каждый 1 °С свыше температуры калибровки (20 °С).
Оценивание неопределенности измерений
- Составление модельного уравнения
где  — количество наблюдений.
— количество наблюдений.
- Вычисление оценки результата измерения

- Определение стандартных неопределенностей входных величин. Стандартная неопределенность среднего арифметического значения результатов измерения частоты (тип ):

Стандартная неопределенность типа  частоты внутреннего опорного генератора частотомера при единичном измерении частоты вычисляется через выражение для основной относительной погрешности
частоты внутреннего опорного генератора частотомера при единичном измерении частоты вычисляется через выражение для основной относительной погрешности  в предположении о равномерном распределении погрешности внутри границ.
в предположении о равномерном распределении погрешности внутри границ.
Границы относительной погрешности  не превышают
не превышают  . Границы абсолютной погрешности будут в этом случае равны
. Границы абсолютной погрешности будут в этом случае равны 

Стандартная неопределенность типа квантования при единичном измерении определяется из границ погрешности квантования
Стандартная неопределенность типа , обусловленная изменением частоты опорного генератора при изменении температуры окружающей среды от 20 °С (температура калибровки частотомера  ) до 25 °С (температура окружающей среды в момент измерений
) до 25 °С (температура окружающей среды в момент измерений  ), вычисленная через температурный коэффициент частоты
), вычисленная через температурный коэффициент частоты  в предположении о равномерном распределении внутри границ будет равна
в предположении о равномерном распределении внутри границ будет равна

Стандартная неопределенность типа единичного наблюдения, вызванная погрешностью отсчета показаний, равной половине цены деления младшего разряда
в предположении равномерного распределения НСП внутри границ составляет
Все входные величины независимы, поэтому корреляция между ними отсутствует.
- Составление бюджета неопределенности
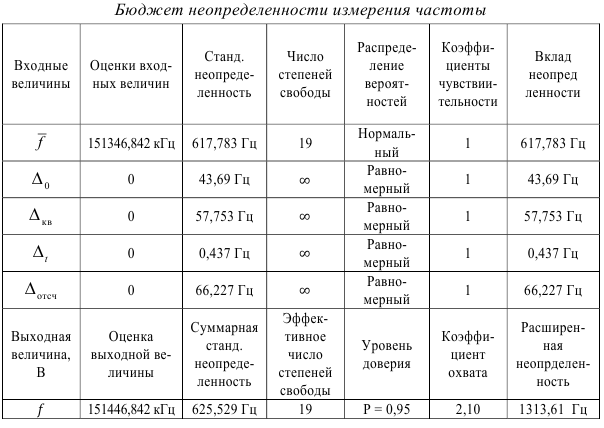
- Вычисление суммарной стандартной неопределенности
Суммарная стандартная неопределенность вычисляется через вклады неопределенности входной величины по формуле:

- Определение коэффициента охвата
Поскольку модельное уравнение представляет собой уравнение прямых многократных измерений, коэффициент охвата определяют как коэффициент Стьюдента для эффективного числа степеней свободы, получаемого по формуле:

Коэффициент Стьюдента для  и доверительной вероятности
и доверительной вероятности  равен
равен  .
.
- Вычисление расширенной неопределенности
Расширенная неопределенность определяется по формуле

- Записываем результат измерения

Классы точности средств измерений
Пример №21.
Указатель амперметра с пределами измерений от -5 до +20 А класса точности 1,5 показывает +8 А. В каких пределах будет находиться истинное значение силы тока?
Решение:
Предельная погрешность измерения амперметра из выражения (2) будет равна

При симметричном распределении погрешности измерения результат измерения силы тока можно записать так:

Более корректная запись результата измерения может быть представлена в виде неравенства 7,7

Для СИ, имеющих шкалу с условным нулем (вне пределов измерений),  устанавливают равным модулю разности пределов измерений.
устанавливают равным модулю разности пределов измерений.
Пример №22.
Милливольтметр термоэлектрического термометра класса точности [1,0] с пределами измерений 400… 1000 °С показывает 560 °С. Определить погрешность измерения температуры.
Решение:
Нормирующее значение

Погрешность измерения

Результат измерения при симметричном распределении погрешности измерения

Если СИ имеет установленное номинальное значение, то принимают равным этому номинальному значению. Например, у цифрового частотомера с номинальной частотой 50 Гц нормирующее значение равно этой частоте.
В некоторых случаях цифры класса точности заключаются в окружность: и т.д. Тогда нормирующее значение принимается равным показанию.
Обработка результатов прямых однократных измерений
Пример №23.
При измерении диаметра отверстия  производилась настройка индикаторного нутромера на нулевую отметку по концевой мере длины 20 мм. Действительный размер концевой меры по аттестату 19,999 мм. Погрешность настройки равна 1,2 мкм. Отсчет подчиняется равномерному закону распределения вероятностей с предельными отклонениями
производилась настройка индикаторного нутромера на нулевую отметку по концевой мере длины 20 мм. Действительный размер концевой меры по аттестату 19,999 мм. Погрешность настройки равна 1,2 мкм. Отсчет подчиняется равномерному закону распределения вероятностей с предельными отклонениями  . Показание индикатора равно +5 мкм. Определите доверительные границы для истинного значения размера.
. Показание индикатора равно +5 мкм. Определите доверительные границы для истинного значения размера.
Решение:
Показание СИ  . Систематическая погрешность (погрешность концевой меры) определяется разностью номинального размера и размера по аттестату
. Систематическая погрешность (погрешность концевой меры) определяется разностью номинального размера и размера по аттестату  . Для всех измерений при этой настройке она будет постоянной, поэтому на ее величину с обратным знаком следует внести поправку. Другая систематическая погрешность (погрешность настройки) останется неисключенной. Она может быть в границах
. Для всех измерений при этой настройке она будет постоянной, поэтому на ее величину с обратным знаком следует внести поправку. Другая систематическая погрешность (погрешность настройки) останется неисключенной. Она может быть в границах  .
.
Случайная составляющая погрешности измерения  . Границы равномерно распределенных погрешностей принимают равными:
. Границы равномерно распределенных погрешностей принимают равными: 
Отсюда  .
.
Соотношение

Для доверительной вероятности  из табл. 3 определим
из табл. 3 определим  . Тогда, в соответствии с уравнением (9), погрешность измерения
. Тогда, в соответствии с уравнением (9), погрешность измерения

Исправленный результат измерения

где

Тогда доверительные границы истинного размера диаметра

а при симметричном распределении погрешностей измерения можно результат записать

Пример №24.
При измерении у-излучения дозиметр показывает 50 мкР. Отклонение температуры, при которой выполнялись измерения, от нормальной вызывает погрешность  . Отсчет результатов распределяется по неизвестному закону с СКО
. Отсчет результатов распределяется по неизвестному закону с СКО  . Установите доверительные границы для истинного значения у-излучения при
. Установите доверительные границы для истинного значения у-излучения при  .
.
Решение:
Значение поправки  . Исправленный результат
. Исправленный результат  . По таблице распределения П. Чебышева для доверительной вероятности определим коэффициент
. По таблице распределения П. Чебышева для доверительной вероятности определим коэффициент  . Доверительный интервал
. Доверительный интервал  . Результат измерения у-излучения
. Результат измерения у-излучения  , а при симметричном распределении погрешности измерений
, а при симметричном распределении погрешности измерений  , .
, .
Обработка результатов косвенных измерений
Пример №25.
При косвенном измерении электрической мощности по зависимости  , получены значения сопротивления
, получены значения сопротивления  и падения напряжения
и падения напряжения  СКО относительной погрешности средств измерений следующие:
СКО относительной погрешности средств измерений следующие:

Определить доверительные границы измеряемой мощности с вероятностью  .
.
Решение:

Это будет логарифмируемая функция.
Дисперсия случайной относительной погрешности

При доверительной вероятности по таблице Лапласа  . Доверительные границы относительной погрешности
. Доверительные границы относительной погрешности  . Тогда абсолютная погрешность
. Тогда абсолютная погрешность

и доверительные границы результата измерения  .
.
Пример №26.
Сопротивление резистора определяется по закону Ома  . Укажите доверительные границы для истинного значения
. Укажите доверительные границы для истинного значения  с вероятностью , если получены результаты измерения
с вероятностью , если получены результаты измерения  ,
,  , СКО погрешностей измерений
, СКО погрешностей измерений

Решение:

Это будет логарифмируемая функция.
Заменив дифференциалы соответствующими приращениями и обозначив относительные погрешности

получим значение относительных погрешностей

Дисперсия случайной относительной погрешности

При доверительной вероятности по таблице Лапласа  . Доверительные границы относительной погрешности
. Доверительные границы относительной погрешности

Тогда абсолютная погрешность

и доверительные границы результата измерения

Обнаружение грубых погрешностей
Пример №27.
Результаты измерения влажности образцов плит в %: 8,1; 7,8; 8,3; 7,3; 8,2; 7,9; 8,0; 8,4; 8,0; 8,2; 7,9; 8,1; 7,8. Определите грубые результаты наблюдений по критерию  с вероятностью 0,9.
с вероятностью 0,9.
Решение. Число измерений  . Среднее арифметическое значение
. Среднее арифметическое значение
Среднее квадратическое отклонение

Предельное значение критерия (при вероятности  ) по табл.
) по табл.
Проверим числа, наиболее удаленные от среднего значения. Это влажность

Следовательно, этот результат является не случайным «выбросом» и его следует исключить. Остальные результаты менее удалены от среднего значения, поэтому проверке не подлежат.
Пример №28.
При диагностировании топливной системы автомобиля результаты пяти измерений расхода топлива на 100 км составили 22, 24, 26, 28 и 34 л. Определить наличие грубых погрешностей в экспериментальных данных.
Решение:
Число измерений  . Среднее арифметическое значение
. Среднее арифметическое значение

Среднее квадратическое отклонение равно

Предельное значение критерия (при вероятности  ) по табл.
) по табл.
Проверим число, наиболее удаленное от среднего значения. Это расход топлива 34 л.

Критерий свидетельствует, что последний результат может быть признан достоверным, т.е. «выброс» случаен и его следует сохранить.
Обработка результатов прямых многократных измерений
Пример №29.
Толщиномером, предельная погрешность измерений которого составляет  , получены результаты измерений толщины лакового покрытия
, получены результаты измерений толщины лакового покрытия  , мкм: 470, 354, 402, 434, 387, 413, 465, 448, 540, 393, 425, 456, 442. Измерения выполнялись при температуре 30°С. Коэффициент линейного расширения лака, по справочным данным, находится в пределах
, мкм: 470, 354, 402, 434, 387, 413, 465, 448, 540, 393, 425, 456, 442. Измерения выполнялись при температуре 30°С. Коэффициент линейного расширения лака, по справочным данным, находится в пределах  . Определить результат измерений.
. Определить результат измерений.
Решение:
Определим среднее арифметическое значение:

Проверим наличие грубых погрешностей:

При допускаемое значение критерия  . Действительное значение
. Действительное значение

Следовательно, результат 540 мкм нужно отбросить.
Определяем значения характеристик по оставшимся 12 наблюдениям:

Доверительные границы для случайной составляющей при  (по распределению Стьюдента
(по распределению Стьюдента  )
)

Температурная погрешность

Так как коэффициент линейного расширения задан диапазоном, то будем считать распределение вероятностей его в этом диапазоне равномерным со средним значением

Систематическая составляющая температурной погрешности

Следовательно, к среднему значению можно внести поправку, равную систематической погрешности с обратным знаком

Неисключённая систематическая составляющая температурной погрешности  определяется границами равномерного распределения:
определяется границами равномерного распределения:

Другой неисключённой систематической составляющей погрешности  будет предельная погрешность измерения толщиномера. Так как первая погрешность значительно меньше второй, то её можно не учитывать. Следовательно,
будет предельная погрешность измерения толщиномера. Так как первая погрешность значительно меньше второй, то её можно не учитывать. Следовательно,  .
.
Соотношение  поэтому доверительная граница погрешности измерения определяется по выражению (28):
поэтому доверительная граница погрешности измерения определяется по выражению (28):


Результат измерения

Проверка нормальности распределения
Пример №30.
Проверить соответствие нормальному закону распределения результаты измерения параметра шероховатости  , мкм: 0,49; 0,47; 0,48; 0,48; 0,46; 0,45; 0,46; 0,46; 0,56; 0,50; 0,47; 0,47; 0,46; 0,44; 0,39; 0,45; 0,43; 0,47; 0,44; 0,46.
, мкм: 0,49; 0,47; 0,48; 0,48; 0,46; 0,45; 0,46; 0,46; 0,56; 0,50; 0,47; 0,47; 0,46; 0,44; 0,39; 0,45; 0,43; 0,47; 0,44; 0,46.
Решение:
Среднее значение

Среднее квадратическое отклонение

Проверим наличие грубых промахов по критерию  . Наиболее удалённое от среднего значения показание № 9
. Наиболее удалённое от среднего значения показание № 9 
При допускаемое отклонение критерия

Следовательно, показание № 9  нужно исключить из результатов.
нужно исключить из результатов.
Критерий 1. Параметры исправленных результатов  ; смещённая оценка
; смещённая оценка

По табл. 7 определим: при  и
и  . подставим эти значения в неравенство (30): 0,6902 <0,744 <0,9055.
. подставим эти значения в неравенство (30): 0,6902 <0,744 <0,9055.
При  и
и  . 0,7277 <0,744 <0,8814.
. 0,7277 <0,744 <0,8814.
Следовательно, при уровнях значимости  равным 1 и 5 % критерий выполняется.
равным 1 и 5 % критерий выполняется.
Критерий 2. При  из табл. 8 определим
из табл. 8 определим  и
и  . Несмещенная оценка
. Несмещенная оценка

Наибольшая разность

Следовательно, при уровне значимости  критерий 2 тоже выполняется. Таким образом, при уровнях значимости
критерий 2 тоже выполняется. Таким образом, при уровнях значимости  и
и  полученные результаты соответствуют нормальному распределению.
полученные результаты соответствуют нормальному распределению.
Обработка результатов нескольких серий измерений
Пример №31.
На вертикальном оптиметре выполнены три серии измерений отклонений от номинального размера  мкм, результаты которых сведены в таблицу.
мкм, результаты которых сведены в таблицу.
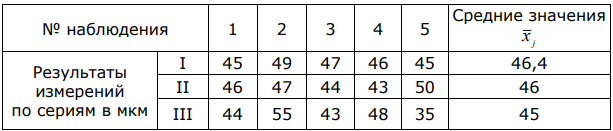
Решение:
Определим дисперсии для каждой серии:

По распределению Стьюдента проверим значимость различий средних арифметических в сериях. Для этого по формуле (34) вычислим разности:
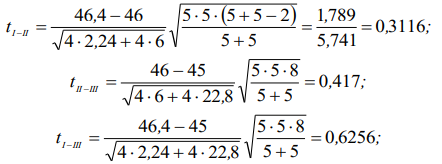
Для принятой доверительной вероятности  с числом степеней свободы
с числом степеней свободы  по табл. П2 находим значение
по табл. П2 находим значение  . При сравнении полученных расчетом значений
. При сравнении полученных расчетом значений  с предельным
с предельным  установим, что гипотеза о равенстве математических ожиданий всех серий принимается.
установим, что гипотеза о равенстве математических ожиданий всех серий принимается.
Проверим гипотезу о равнорассеянности результатов измерений по критерию Р. А. Фишера:


Задаваясь уровнем значимости 5 %  , из таблиц распределения Фишера (табл. П4) найдем
, из таблиц распределения Фишера (табл. П4) найдем  . Следовательно, при 5 % уровне значимости серии наблюдений I и II, а также II и III можно считать равноточными, а различие дисперсий в сериях I и III являются значимыми (серии неравнорассеянные).
. Следовательно, при 5 % уровне значимости серии наблюдений I и II, а также II и III можно считать равноточными, а различие дисперсий в сериях I и III являются значимыми (серии неравнорассеянные).
Для определения наилучшей оценки объединённых результатов измерений неравнорассеянных серий необходимо вычислить весовые коэффициенты:

При равенстве математических ожиданий среднее взвешенное определим по формуле (38):

Среднее квадратическое отклонение среднего взвешенного можно рассчитать по формуле (39):

Для определения доверительных границ результата измерения нужно определить число степеней свободы, которое при малом числе измерений вычисляется по уравнению (40):

Обработка результатов совместных измерении
Пример №32.
Построить поле корреляции, определить и построить линейные уравнения регрессии, определить интервальную оценку коэффициента корреляции по результатам измерений двух случайных величин  и
и  :
:

Решение:
Определим числовые характеристики случайных величин:

Эмпирические уравнения регрессии следующие:
Эмпирический коэффициент корреляции
Среднее квадратическое отклонение

Критерий Фишера  . Доверительный интервал для нормального закона распределения
. Доверительный интервал для нормального закона распределения  , где
, где  определяют в зависимости от принятой доверительной вероятности по таблице Лапласа.
определяют в зависимости от принятой доверительной вероятности по таблице Лапласа.
Задаваясь вероятностью  , определим
, определим  , тогда
, тогда  . Таким образом, с вероятностью величина
. Таким образом, с вероятностью величина  может принимать значения
может принимать значения  ,т.е.
,т.е.  .По крайним значениям в табл. П6 находим левую и правую границы доверительного интервала коэффициента корреляции
.По крайним значениям в табл. П6 находим левую и правую границы доверительного интервала коэффициента корреляции  .
.
Из полученной интервальной оценки  видно, что при малой выборке точность определения коэффициента корреляции невысока.
видно, что при малой выборке точность определения коэффициента корреляции невысока.
