
Оглавление:
Готовая курсовая работа с примерами расчёта.
| Если что-то непонятно — вы всегда можете написать мне в WhatsApp и я вам помогу! |

Курсовая работа по нормированию точности
Выбор и обоснование норм точности соединений. Выбор норм точности элементов сложного изделия
По исходному чертежу сложного изделия (редуктор, коробка подач, коробка скоростей или фрагменты подобных конструкций), не содержащему требований к нормам точности элементов, необходимо дать краткое описание состава и работы изделия.
Далее следует выбрать посадки гладких цилиндрических поверхностей, включая посадки подшипников качения на вал и в корпус, выбрать шпоночное и/или шлицевое соединения, резьбовую посадку, а также нормы точности зубчатых передач; дать краткое обоснование каждого выбранного стандартного соединения со ссылкой на соответствующий технический нормативный правовой акт или другой источник информации (справочная или учебная литература, конструкции-аналоги и др.).
В соответствии с рекомендациями руководителя выполнить рабочие чертежи типовых деталей (вал, втулка, крышка, зубчатое колесо и др.) с указанием всех необходимых норм точности (допуски размеров, формы и расположения поверхностей, параметры и характеристики шероховатости поверхностей). При необходимости дать краткое обоснование выбранной нормы точности. При выполнении чертежа зубчатого колеса особое внимание обратить на таблицу параметров зубчатого венца.
Возможно эта страница вам будет полезна:
| Предмет метрология |
Обоснование заданных норм точности элементов изделий
В соответствии с требованиями к соединениям деталей необходимо выбрать и/или пояснить выбор посадок гладких цилиндрических поверхностей, включая посадки подшипников качения на вал и в корпус, шпоночное и/или шлицевое соединение, резьбовую посадку, а также нормы точности зубчатой передачи. Далее следует дать краткое обоснование каждого выбранного стандартного соединения со ссылкой на соответствующий технический нормативный правовой акт или другой источник информации (справочная или учебная литература, конструкции-аналоги и др.).
После этого надо выполнить рабочие чертежи деталей (вал, зубчатое колесо, др.) с указанием необходимых норм точности (допуски размеров, формы и расположения поверхностей, параметры и характеристики шероховатости поверхностей). Значения основных параметров деталей и требования к их точности выбирают из решений предыдущей задачи, остальные параметры — из конструктивных соображений. При необходимости следует дать краткое обоснование выбранной нормы точности.
Анализ норм точности геометрических параметров деталей
Для двух стандартных соединений деталей (одного с зазором или с натягом, другого — с переходной посадкой) надо построить схемы расположения полей допусков, рассчитать предельные и вероятностные значения зазоров (натягов), а для переходных посадок — вероятность зазоров и натягов. Привести все варианты условных обозначений посадок.
Для заданной размерной цепи изделия построить схему конструкторской размерной цепи с указанием всех входящих в нее звеньев, предложить метод обеспечения точности замыкающего звена. Выполнить расчет размерной цепи на максимум-минимум и вероятностный расчет, провести сравнительный анализ результатов расчетов.
В соответствии с выбранными нормами точности зубчатой передачи для входящих в нее зубчатых колес назначить контрольный комплекс, найти значения допусков (предельных отклонений) контролируемых параметров каждого зубчатого колеса, определить средства контроля, привести схемы контроля показателей норм точности (по указанию руководителя).
Выбор методик измерительного контроля геометрических параметров
В соответствии с назначенными преподавателем объектом измерения и контролируемыми параметрами деталей выбрать комплект калибров для обеспечения измерительного контроля геометрических параметров охватываемой и охватывающей поверхностей.
При описании измерительного контроля калибрами необходимо:
- дать краткую характеристику методики контроля калибрами охватываемой и охватывающей поверхностей;
- построить схемы расположения полей допусков калибров;
- выполнить эскизы рабочих калибров с указаниями требований к размерам, форме и расположению рабочих поверхностей и параметров их шероховатости, а также маркировки калибров.
Затем следует выбрать одну методику выполнения измерений (МВИ) или несколько взаимно дополняющих МВИ для обеспечения измерительного контроля заданных геометрических параметров деталей универсальными средствами измерений и дать их краткое описание. Параметр детали задается как конкретная геометрическая величина с указанием норм точности.
В описание МВИ для обеспечения измерительного контроля должны войти:
- метод измерений;
- допустимая погрешность измерений и предел реализуемой погрешности;
- средства измерений (СИ) и вспомогательные устройства;
- основные метрологические характеристики применяемых СИ;
- схема измерений или измерительного контроля;
- схема контрольных точек и/или контрольных сечений (при необходимости);
- условия измерений.
При описании МВИ следует рассмотреть измерения множества номинально одинаковых физических величин детали (например, размер в разных сечениях одной и той же поверхности) и измерение параметров партии взаимозаменяемых деталей.
Назначение и анализ норм точности геометрических параметров деталей
Краткое описание состава и работы изделия
Если к заданию прилагается эскиз сложного изделия без указания основных размеров элементов и требований к их точности, то для обоснованного назначения необходимых норм точности следует выяснить, как изделие работает. Результаты анализа формулируют в виде краткого описания состава и работы изделия. На рис.1 представлен фрагмент сложного изделия (редуктора), состав и работа которого понятны из эскиза, а далее представлен возможный вариант их описания.
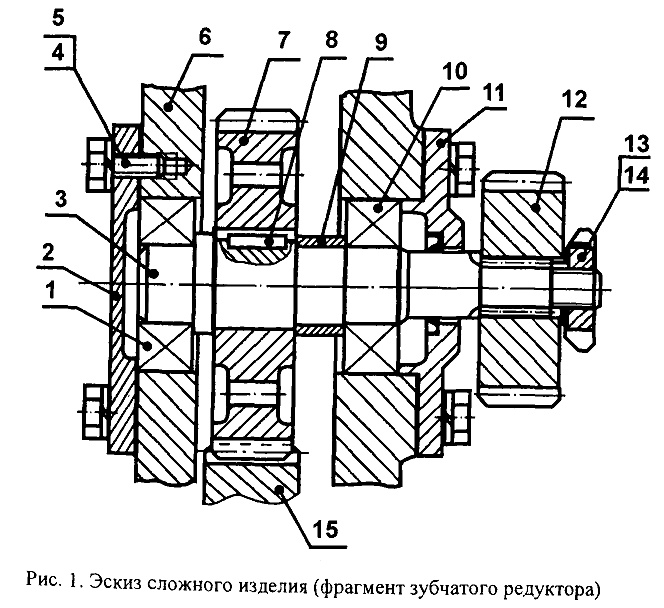
Краткое описание состава и работы изделия может выглядеть следующим образом.
В редукторе со сборным корпусом 6 в подшипниках качения 1 и 10 установлен вал 3. На валу 3 установлено зубчатое колесо 7. Шпонка 8 входит в пазы вааа 3 и зубчатого колеса 7 и предназначена для передачи крутящего момента. Распорная втулка 9 предотвращает осевое смещение зубчатого колеса 7. Размер прокладки между подшипником качения 3 0 и крышкой является замыкающим звеном многозвенной размерной цепи (направление — вдоль оси вала). На консольно выступающем конце вала 3 при помощи шлицевого соединения и гайки 13 со стопорным кольцом 14 закреплено зубчатое колесо 12.
Винты 5 с кольцами 4 предназначены для крепления на корпусе 6 крышек 2 и 11. На эскизе не показан второй вал с сопрягаемым зубчатым колесом 15.
Очевидно, что более полный эскиз (чертеж) должен сопровождаться более подробным описанием с обоснованным назначением всех необходимых норм точности. В рамках курсовой работы не ставится задача представить чертеж общего вида сложного изделия, который позволил бы разработать всю рабочую документацию. Законченный (окончательно оформленный) эскиз должен включать необходимую информацию обо всех заданных сопряжениях и размерных цепях, обеспечивающую возможность разработки чертежей деталей, которые определяет руководитель.
Выбор норм точности для отдельных поверхностей и соединений
При назначении норм точности по аналогии дают краткую характеристику работы соединения или поверхности и указывают источник, откуда взята рекомендуемая норма. Например: «Допуск плоскостности рабочей поверхности стола назначаем по 6-й степени точности, как рекомендует справочник [1] для соответствующих деталей приборов нормальной точности.
При максимальной длине стола 160 мм допуск плоскостности составит 10 мкм».
Следует различать аналоги в виде технических нормативных правовых актов (такие как стандартные резьбовые посадки с натягом, посадки подшипников качения и др.) и аналоги, представленные в справочной или учебной литературе, конструкции аналогичных изделий и др. При использовании аналогов, не включенных в состав технических нормативных правовых актов, можно воспользоваться рекомендациями, приведенными в настоящем пособии.
Анализ норм точности геометрических параметров деталей включает построение схем расположения полей допусков, расчет предельных значений размеров поверхностей, а для посадок — расчет предельных, средних и вероятностных значений зазоров (натягов), а также выводы по результатам выполненных расчетов или другой аналитической работы. Необходимые примеры приведены в настоящем издании.
Выбор посадок гладких цилиндрических поверхностей
В Единой системе допусков и посадок (ЕСДП) стандартизованы поля допусков, а посадки не имеют стандартных наименований. Однако любые посадки, образованные с применением стандартных полей допусков, являются стандартными. Рекомендуемые посадки образуются только в системах основного отверстия или основного вала.
Посадки с нулевым гарантированным зазором типа  («скольжения») применяют в тех случаях, когда необходимо обеспечить относительное продольное перемещение деталей или поворот их относительно друг друга с небольшой скоростью, например, при установочных или регулировочных перемещениях. При сравнительно низких требованиях к точности можно использовать посадку
(«скольжения») применяют в тех случаях, когда необходимо обеспечить относительное продольное перемещение деталей или поворот их относительно друг друга с небольшой скоростью, например, при установочных или регулировочных перемещениях. При сравнительно низких требованиях к точности можно использовать посадку  , при более высоких —
, при более высоких —  или
или  .
.
Посадки с наименьшим гарантированным зазором («движения») используют для обеспечения точного вращения деталей с небольшой скоростью. К таким посадкам относятся посадки типа  или
или  . В опорах скольжения, работающих при средних скоростях, применяют посадки с несколько большим гарантированным зазором, например,
. В опорах скольжения, работающих при средних скоростях, применяют посадки с несколько большим гарантированным зазором, например,  или
или  .
.
При сравнительно невысоких требованиях к точности вращения и относительно высоких скоростях в опорах скольжения используют так называемые «ходовые» и «широкоходовые» посадки типа  . Такие же посадки применяют в направляющих скольжения, обеспечивающих свободное перемещение деталей, а для создания разъемных неподвижных соединений (например, крышка — корпус), при наличии требования легкой сборки и разборки, можно использовать более грубые посадки, такие как
. Такие же посадки применяют в направляющих скольжения, обеспечивающих свободное перемещение деталей, а для создания разъемных неподвижных соединений (например, крышка — корпус), при наличии требования легкой сборки и разборки, можно использовать более грубые посадки, такие как  , а при отсутствии требований к точности центрирования — посадку .
, а при отсутствии требований к точности центрирования — посадку .
Все посадки с гарантированными натягами используют для передачи крутящих моментов или осевых сил либо для неразъемных соединений деталей, которые должны препятствовать относительному перемещению соединяемых деталей под действием крутящих моментов или осевых сил.
В справочных материалах рекомендуются следующие посадки в порядке возрастания гарантированного натяга: «легко-прессовые», «среднепрессовые», «тяжелые прессовые» и «усиленные прессовые». К посадкам с минимальным гарантированным натягом («легкопрессовым») относят посадки  ,
,  и ряд других. Их используют в соединениях, передающих без дополнительных элементов крепления крутящий момент, который не превышает 1/4 предельного крутящего момента (наибольшего момента, передаваемого соответствующим валом).
и ряд других. Их используют в соединениях, передающих без дополнительных элементов крепления крутящий момент, который не превышает 1/4 предельного крутящего момента (наибольшего момента, передаваемого соответствующим валом).
Посадки с умеренным гарантированным натягом («среднепрессовые») обеспечивают наименьшее значение относительного натяга (отношение натяга в сопряжении к номинальному диаметру сопряжения) до 0,5 мкм/мм. Такие посадки поименяют в соединениях, без дополнительных элементов крепления передающих крутящий момент до 1/2 предельного значения. К среднепрессовым посадкам относят 
 и ряд других.
и ряд других.
Посадки с большим гарантированным натягом («тяжелые прессовые»,» дают наименьший относительный гарантированный натяг до 1 мкм/мм и при достаточной площади сопрягаемых поверхностей образуют соединения, равнопрочные валу. К таким посадкам относят сопряжения  и т. д.
и т. д.
Посадки с наибольшими гарантированными натягами («усиленные прессовые», обеспечивающие относительные натяги более 1 мкм/мм) дают равнопрочные валу соединения. Для таких посадок используют сочетания полей допусков  и
и  .
.
Переходные посадки, как правило, применяют для центрирования сопрягаемых деталей. Иногда для этих целей применяют посадки с нулевым гарантированным зазором (типа  ), однако в таких сопряжениях максимальный зазор может оказаться слишком большим. Уменьшить максимальные зазоры можно за счет ужесточения допусков (вариант экономически невыгодный) или за счет сближения дальних отклонений при сохранении значений допусков. В этом случае поля допусков начинают перекрываться, появляется вероятность получения при сборке посадок с натягом. Вероятность появления натягов тем больше, чем выше по отношению к полю допуска отверстия расположено поле допуска вала. Одновременно растут предельные значения максимальных натягов, повышается точность центрирования деталей, но усложняются условия их сборки. Если сопряжения с зазором можно собирать без применения слесарного инструмента, то при сборке деталей с большой вероятностью натягов в сопряжении требуются или специальный инструмент, или даже прессовое оборудование.
), однако в таких сопряжениях максимальный зазор может оказаться слишком большим. Уменьшить максимальные зазоры можно за счет ужесточения допусков (вариант экономически невыгодный) или за счет сближения дальних отклонений при сохранении значений допусков. В этом случае поля допусков начинают перекрываться, появляется вероятность получения при сборке посадок с натягом. Вероятность появления натягов тем больше, чем выше по отношению к полю допуска отверстия расположено поле допуска вала. Одновременно растут предельные значения максимальных натягов, повышается точность центрирования деталей, но усложняются условия их сборки. Если сопряжения с зазором можно собирать без применения слесарного инструмента, то при сборке деталей с большой вероятностью натягов в сопряжении требуются или специальный инструмент, или даже прессовое оборудование.
Переходные посадки можно разделить на три группы: посадки с преимущественными зазорами («плотные»), посадки с примерно равной вероятностью зазоров и натягов («напряженные») и посадки с преимущественными натягами («глухие»).
«Плотные» посадки обеспечивают довольно высокую точность центрирования и используются для сопряжений с валами зубчатых колес, шкивов, полумуфт и т. д. Типы посадок с преимущественными зазорами:  и др. Как правило, детали собираются в соединения без применения слесарного инструмента.
и др. Как правило, детали собираются в соединения без применения слесарного инструмента.
«Напряженные» посадки образуются при использовании сочетаний полей допусков с большей степенью перекрытия, например:  и т. д. Они обеспечивают высокую точность центрирования деталей и могут использоваться в условиях вибрационных или динамических нагрузок. Для сборки и разборки таких соединений необходимо применение слесарного инструмента.
и т. д. Они обеспечивают высокую точность центрирования деталей и могут использоваться в условиях вибрационных или динамических нагрузок. Для сборки и разборки таких соединений необходимо применение слесарного инструмента.
«Глухие» посадки практически всегда обеспечивают натяги в соединениях, и для их сборки могут использоваться нагревательные, холодильные установки или прессы. Это посадки  и т. д. Область применения таких посадок — соединения, в которых не допускаются зазоры, как возможные причины мертвых ходов, а также ударов и других нежелательных динамических явлений.
и т. д. Область применения таких посадок — соединения, в которых не допускаются зазоры, как возможные причины мертвых ходов, а также ударов и других нежелательных динамических явлений.
Более полные рекомендации по выбору посадок и допусков несопрягаемых поверхностей содержатся в справочниках.
Посадки могут обозначаться:
- с указанием полей допусков в буквенно-цифровой форме:

- с указанием числовых значений предельных отклонений:

- с одновременным указанием полей допусков в буквенно-цифровой форме и числовых значений предельных отклонений (в скобках):
Допуски размеров ограничивают отклонения формы и расположения поверхностей, однако в определенных случаях необходимо специально назначать допуски формы и расположения поверхностей. При выполнении чертежей деталей должны быть указаны все нормированные требования, включая параметры и характеристики шероховатости поверхностей. Вопросы назначения требований к точности формы и расположения, а также требований к параметрам микрогеометрии поверхностей будут рассмотрены в последующих разделах данного пособия.
Возможно эта страница вам будет полезна:
| Решение задач по метрологии |
Пример расчёта посадки с зазором
Задача: выбрать посадку распорной втулки на вал диаметром 32 мм, провести вероятностный расчет посадки.
Основным назначением распорной втулки является фиксация размера между подшипником качения и зубчатым колесом. Особых требований по точности сопряжения предъявлять нет надобности, соединение должно собираться легко, поэтому для данного соединения назначаем посадку  .
.
Рассчитываем предельные размеры отверстия  .
.
По ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений» определяем значения допуска  и основного (нижнего) отклонения
и основного (нижнего) отклонения  .
.
Верхнее отклонение будет равно

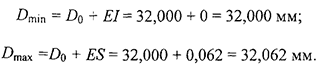
Предельные размеры отверстия:
Рассчитываем предельные размеры вала  . По ГОСТ 25346 определяем значения допуска
. По ГОСТ 25346 определяем значения допуска  и основного (верхнего) отклонения
и основного (верхнего) отклонения  . Нижнее отклонение будет равно
. Нижнее отклонение будет равно

Предельные размеры вала:

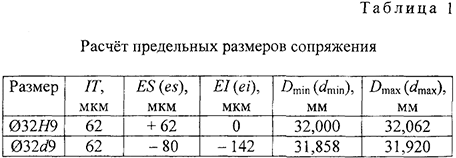
Результаты расчётов оформим в виде таблицы (табл. 1).
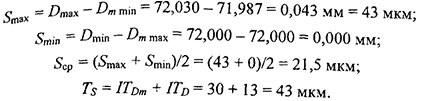
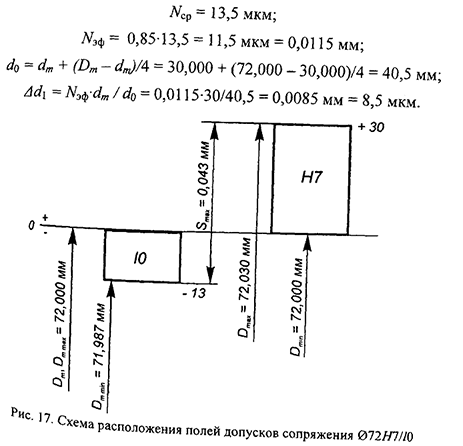
Строим схему расположения полей допусков сопрягаемых деталей (рис. 2) и рассчитываем предельные значения зазоров.

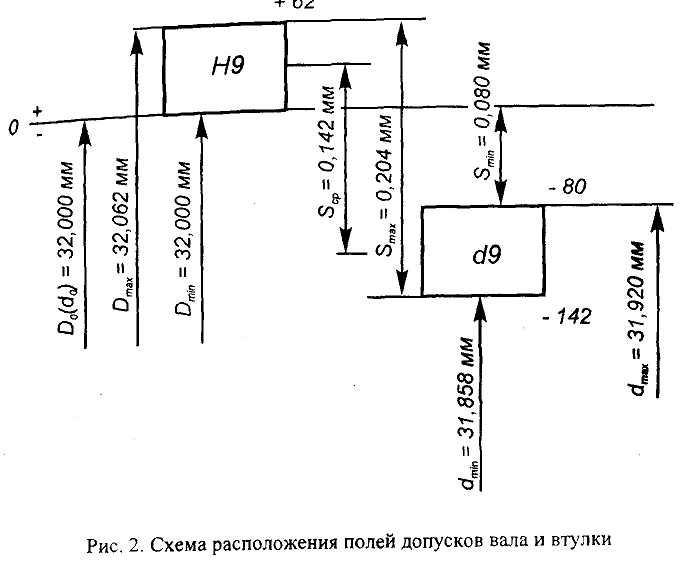
Средний зазор

Допуск посадки

Принимаем, что и размеры вала, и размеры распорной втулки распределены по нормальному закону и центр группирования каждого из размеров совпадает с координатой середины поля допуска. При нормальном распределении параметра 99,73 % всех значений попадают в диапазон, ограниченный значением 6 стандартных отклонений  . Если принять, что данный диапазон равен допуску
. Если принять, что данный диапазон равен допуску  , то на долю несоответствующих единиц продукции будет приходиться 0,27 \ деталей, что для условий машиностроительного производств^ является приемлемым. Следовательно, стандартное отклонение значений нормируемого параметра можно рассчитать по приближенной формуле как шестую часть допуска:
, то на долю несоответствующих единиц продукции будет приходиться 0,27 \ деталей, что для условий машиностроительного производств^ является приемлемым. Следовательно, стандартное отклонение значений нормируемого параметра можно рассчитать по приближенной формуле как шестую часть допуска:

Тогда стандартное отклонение посадки получим путем геометрического суммирования стандартных отклонений размеров вала и втулки:
Так как зазор — разность между диаметрами втулки и вала, то при распределении размеров в партии деталей по нормальному закону сами зазоры также будут распределены по нормальному закону. Центр группирования зазоров будет соответствовать среднему значению зазора. Таким образом, предельные значения вероятных зазоров можно получить как
Рассчитаем предельные значения вероятных зазоров.

Пример расчёта переходной посадки
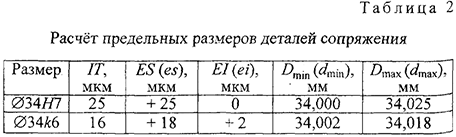
Задание: выбрать посадку зубчатого колеса на вал диаметром 34 мм, провести вероятностный расчет посадки.
Выбор посадки зубчатого колеса на вал определяется условиями работы передачи, точностью передачи, условиями сборки узла. Для колёс, перемещаемых вдоль оси вала, применяют посадки  , для неподвижных колёс —
, для неподвижных колёс — . При значительных скоростях и динамических нагрузках рекомендуются посадки
. При значительных скоростях и динамических нагрузках рекомендуются посадки  . Для тихоходных колёс невысокой точности (9… 10-й степени точности) применяют посадки
. Для тихоходных колёс невысокой точности (9… 10-й степени точности) применяют посадки  .
.
В данном примере выбираем переходную посадку  , которая позволит обеспечить точность центрирования сопрягаемых деталей, возможность самоустановки колеса под нагрузкой, легкость сборки и разборки соединения.
, которая позволит обеспечить точность центрирования сопрягаемых деталей, возможность самоустановки колеса под нагрузкой, легкость сборки и разборки соединения.
Рассчитываем предельные размеры отверстия  .
.
По ГОСТ 25346 определяем значения допуска  и основного (нижнего) отклонения
и основного (нижнего) отклонения  .
.
Верхнее отклонение будет равно

Предельные размеры отверстия:

Рассчитываем предельные размеры вала  .
.
По ГОСТ 25346 определяем значения допуска  и основного (нижнего) отклонения
и основного (нижнего) отклонения  .
.
Верхнее отклонение будет равно

Предельные размеры вала:

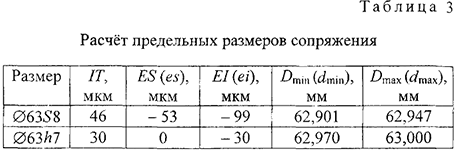
Результаты расчётов оформим в виде таблицы (табл. 2).
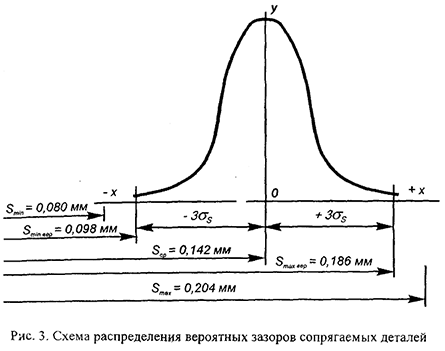
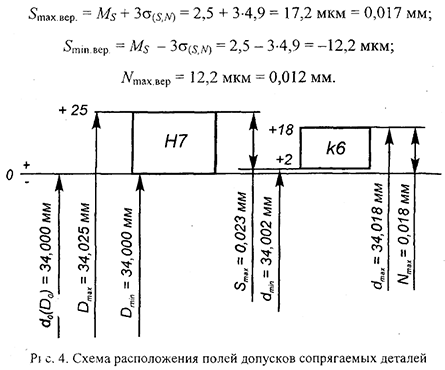
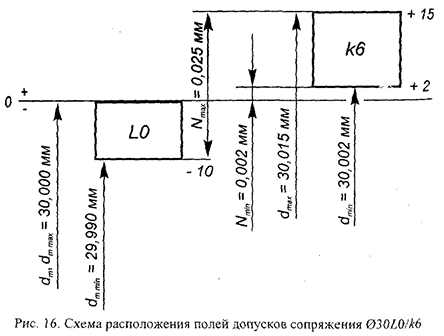
Строим схему расположения полей допусков сопрягаемых детей и рассчитываем предельные значения табличных зазоров (натягов).
Допуск посадки

Принимаем нормальный закон распределения размеров и рассчитываем предельные значения вероятных зазоров (натягов). В рассматриваемом сопряжении

поэтому в данном сопряжении будет большая вероятность возникновения зазоров.
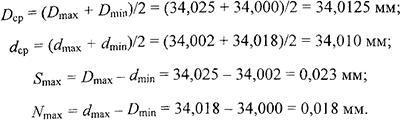
Рассчитываем математическое ожидание и стандартное отклонение зазоров:
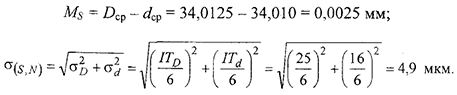
Примечание. Если средний диаметр отверстия меньше среднего диаметра вала, то в сопряжении будет большая вероятность возникновения натягов. В этом случае рассчитывают математическое ожидание натягов. Если средний диаметр отверстия равен среднему диаметру вала, то в сопряжении вероятность возникновения зазоров и натягов будет одинакова. Математическое ожидание зазоров и натягов в этом случае равно нулю.
Рассчитаем предельные значения вероятных зазоров и натягов:
При применении переходных посадок в сопряжениях возможны зазоры или натяги. Поэтому рассчитываем вероятность их получения. Для определения площади, заключённой между кривой Гаусса, выбранными ординатами и осью абсцисс (на рис. 5 заштрихована площадь, определяющая процент зазоров), удобно использовать табулированные значения функции (прил. 3):
где

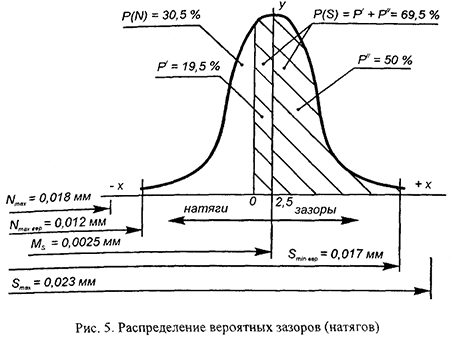
В данном примере
Тогда
Таким образом, с учетом симметрии распределения 
 вероятность получения зазоров в сопряжении
вероятность получения зазоров в сопряжении  составляет
составляет

Определим вероятность получения натягов, принимая что  :
:
Возможно эта страница вам будет полезна:
| Допуски и посадки теория и практика |
Пример расчёта посадки с натягом
В рассматриваемом узле редуктора применение посадки с натягом нецелесообразно. Поэтому в методическом плане приводим пример расчёта посадки с натягом, который может быть использован в другом узле или как вариант задания контрольной работы.
Принимаем сопряжение  .
.
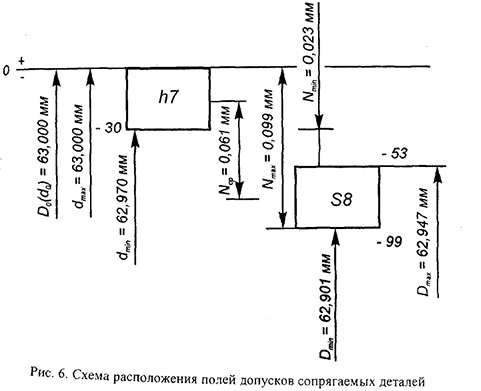
Строим схему расположения полей допусков сопрягаемых деталей и рассчитываем предельные значения табличных натягов.
Допуск посадки

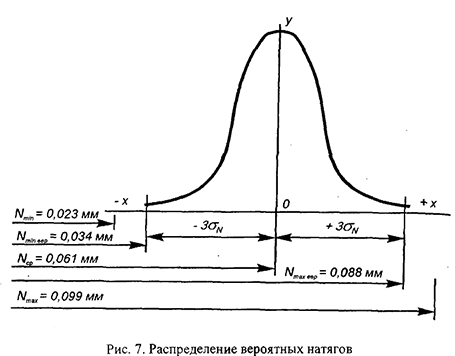
Принимаем нормальные законы распределения случайных размеров и рассчитываем предельные значения вероятных натягов:
где  — стандартное отклонение сопряжения:
— стандартное отклонение сопряжения:
Выбор допусков формы и расположения поверхностей
При назначении допусков формы и расположения поверхностей можно пользоваться следующими рекомендациями.
При нормировании точности формы плоских и прямолинейных поверхностей деталей (назначение допусков плоскостности и/или прямолинейности) степени точности 1 и 2 применяют для измерительных и рабочих поверхностей особо точных средств измерений (плоскопараллельных концевых мер длины, лекальных линеек и т.д.), направляющих прецизионных измерительных приборов и технологического оборудования. Допуски формы степеней точности 3 и 4 назначают на измерительные поверхности средств измерений нормальной точности (поверочных линеек и плит, микрометров, угломеров и др.), а также на такие рабочие поверхности, как опорные поверхности рамных и брусковых уровней, квадрантов и др.), а так же допуски формы назначают на поверхности направляющих приборов и технологического оборудования повышенной точности, а также на базовые, установочные и измерительные поверхности контрольных приспособлений повышенной точности.
Допуски плоскостности и/или прямолинейности степеней точности 5 и 6 используют для поверхностей направляющих и столов приборов и станков нормальной точности, базовых и установочных поверхностей технологических приспособлений повышенной точности, плоских рабочих поверхностей упорных подшипников. Степени 7 и 8 — для разметочных плит, рабочих поверхностей ползунов, опорных поверхностей рам технологического оборудования, корпусов подшипниковых опор, разъемов корпусов редукторов, опорных и прива-лочных поверхностей станин. Девятая и десятая степени точности формы применяют для неподвижных поверхностей стыков и опорных поверхностей машин пониженной точности, работающих в легких режимах нагружения, для поверхностей присоединения арматуры. Степени точности 11 и грубее применяют для неответственных рабочих поверхностей машин пониженной точности.
При назначении норм точности формы цилиндрических поверхностей (назначение допусков цилиндричности, кругло-сти, профиля продольного сечения) допуски формы степеней точности 1 и 2 используют для роликов подшипников класса точности 2, деталей плунжерных и золотниковых пар, подшипниковых шеек прецизионных шпинделей. Допуски степеней точности 3 и 4 назначают на посадочные поверхности подшипников 4-го и 5-го классов точности и сопрягаемые с ними поверхности валов и корпусов, на поверхности поршневых пальцев, плунжеров, цапф осей гироприборов. Допуски 5-й и 6-й степеней могут использоваться для назначения норм точности посадочных поверхностей подшипников 6-го, 0-го и нормального классов точности и сопрягаемых с ними поверхностей. Их можно назначать на посадочные поверхности валов редукторов и поршневых пальцев двигателей внутреннего сгорания, золотников, гильз, цилиндров и других деталей гидравлической и пневматической аппаратуры средних и низких давлений (без уплотнения) и высоких давлений (с уплотнениями). Степени точности 7 и 8 — для подшипников скольжения гидротурбин, двигателей и редукторов, для отверстий под втулки в шатунах двигателей внутреннего сгорания. Допуски 9-й и 10-й степеней точности можно использовать для под-шипников скольжения, работающих при низких частотах вращения, для поршней и цилиндров гидроаппаратуры низкого давления (с мягким уплотнением). Степени точности от 11 -й и грубее предназначены для несопрягаемых поверхностей и поверхностей с неуказанными допусками.
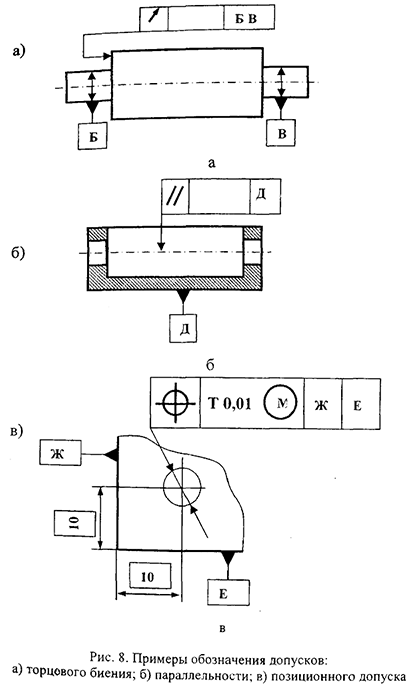
Назначенные допуски формы и расположения поверхностей указывают с использованием соответствующих условных обозначений. На рис. 8 изображено несколько примеров обозначений допусков формы и расположения поверхностей.
Если отклонения формы и (или) расположения непосредственно ограничиваются допуском размера соответствующего элемента детали, они могут не нормироваться. В таком случае предельные значения допусков формы и расположения ограничиваются допусками размера (условное наименование «грубая относительная геометрическая точность»). Можно ужесточить допуски формы и расположения подобных элементов, ограничив их значения определенной долей допуска размера. Уровни относительной геометрической точности  и
и  определяются долей допусков формы и расположения от допуска размера — соответственно 60, 40 и 25 % (а для допусков цилиндричности, круглости, профиля продольного сечения -вдвое меньше, что соответствует 30, 20 и 12 %).
определяются долей допусков формы и расположения от допуска размера — соответственно 60, 40 и 25 % (а для допусков цилиндричности, круглости, профиля продольного сечения -вдвое меньше, что соответствует 30, 20 и 12 %).
Допуски формы и расположения грубой относительно^ геометрической точности (отклонения формы и расположена допустимы в пределах всего поля допуска размера) не требу, ют специального назначения и обозначений. Их выбирают для несопрягаемых поверхностей; для поверхностей, к которым предъявляются особые требования по точности центрирования; для поверхностей в соединениях с зазором, если он пред. назначен для обеспечения собираемости, без относительны) перемещений деталей. Такие допуски устанавливают для поверхностей соединений с переходными посадками при возможности небольших натягов, если при эксплуатации соединения не подвергаются тяжелым нагрузкам с ударами и вибрацией и не подлежат разборке и повторной сборке.
Допуски формы и расположения нормальной относительной геометрической точности ( ) назначают на поверхность подвижных соединений при небольших скоростях относительных перемещений и легких нагрузках, если не предъявляют^ повышенные требования к плавности хода или стабильность трения. Они также могут применяться для поверхностей соединений с небольшими натягами (включая соединения с переходными посадками) при необходимости обеспечения повышенных требований к точности центрирования и стабильность натяга, если соединения подлежат разборке и повторной сборке. Такой же уровень относительной геометрической точности обычно используют для допусков формы и расположения рабочих поверхностей калибров, а также для назначения технологических допусков формы и расположения, обеспечиваюших точность технологических и измерительных баз при установленных допусках размеров 4… 12 квалитетов.
) назначают на поверхность подвижных соединений при небольших скоростях относительных перемещений и легких нагрузках, если не предъявляют^ повышенные требования к плавности хода или стабильность трения. Они также могут применяться для поверхностей соединений с небольшими натягами (включая соединения с переходными посадками) при необходимости обеспечения повышенных требований к точности центрирования и стабильность натяга, если соединения подлежат разборке и повторной сборке. Такой же уровень относительной геометрической точности обычно используют для допусков формы и расположения рабочих поверхностей калибров, а также для назначения технологических допусков формы и расположения, обеспечиваюших точность технологических и измерительных баз при установленных допусках размеров 4… 12 квалитетов.
Допуски формы и расположения повышенной относи тельной точности (В) назначают на поверхности подвижны: соединений, работающих при средних относительных скоростях перемещения и умеренных нагрузках, если к соединению предъявляют повышенные требования по плавности хода и герметичности уплотнений. Аналогичный уровень точности применяют для поверхностей соединений с натягом (включая соединения с переходными посадками) для обеспечения повышенных требований к точности и прочности изделия, работающего в условиях больших скоростей и нагрузок с ударами и вибрациями. Такой же уровень точности используют для назначения технологических допусков формы и расположения обеспечивающих требуемую точность обработки и упрощенного контроля параметров деталей, в том числе и активного контроля размеров.
Допуски формы и расположения, соответствующие высокой относительной геометрической точности (), назначают на параметры поверхностей подвижных соединений, работающих при высоких скоростях и нагрузках, если предъявляются высокие требования к точности хода, стабильности трения и герметичности уплотнений. Такие же требования предъявляют к поверхностям соединений с натягом (включая соединения с переходными посадками) при высоких требованиях к точности и прочности соединений, работающих в условиях воздействия больших скоростей и нагрузок с ударами и вибрациями.
Рассмотрим назначение допусков формы и расположения поверхностей на примерах типовых конструкторских задач.
В соединении «зубчатое колесо — вал»  (переходная посадка в системе основного отверстия с преимущественными натягами) крутящий момент передается дополнительным конструктивным элементом, например, штифтом или шпонкой. В данном случае рекомендуется назначать допуски формы цилиндрических поверхностей (вала и отверстия) с использованием уровня относительной геометрической точности . Расчетные значения допусков цилиндричности или круглости и профиля продольного сечения, если принять, что допуск формы составляет около 30 % от допуска размера, будут для отверстия 0,3-25 = 7,5 мкм, а для вала 0,3 6 = 4,8 мкм. Округленные значения допусков можно принять равными 8 и 5 мкм, что будет соответствовать допускам цилиндричности или круглости и профиля продольного сечения 6-й степени точности для отверстия и 5-й степени точности для вала.
(переходная посадка в системе основного отверстия с преимущественными натягами) крутящий момент передается дополнительным конструктивным элементом, например, штифтом или шпонкой. В данном случае рекомендуется назначать допуски формы цилиндрических поверхностей (вала и отверстия) с использованием уровня относительной геометрической точности . Расчетные значения допусков цилиндричности или круглости и профиля продольного сечения, если принять, что допуск формы составляет около 30 % от допуска размера, будут для отверстия 0,3-25 = 7,5 мкм, а для вала 0,3 6 = 4,8 мкм. Округленные значения допусков можно принять равными 8 и 5 мкм, что будет соответствовать допускам цилиндричности или круглости и профиля продольного сечения 6-й степени точности для отверстия и 5-й степени точности для вала.
Другой пример — выбор допуска формы (плоскостности для привалочной поверхности кронштейна технологическое приспособления. Поскольку координирующий положение привалочной поверхности размер 63 мм ограничен общим допуском среднего класса точности (класс  ) по ГОСТ 30893.1-200 (см. следующий параграф), который равен 600 мкм, выбор допуска формы по уровню относительной геометрической точности или нерационален. Для привалочных поверхностей таких деталей справочник рекомендует назначать допуск формы степеней точности 7-8 [1]. При максимальной длине привалочной поверхности 50 мм допуск плоскостности по 8-й степени точности (более экономичной) составит 16 мкм.
) по ГОСТ 30893.1-200 (см. следующий параграф), который равен 600 мкм, выбор допуска формы по уровню относительной геометрической точности или нерационален. Для привалочных поверхностей таких деталей справочник рекомендует назначать допуск формы степеней точности 7-8 [1]. При максимальной длине привалочной поверхности 50 мм допуск плоскостности по 8-й степени точности (более экономичной) составит 16 мкм.
Более подробные рекомендации по выбору норм точности формы и расположения поверхностей содержатся в справочнике.
Выбор общих допусков размеров, формы и расположения поверхностей
Обозначение всех геометрических параметров деталей на чертеже должно быть полным и пониматься однозначно: не должно быть разночтений и произвольного истолкования требований при изготовлении и контроле.
Если для нормального функционирования нет необходимости в назначении специальных точностных требований (например, на несопрягаемые поверхности), все равно обозначения необходимы для наладки технологического оборудований и предотвращения конфликтных ситуаций при контроле точности параметров. Заданные нормы предотвращают возможные споры о правильности разбраковки изделий между изготовителем и контролером, споры о годности изделий между поставщиком и потребителем и т. п. Для решения таких задач используют общие допуски размеров, формы и расположения.
Общие допуски размеров, формы и расположения оговаривают записью в технических требованиях для тех случаев, когда требования к точности соответствующего элемента детали не указаны индивидуально. Их устанавливают два новых стандарта, введенные с 01.10.2004 г,
• ГОСТ 30893.1-2002 (ИСО 2768-1-89) «Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками»;
• ГОСТ 30893.2-2002 (ИСО 2768-2-89) «Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально».
Общий допуск размера — допуск линейного или углового размера, указываемый на чертеже или в других технических документах общей записью и применяемый в тех случаях, когда предельные отклонения (допуски) не указаны индивидуально у соответствующих номинальных размеров.
Общий допуск формы или расположения — допуск, указываемый на чертеже или в других технических документах общей записью и применяемый в тех случаях, когда допуск формы или расположения не указан индивидуально для соответствующего элемента детали.
Общие допуски по ГОСТ 30893.1 и ГОСТ 30893.2 применяются, если на чертеже или в другой технической документации имеются ссылки на эти стандарты, оформленные соответствующим образом.
Требования стандартов распространяются на металлические детали, изготовленные резанием (в части допусков размеров и на детали, изготовленные формообразованием из листового металла), и при соответствующих указаниях устанавливаются общие допуски для тех элементов, для которых на чертеже эти допуски не указаны индивидуально. Общие допуски могут применяться также для неметаллических деталей. Деталей, обрабатываемых способами, не относящимися к обработке резанием, если они не предусмотрены других стандартами и пригодны для этих деталей. Например, стандартов, регламентирующих допуски размеров заготовок вырезаемых из листа технологическим лазером (допуски толщины заготовки нормированы стандартами на прокат).
Принципы назначения общих допусков размеров формы и расположения поверхностей содержатся в рекомендуемых приложениях к соответствующим стандартам. Там сказано, что преимущества применения общих допусков будут проявляться полной мере, если обычная точность данного производства обеспечивает соблюдение общих допусков, указанных на чертежа); Поэтому для конкретного производства рекомендуется определять с помощью измерений, какова обычная производственная точность, и назначать такие общие допуски, которые соответсвуют этой точности. В ситуации когда точность производств неизвестна, рекомендуется назначение общих допусков среднего или более грубого класса точности.
Общие допуски размеров установлены по четырем класс сам точности:
- • точный

- • средний

- • грубый

- • очень грубый

Общие допуски формы и расположения установлены по трем классам точности, обозначаемым в порядке убывания точности прописными буквами латинского алфавита 
Общие допуски формы и расположения поверхностей являются независимыми (их значения не зависят от действ» тельных размеров рассматриваемых и базовых элементов).
ГОСТ 30893.2 не устанавливает общие допуски следующих видов:
• цилиндричности, профиля продольного сечения;
• наклона, перекоса осей, позиционные;
• полного радиального и полного торцового биения, мы заданного профиля и формы заданной поверхности.
Отклонения, нормируемые такими допусками, непосредственно ограничиваются допусками линейных и угловых размеров или другими видами допусков формы и расположения, если они назначены. Если этого ограничения недостаточно, то допуски формы и расположения соответствующих элементов следует указывать непосредственно на чертеже.
Общий допуск круглости для элементов с не указанными на чертеже предельными отклонениями размеров практически равен половине допуска диаметра, но не должен превышать общего допуска на радиальное биение. Общий допуск параллельности равен допуску размера между рассматриваемыми элементами.
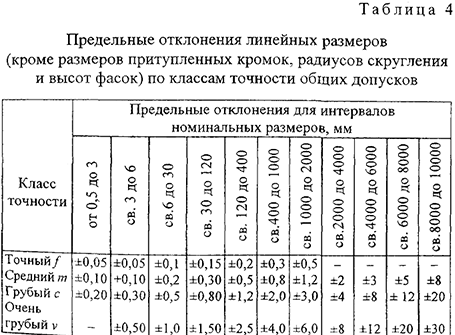
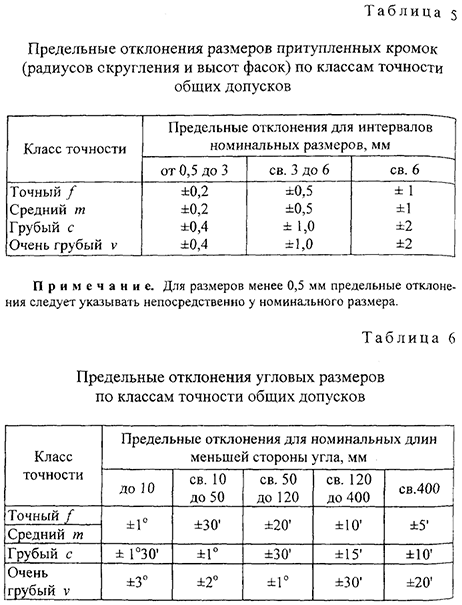
Ниже в качестве справочных материалов приведены числовые значения общих допусков размеров (табл. 4 — 6), общих допусков формы и расположения поверхностей (табл. 7 — 10).
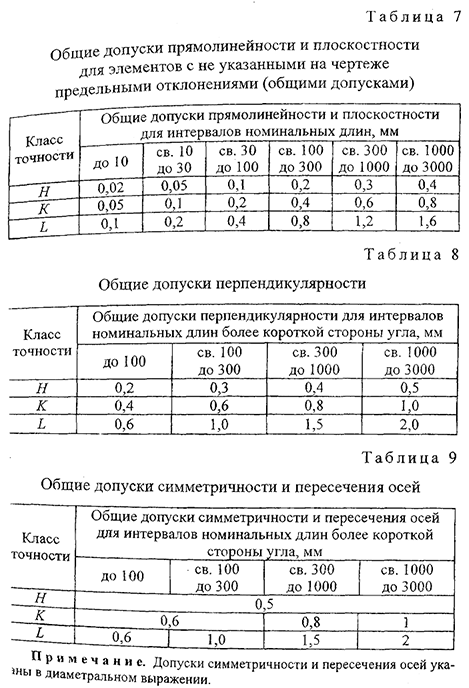
Общие допуски радиального и торцового биения, а также биения в заданном направлении (перпендикулярно к образующей поверхности) должны соответствовать указанным в табл. 10.
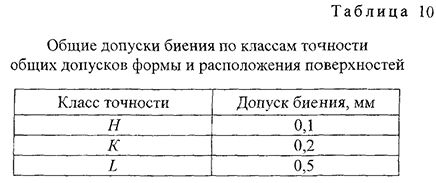
При наличии на чертеже ссылки на ГОСТ 30893.2 применяют общие допуски формы и расположения поверхностей, приведенные в табл. 7-10.
Допуск прямолинейности выбирают исходя из длины элемента. а плоскостности — по длине большей стороны поверхности или ее диаметру, если поверхность ограничена круговым контуром. Для общих допусков расположения и биения за базу следует принимать наиболее протяженный из двух рассматриваемых элементов. Если два элемента имеют одинаковую длину, то в качестве базы может быть принят любой из них.
За базу следует принимать подшипниковые (опорные) поверхности, если они могут быть однозначно определены из чертежа (например, заданы как базы для указанных допусков биения). В других случаях за базу для общего допуска радиального биения следует принимать более длинный из двух соосных элементов. Если элементы имеют одинаковую номинальную длину, то в качестве базы может быть принят любой из них.
Общие допуски соосности применяются в случаях, когда измерение радиального биения невозможно или нецелесообразно. Общий допуск соосности в диаметральном выражении следует принимать равным общему допуску радиального биения.
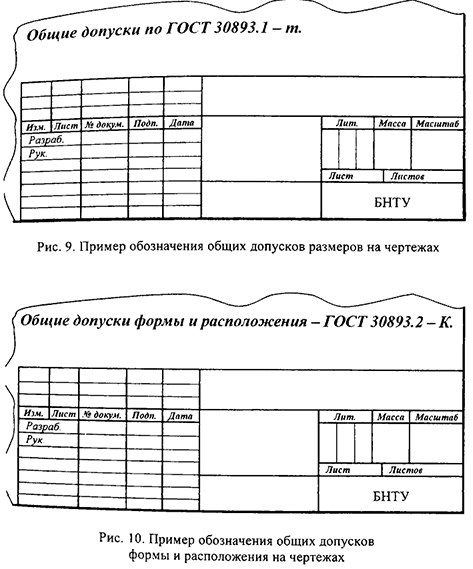
Примеры обозначений общих допусков на чертежах в сове технических требований представлены на рис. 9 и 10.
Возможно эта страница вам будет полезна:
| Решение задач по допускам и посадкам |
Выбор требований к шероховатости поверхности
Требования к шероховатости поверхности устанавливаю^ путем выбора параметров шероховатости (одного или нескольких), назначения числовых значений выбранных пара. метров и базовых длин, на которых происходит определение этих параметров. ГОСТ 2789-73 «Шероховатость поверхности. Параметры и характеристики» не предусматривает обязательной связи между базовой длиной и определенными числовыми значениями параметров шероховатости, хотя устанавливает их рекомендуемые соотношения.
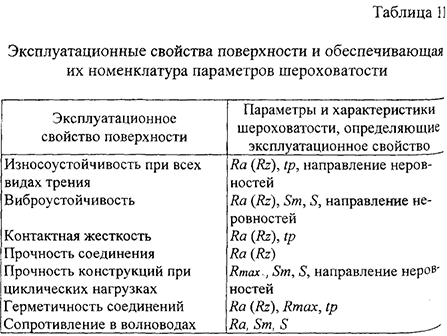
Выбор вида параметров и характеристик для нормирования шероховатости должен производиться с учетом назначения и требуемых эксплуатационных свойств поверхности (табл. 11). Из высотных параметров шероховатости предпочтительным является параметр  как наиболее информативный.
как наиболее информативный.
Параметры  можно нормировать по функциональным соображениям или когда прямой контроль параметра затруднителен по техническим причинам (например, для поверхностей имущих малые размеры или сложную конфигурацию). В таких случаях принимают во внимание примерное соотношение
можно нормировать по функциональным соображениям или когда прямой контроль параметра затруднителен по техническим причинам (например, для поверхностей имущих малые размеры или сложную конфигурацию). В таких случаях принимают во внимание примерное соотношение  .
.
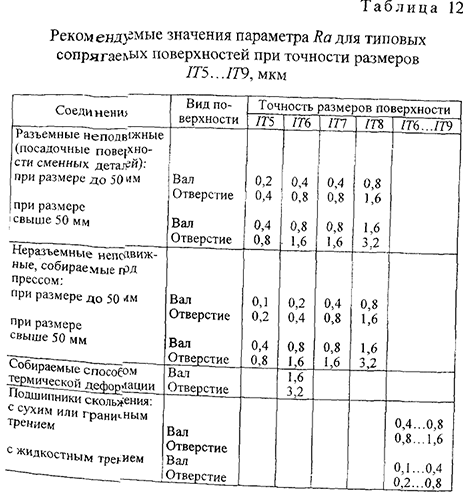
Рекомендуемые значения высотного параметра для поверхностей типовых сопряжений с учетом вида поверхности и точности ее размеров приведены в табл. 12.
В табл. 13 представлены рекомендуемые значения параметра для типовых сопрягаемых поверхностей при ограниченных значениях допусков формы и/или расположения этих поверхностей в диапазоне от 3 до 40 мкм.
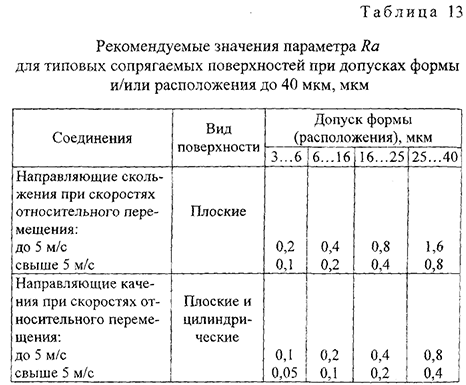
Если к элементам деталей кроме допусков размеров предъявляются дополнительные требования точности, ограничивающие отклонения формы и/или расположения поверхностей, то высотные параметры шероховатости соответствующих поверхностей должны быть назначены с учетом этих дополнительных требований.
Связь между высотными параметрами шероховатости поверхностей и допусками макрогеометрии формально отсутствует, поскольку в ГОСТ 24642-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей.
Основные термины и определения» сказано, что шероховатость не входит в погрешности формы. Однако в том же стандарте отмечено, что при высотных параметрах шероховатости соизмеримых с отклонениями формы, их необходимо учитывать. Если расстояния между впадинами и выступами микрорельефа (параметры  и
и  ) окажутся большими, чем значения допусков формы, то годные по макрогеометрии детали могут быть забракованы при контроле отклонений формы. Для повышения достоверности контроля следует ограничить высотные параметры шероховатости, увязав их с лимитирующими допусками макрогеометрии поверхностей.
) окажутся большими, чем значения допусков формы, то годные по макрогеометрии детали могут быть забракованы при контроле отклонений формы. Для повышения достоверности контроля следует ограничить высотные параметры шероховатости, увязав их с лимитирующими допусками макрогеометрии поверхностей.
Максимальные значения высотных параметров шероховатости, ограничиваемые такими лимитирующими допусками макрогеометрии, как допуск размера, расположения или формы, должны быть меньше лимитирующего допуска в 2…3 раза. Лимитирующий допуск, как правило, ограничивает шероховатость двух поверхностей или двух противоположных элементов одной поверхности, высотные параметры которых дополнительно накладываются на отклонения формы, расположения и размера. Если лимитирующим является допуск формы номинально цилиндрической поверхности, представленное соотношение сохраняется. Как исключение можно рассматривать ситуацию, когда шероховатость однократно накладывается на реальные отклонения формы и/или расположения, а параметры шероховатости могут превышать половину лимитирующего допуска (например, если лимитирующими высотные параметры шероховатости являются допуски формы плоской поверхности, торцового или полного торцового биения).
В качестве соотношений, приемлемых для нормирования высотных параметров шероховатости поверхностей по лимитирующим значениям допусков макрогеометрии, можно предложить для тривиальных случаев
или исходя из того, что для традиционных технологических процессов примерно в 4 раза превышает :
а для случаев с особо жесткими лимитирующими допусками
или
Более подробные рекомендации по выбору параметров шероховатости поверхностей содержатся в справочнике.
Возможно эта страница вам будет полезна:
| Примеры решение задач по допускам и посадкам |
Комплексное назначение норм точности для типовых соединений с несколькими сопрягаемыми поверхностями
К типовым соединениям с несколькими сопрягаемыми поверхностями, рассматриваемым в данном пособии, можно отнести соединения подшипников качения (посадки внутреннего кольца на вал и наружного кольца в корпус), шпоночные соединения (посадка втулки на вал, посадки по ширине шпонки в паз втулки и в паз вала, посадка по длине шпонки в глухой паз вала), шлицевые соединения (посадки по наружной и внутренней цилиндрическим поверхностям и по ширине шлиц), а также резьбовые посадки. Для всех назначаемых посадок следует построить схемы расположения полей допусков, рассчитать предельные значения размеров поверхностей, предельные зазоры (натяги), а также при необходимости сделать выводы по результатам выполненных расчетов или другой аналитической работы. Примеры выполнения таких работ приведены ниже.
Выбор и расчеты посадок подшипников качения. Выбор допусков форты и расположения и параметров шероховатости поверхностей деталей, сопрягаемых с подшипниками
Подшипники качения — это наиболее распространенные стандартные изделия (сборочные единицы) множества конструкций и модификаций, которые изготавливаются на специализированных заводах ш встраиваются в более сложные изделия (редукторы, коробки подач и скоростей, шпиндели металлорежущих станков и др».).
Основные функциональные элементы подшипника качения _ Тела качения (шаржки или ролики), которые катятся по дорожкам качения. Дорожки качения, как правило, располагаются на специально изготовляемых наружном и внутреннем кольцах подшипника. Тела качения, как правило, разделены сепаратором, который обеспечивает равномерное распределение тел качения по окружности.
Подшипники классифицируют по следующим признакам:
- 1) по направлению действия воспринимаемой нагрузки:
- а) радиальные — воспринимают нагрузку, действующую перпендикулярно оси вращения подшипника,
- б) упорные — воспринимают осевую нагрузку,
- в) радиально-упорные — воспринимают комбинированную (радиальную и осевую) нагрузку;
- 2) по форме тел качения:
- а) шариковые — со сферическими телами качения,
- б) роликовые — с цилиндрическими, коническими и бочкообразными телами качения;
- 3) по количеству рядов тел качения:
- а) однорядные,
- б) двухрядные,
- в) многорядные;
- 4) по наличию уплотнений и защитных шайб:
- а) открытые — без уплотнений и защитных шайб,
- б) закрытые — с одним или двумя уплотнениями, с од ной или двумя защитными шайбами или одним уплотнением и одной защитной шайбой.
Стандарты устанавливают следующие серии подшипников: сверхлегкая, особо легкая, легкая, легкая широкая, средняя, средняя широкая, тяжелая. Подшипники различных серий отличаются друг от друга размерами, предельным число-оборотов в минуту, статической и динамической грузоподъемностью и другими параметрами.
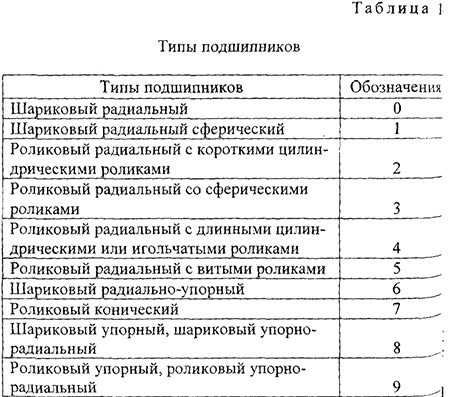
В ГОСТ 3189-89 «Подшипники шариковые и роликов. Система условных обозначений» установлены типы подшипников, приведенные в табл. 14 с указанием установление стандартом условных обозначений.
В условное обозначение подшипника входят кодовые обозначения серии, типа, конструктивных особенностей, категории и диаметра присоединительного отверстия подшипника (Диаметр вала, сопрягаемого с данным подшипником). Полное обозначение стандартного подшипника включает девять позиций, в которых, считая справа налево, закодированы:
- • диаметр присоединительного отверстия подшипника (позиции первая и вторая);
- • серия диаметров подшипника (третья позиция);
- • тип подшипника (четвертая позиция);
- • конструктивные особенности (пятая и шестая позиции);
- • серия ширин подшипника (седьмая позиция);
- • класс точности подшипника (восьмая позиция — отделяется от седьмой знаком тире);
- • категория подшипника (девятая позиция).
Диаметр отверстия подшипника для подшипников с диаметром присоединительного отверстия от 20 до 495 мм обозначается числом, которое представляет собой частное от деления диаметра на 5, для подшипников с диаметрами отверстия от 10 до 17 мм обозначения соответствуют приведенным в табл.15.
Для подшипников с диаметром до 9 мм первая позиция указывает фактический внутренний диаметр в миллиметрах. В этом случае на третьем месте справа в обозначении стоит «0″.
Для наиболее часто используемых серий, типов и конструктивных особенностей подшипника в качестве кодовых цифр использованы нули, которые не указывают в условна обозначениях при отсутствии слева других цифр. Например «Подшипник 205 ГОСТ 8338» — радиальный однорядные нормального класса точности, легкой серии, с диаметром оиверстия 25 мм. В обозначении использованы только три позиции справа, поскольку остальные четыре позиции формально заняты нулями.
Класс точности подшипника качения указывают перед условным обозначением номера подшипника, отделяя его знаком тире, например; «Подшипник 6-205 ГОСТ 8338» (так же подшипник шестого класса точности). Самые распространенные классы точности подшипников (классы «нормальный и 0) при условном обозначении их нулем в обозначении подшипника категории С не указывают.
Для шариковых радиальных и радиально-упорных подшипников и для роликовых радиальных подшипников ГОСТ 52 «Подшипники качания. Общие технические условия» устанавливает следующие классы точности: 8, 7, нормальный, 6, 5,4 Т, 2 (обозначения указаны в порядке возрастания точности).
Для роликовых конических подшипников установлен! классы точности 8, 7, 0, нормальный, 6 , 6, 5,4, 2.
, 6, 5,4, 2.
Класс точности «нормальный» для всех подшипников кроме конических, обозначают знаком 0. Для конических подшипников нулевой класс точности обозначают знаком 0, нормальный — буквой  . Для обозначения класса точности 6: используют знак .
. Для обозначения класса точности 6: используют знак .
Подшипники классов точности 7 и 8 изготавливают по заказу при пониженных требованиях к точности вращения деталей. Нормы точности для таких подшипников устанавливаются в отдельных технических нормативных правовых актах.
В зависимости от наличия требований по уровню вибрации допускаемых значений уровня вибрации или уровня других дополнительных технических требований в ГОСТ 520-2002 установлены три категории подшипников —  .
.
К категории относят подшипники классов точности 5,4, Т, 2 отвечающие повышенным дополнительным требованиям, регламентирующим нормы уровня вибрации, волнистости и отклонения от круглости поверхностей качения, значения осевого и радиального биений, соответствующие следующему более высокому классу точности, моменту трения и угла контакта.
К категории  относят подшипники классов точности О, нормального, 6, 6, 5, отвечающие повышенным дополни-тельным требованиям, регламентирующим нормы уровня вибрации, волнистости и отклонения от круглости поверхностей качения, значения осевого и радиального биений, соответствующие следующему, более высокому классу точности, моменту трения и угла контакта, высоте, монтажной высоте и ширине подшипников.
относят подшипники классов точности О, нормального, 6, 6, 5, отвечающие повышенным дополни-тельным требованиям, регламентирующим нормы уровня вибрации, волнистости и отклонения от круглости поверхностей качения, значения осевого и радиального биений, соответствующие следующему, более высокому классу точности, моменту трения и угла контакта, высоте, монтажной высоте и ширине подшипников.
К категории относят подшипники классов точности 8, 7, 0, нормального, 6, к которым не предъявляют дополнительные требования, установленные для подшипников категорий и .
Конкретные значения дополнительных технических требований устанавливают в нормативных документах на подшипники категорий или в конструкторской документации, утвержденной в установленном порядке.
Категорию подшипника или указывают перед обозначением класса точности. Категорию перед условным обозначением подшипника не указывают.
Примеры обозначений (без указания слова «подшипник» и номера стандарта или ТУ) с указаниями классов точности:

Знак 0 включают в обозначение, только если слева от него тоже есть знак маркировки, например  .
.
Основными показателями точности подшипников и их деталей являются:
точность размеров присоединительных поверхностей 
 . Нормируют средние диаметры
. Нормируют средние диаметры  наружной или внутренней номинально цилиндрической присоединительной поверхности, чтобы ограничить такие отклонения формы, как овальность и конусообразность, наиболее неблагоприятные для подшипника. Средний диаметр определяют расчетом как среднее арифметическое наибольшего и наименьшего значений диаметра, измеренных в нескольких сечениях кольца;
наружной или внутренней номинально цилиндрической присоединительной поверхности, чтобы ограничить такие отклонения формы, как овальность и конусообразность, наиболее неблагоприятные для подшипника. Средний диаметр определяют расчетом как среднее арифметическое наибольшего и наименьшего значений диаметра, измеренных в нескольких сечениях кольца;
• точность формы и расположения поверхностей колец (радиальное и торцовое биение, непостоянство ширины колец) и шероховатость их поверхностей;
• точность формы и размеров тел качения;
• боковое биение по дорожкам качения внутреннего и наружного колец.
Эти показатели определяют равномерность распределения нагрузки на тела качения, точность вращения, следовательно (вместе с физико-механическими свойствами), и срок службы подшипника.
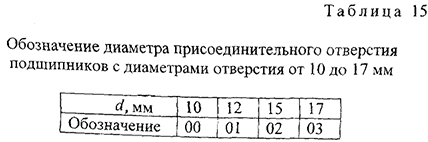
Стандартное сопряжение подшипника с ответными деталями образуется как сочетание полей допусков присоединительных размеров подшипниковых колец со стандартными полями допусков валов и отверстий.
Расположение полей допусков присоединительных размеров подшипниковых колец (рис. 11) стандартизовано таким образом, чтобы получить необходимые их сочетания со стандартными полями допусков, которые наиболее часто используются в общем машиностроении. Поле допуска отверстия внутреннего кольца подшипника расположено односторонне от номинала в «воздух», а не в «тело детали» (как принято для основного отверстия). В результате сочетание такого поля допуска отверстия подшипника с полями допусков сопрягаемых валов типа  или
или  дает посадки с натягом, в то время как с основным отверстием такие поля допусков дают переходные посадки.
дает посадки с натягом, в то время как с основным отверстием такие поля допусков дают переходные посадки.
Выбор полей допусков поверхностей валов и корпусов сопряженных с кольцами подшипников, регламентируется ГОСТ 3325-85 «Подшипники качения. Поля допусков и технические требования к посадочным поверхностям валов и корпусов. Посадки». Этот стандарт распространяется на посадочные поверхности валов и отверстий корпусов под подшипники качения, отвечающие следующим требованиям:
- Валы стальные, сплошные или полые толстостенные т. е. с отношением
 , где
, где  — диаметр вала,
— диаметр вала,  — диаметр отверстия в нем.
— диаметр отверстия в нем. - Материал корпусов — сталь или чугун.
- Температура нагрева подшипников при работе — не выше 100 °С.
Выбор посадки кольца подшипника (выбор полей допусков валов и отверстий корпусов, сопрягаемых с кольцам? подшипников) осуществляют с учетом:
• вида нагружения кольца подшипника;
• режима работы подшипника;
• соотношения эквивалентной нагрузки  и каталожной динамической грузоподъемности
и каталожной динамической грузоподъемности  ;
;
• типа, размера и класса точности подшипника.
Различают три основных вида нагружения колец подтипника: местное (М), циркуляционное (Ц) и колебательное (К).
При местном нагружении кольцо воспринимает постоянную по направлению радиальную силу ограниченным участ ком окружности дорожки качения и передает ее соответствующему участку посадочной поверхности вала или корпуса Такой вид нагружения имеет место, например, когда неподвижное кольцо нагружено постоянной по направлению радиальной силой (наружные кольца подшипниковых опор валов редукторе и т. п.).
При циркуляционном нагружении кольцо воспринимая радиальную силу последовательно всеми элементарными участками окружности дорожки качения и соответственно пере дает ее всей посадочной поверхности вала или корпуса. Такое нагружение возникает, когда кольцо вращается относительно действующей на него неподвижной радиальной силы (например внутреннее кольцо подшипника на вращающемся валу редуктора) или циркулирует сила, а кольцо неподвижно (например, внутреннее кольцо подшипника неподвижного солнечного колеса дифференциальной зубчатой передачи).
При колебательном нагружении на неподвижное кольцо интегрально действуют две радиальные силы (одна постоянна по направлению, а другая, меньшая по значению, циркулирует). равнодействующая нагрузка не совершает полного оборота а колеблется между крайними точками дуги окружности.
Для кольца, которое испытывает циркуляционное нагружение, назначают посадку с натягом. Наличие зазора между циркуляционно нагруженным кольцом и посадочной поверхностью детали может привести к проворачиванию кольца с проскальзыванием поверхностей, а следовательно, к развальцовыванию и истиранию металла детали, что недопустимо.
Основная опасность для кольца, которое испытывает местное нагружение, — износ дорожки качения в месте действия нагрузки. Если для этого кольца назначают посадку с зазором и если оно не зафиксировано в осевом направлении, то под действием вибрации и толчков оно постепенно проворачивается по посадочной поверхности. В результате износ дорожки качения происходит более равномерно по всей окружности кольца.
Можно предложить выбирать посадки так, чтобы циркуляционно или колебательно нагруженное (как правило, вращающееся) кольцо подшипника было смонтировано с натягом, исключающим возможность проскальзывания этого кольца по сопрягаемой поверхности вала или отверстия в корпусе. Другое кольцо того же подшипника, если оно нагружено местное может быть посажено с зазором. При таком сочетании посадок колец одного подшипника устраняется опасность заклинивания тел качения из-за чрезмерного уменьшения радиального зазора.
Режим работы подшипника качения по ГОСТ 3325 характеризуется расчетной долговечностью и отношением  , где — эквивалентная нагрузка (условная постоянная нагрузка обеспечивающая тот же срок службы подшипника, какой должен быть в действительных условиях); — динамически грузоподъемность (постоянная радиальная нагрузка, соответствующая расчетному сроку службы):
, где — эквивалентная нагрузка (условная постоянная нагрузка обеспечивающая тот же срок службы подшипника, какой должен быть в действительных условиях); — динамически грузоподъемность (постоянная радиальная нагрузка, соответствующая расчетному сроку службы):
- • легкий режим работы —
 ;
; - • нормальный режим работы —
 ;
; - • тяжелый режим работы —
 .
.
Расчетная долговечность, соответствующая режимам ра. боты:
- • тяжелый — от 2500 до 5000 ч;
- • нормальный — от 5000 до 10000 ч;
- • легкий — более 10000 ч.
Выбор квалитетов, определяющих точность изготовления цапфы вала и отверстия в корпусе под посадку подшипника качения, осуществляется в зависимости от класса точности подшипника. Например, если класс точности подшипника О, нормальный или 6-й, отверстие в корпусе выполняется по 7-му (реже 6-му) квалитету, а вал — по 6-му (реже 5-му) квалитету и т.д.
При деформации колец подшипников происходит уменьшение радиального зазора, что в итоге может привести к заклиниванию тел качения. После выбора посадок и определения натягов (зазоров) по присоединительным размерам следует выполнить проверку наличия радиального зазора в подшипнике качения после посадки его в корпус или на вал с натягом:

где  — зазор в подшипнике качения после посадки с натягом;
— зазор в подшипнике качения после посадки с натягом;
 — начальный радиальный зазор;
— начальный радиальный зазор;
 — диаметральная деформация беговой дорожки внутреннего кольца при посадке его с натягом;
— диаметральная деформация беговой дорожки внутреннего кольца при посадке его с натягом;
 — диаметральная деформация беговой дорожки наружного кольца при посадке его с натягом.
— диаметральная деформация беговой дорожки наружного кольца при посадке его с натягом.
где  — эффективный натяг, рассчитываемый как
— эффективный натяг, рассчитываемый как
 — приведенный внутренний диаметр подшипника, рассчитываемый как
— приведенный внутренний диаметр подшипника, рассчитываемый как
 — приведенный наружный диаметр подшипника, рассчитываемый как
— приведенный наружный диаметр подшипника, рассчитываемый как

 — измеренный натяг до сборки (в теоретических расчетах за принимают средний натяг как наиболее вероятный);
— измеренный натяг до сборки (в теоретических расчетах за принимают средний натяг как наиболее вероятный);

ГОСТ 24810-81 «Подшипники качения. Зазоры» определяет группы зазоров и их обозначения для подшипников различных типов. Так, для подшипников шариковых радиальных однорядных с цилиндрическим отверстием стандарт устанавливает следующие группы зазоров: 6, нормальная, 7, 8, 9-я. Условное обозначение группы радиального зазора, кроме группы «нормальная», должно быть нанесено на подшипник слева от обозначения класса точности.
Если путем расчета будет определено, что зазор в подшипнике после посадки переходит в натяг, следует изменит группу в сторону увеличения зазора или выбрать другую посадку с уменьшенным натягом.
При контроле линейных размеров колец подшипников из. меряют единичные диаметры отверстий внутренних колец и единичные диаметры наружных колец. В результате получаем значения единичных диаметров и среднего диаметра, значения непостоянства диаметров.
Единичные диаметры отверстий внутренних колец измеряют по схемам, приведенным на рис. 12. Для контроля в двух поперечных сечениях подшипник кладут на торец, затем переворачивают и кладут на противоположный торец.
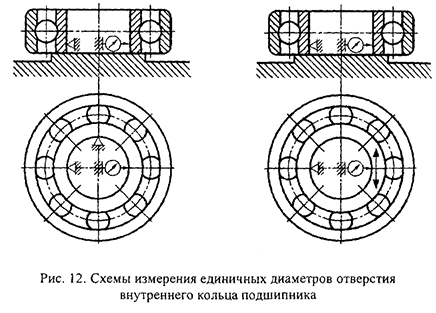
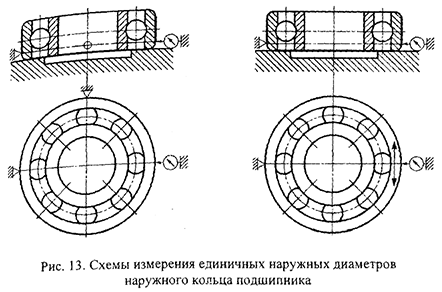
Единичные диаметры наружных колец подшипников измеряют подобным образом по схемам, приведенным на рис. 13.
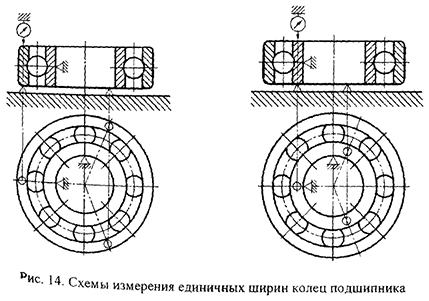
Контроль единичной ширины колец подшипников проводят по схемам, приведенным на рис. 14.
Возможно эта страница вам будет полезна:
| Нормирование точности и технические измерения решение задач с примерами |
Пример выбора и расчёта посадок подшипника качения
Рассматриваемый узел редуктора (рис. 15) имеет вал, опорами которого являются два шариковых подшипника с диаметром отверстия 30 мм. Учитывая, что требования к точности вращения вала специально не оговорены, а также то, данный редуктор не относится к высокоскоростным, принимаем нормальный класс точности подшипников (условное обозначение подшипника 306).
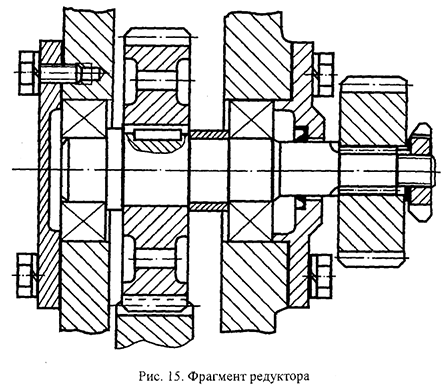
Данный подшипник относится к шариковым радиальны» однорядным открытым, серия диаметров средняя (3), серия ширин — узкая. Основные размеры подшипника:
- номинальный диаметр отверстия внутреннего кольца подшипника
 ;
; - номинальный диаметр наружной цилиндрическом поверхности наружного кольца
 ;
; - номинальная ширина подшипника
 ;
; - номинальная высота монтажной фаски
 .
.
Определяем виды нагружения колец подшипника (местное, циркуляционное, колебательное). Так как передача крутящего момента осуществляется цилиндрическими зубчатыми колёсами, то в зубчатом зацеплении действует радиальная нагрузка постоянная по направлению и по значению. Вал вращается. а корпус неподвижен, следовательно, внутреннее кольцо испытывает циркуляционное нагружение, а наружное кольцо — местное. Примем легкий режим работы подшипникового узла. ГОСТ 3325 для такого случая рекомендует поля допусков цапфы вала, сопрягаемой с кольцом подшипника качения,  или
или  . Выбираем поле , которое обеспечивает посадку с натягом (см. рис. 11). Так же на основании рекомендаций стандарта выбираем поле допуска отверстия корпуса
. Выбираем поле , которое обеспечивает посадку с натягом (см. рис. 11). Так же на основании рекомендаций стандарта выбираем поле допуска отверстия корпуса  . Предельные отклонения средних диаметров колец подшипника качения определяем по ГОСТ 520, предельные отклонения вала
. Предельные отклонения средних диаметров колец подшипника качения определяем по ГОСТ 520, предельные отклонения вала  и отверстия корпуса
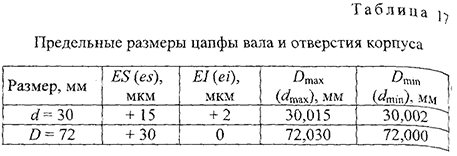
и отверстия корпуса  — по ГОСТ 25347-82 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки» и расчеты сводим в таблицы (табл. 16 и 17).
— по ГОСТ 25347-82 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки» и расчеты сводим в таблицы (табл. 16 и 17).
Строим схемы расположения полей допусков сопрягаемых деталей подшипникового узла и рассчитываем зазора (натяги). По  :
:
По 
Производим проверку наличия в подшипнике качения радиального зазора, который уменьшается по причине натяга при посадке подшипника на вал. В расчетах принимаем среднее значение натяга и среднее значение зазора в подшипнике как наиболее вероятные:
По ГОСТ 24810 определяем предельные значения теоретических зазоров в подшипнике 306 до сборки:
Средний зазор в подшипнике 306 определяется как полусумма предельных теоретических зазоров:

Тогда

Расчёт показывает, что при назначении посадки  по внутреннему диаметру зазор в подшипнике качения после посадки будет положительным.
по внутреннему диаметру зазор в подшипнике качения после посадки будет положительным.
На чертежах общего вида выбранные посадки подшипника качения обозначаются:
• на вал — , где  — поле допуска внутреннего кольца подшипника нормального класса точности; кв -поле допуска вала;
— поле допуска внутреннего кольца подшипника нормального класса точности; кв -поле допуска вала;
• в корпус — , где
, где  — поле допуска отверстия корпуса;
— поле допуска отверстия корпуса;  — поле допуска наружного кольца подшипника нормального класса точности.
— поле допуска наружного кольца подшипника нормального класса точности.
По ГОСТ 20226-82 «Подшипники качения. Заплечики для установки подшипников качения. Размеры» определяем диаметры заплечиков вала и корпуса.
Для диаметра вала  шариковых подшипников наименьший и наибольший диаметры заплечика соответственно равны
шариковых подшипников наименьший и наибольший диаметры заплечика соответственно равны  и
и  . Выбираем диаметр заплечика
. Выбираем диаметр заплечика  , как предпочтительный размер из ряда
, как предпочтительный размер из ряда  .
.
Для внутреннего диаметра корпуса  шариковых подшипников диаметр заплечика равен
шариковых подшипников диаметр заплечика равен  . Шероховатость посадочных поверхностей сопрягаемых с подшипника деталей зависит от диаметра и класса точности подшипника. Наибольшие значения параметров
. Шероховатость посадочных поверхностей сопрягаемых с подшипника деталей зависит от диаметра и класса точности подшипника. Наибольшие значения параметров  для посадочных поверхностей валов, отверстий и торцов заплечиков и корпусов представлены в табл. 18.
для посадочных поверхностей валов, отверстий и торцов заплечиков и корпусов представлены в табл. 18.
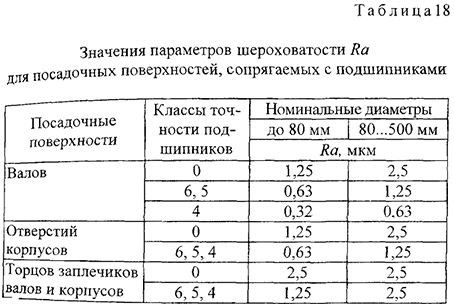
По ГОСТ 3325, табл. 3, выбираем требования к шероховатости (можно также использовать табл. 18 данного издания):
- посадочной поверхности вала под кольцо подшипника 1,25;
- посадочной поверхности корпуса под кольцо подшипника 1,25;
- торцовой поверхности заплечика вала 2,5.
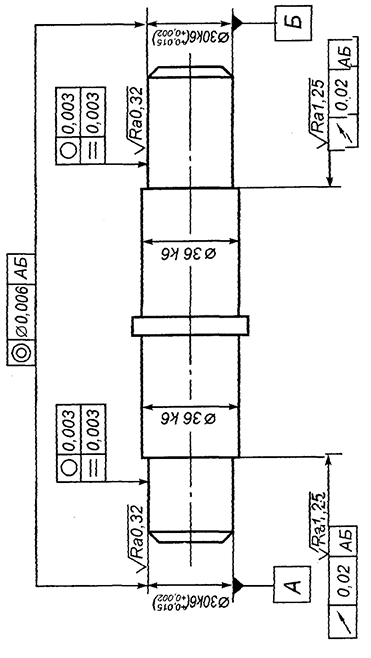
Исходя из рекомендаций, приведенных в п. 2.2.7, назначаем ее жесткие требования к шероховатости поверхности вала под кольцо подшипника 0,32, ной поверхности корпуса под кольцо подшипника q , торцевой поверхности заплечика вала 1,25.
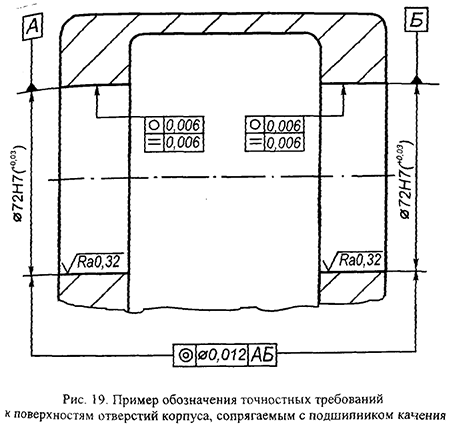
В ГОСТ 3325 также нормированы требования к форме посадочных поверхностей вала и корпуса, сопрягаемых с кольцами подшипника, и к торцовому биению заплечиков валов отверстий корпусов.
Из табл. 4 ГОСТ 3325 выбираем значения:
- • допуска круглости посадочной поверхности вала под кольцо подшипника 3,5 мкм;
- • допуска профиля продольного сечения посадочной поверхности вала под кольцо подшипника 3,5 мкм;
- • допуска круглости посадочной поверхности корпуса по; кольцо подшипника 7,5 мкм;
- • допуска профиля продольного сечения посадочной поверхности корпуса под кольцо подшипника 7,5 мкм.
Следует отметить, что ограничения, наложенные стандартом на форму поверхностей, сопрягаемых с подшипниками могут не совпадать со стандартными допусками формы ГОСТ 24643-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения». Однако можно согласовать эти требования за счет ужесточения «расчетных» допусков до ближайших стандартные значений, установленных в общетехнических стандартах исходя из этого назначаем допуск круглости посадочной поверхности вала под кольцо подшипника равным 3 мкм и до пуск профиля продольного сечения посадочной поверхности вала под кольцо подшипника равным 3 мкм, допуск круглости посадочной поверхности корпуса под кольцо подшипника равным 6 мкм и допуск профиля продольного сечен$ посадочной поверхности корпуса под кольцо подшипник равным 6 мкм.
Стандарт нормирует также торцовое биение заплечий валов и отверстий корпусов. Из табл. 5 ГОСТ 3325 выбирая значения:
допуска торцового биения заплечика вала 21 мкм;
допуска торцового биения заплечика корпуса 30 мкм.
Допуск торцового биения заплечика вала можно округло значения 20 мкм. Суммарное допустимое отклонение от соосности, вызван-благоприятным сочетанием всех видов погрешностей обработки, сборки и деформации подшипников посадочных поверхностей вала и корпуса под действием нагрузок, оцениваний допустимым углом взаимного перекоса  между осями внутреннего и наружного колец подшипников качения, смонтированных в подшипниковых узлах. В прил. 7 ГОСТ 3325 приведены числовые значения допусков соосности посадочных поверхностей для валов и для корпусов в подшипниковых узлах различных типов при длине посадочного места
между осями внутреннего и наружного колец подшипников качения, смонтированных в подшипниковых узлах. В прил. 7 ГОСТ 3325 приведены числовые значения допусков соосности посадочных поверхностей для валов и для корпусов в подшипниковых узлах различных типов при длине посадочного места  (в диаметральном выражении). При другой длине посадочного места
(в диаметральном выражении). При другой длине посадочного места  для получения соответствующих допусков соосности табличные значения следует умножить на
для получения соответствующих допусков соосности табличные значения следует умножить на  . Подшипник 306 имеет ширину
. Подшипник 306 имеет ширину  и относится к группе радиальных однорядных шариковых. Примем нормальный ряд зазоров. Тогда допуск соосности поверхностей вала составит
и относится к группе радиальных однорядных шариковых. Примем нормальный ряд зазоров. Тогда допуск соосности поверхностей вала составит  ; ужесточаем рассчитанный допуск по ГОСТ 24643 и принимаем
; ужесточаем рассчитанный допуск по ГОСТ 24643 и принимаем  . Соответственно для поверхностей корпуса
. Соответственно для поверхностей корпуса 
 ; ужесточаем до значения
; ужесточаем до значения  .
.
Допуски соосности можно заменить допусками радиального биения тех же поверхностей относительно их общей оси с четом того, что на те же поверхности обязательно задаются Допуски цилиндричности, которые вместе с допусками радиального биения ограничивают такие же отклонения, какие ограничивают допуски соосности.
Выбор и расчет посадок шпоночного соединения. Выбор допусков формы и расположения и параметров шероховатости поверхностей шпоночного соединения
Шпоночное соединение — один из видов соединений вала со втулкой, в котором использован дополнительный конструктивный элемент (шпонка), предназначенный для предотвращения их взаимного поворота. Чаще всего шпонка используются передачи крутящего момента в соединении вала с зубчатым колесом или со шкивом, неподвижных по отношению друг к другу.
Однако» возможны и другие соединения (подвижные), пример, такие, в которых зубчатое колесо (блок зубчатый, лес), полумуфта или другая деталь могут перемещаться направлении, а шпонка вместе с валом служит направляющей продольного перемещения и передает крутящий момент. Длинные направляющие шпонки обычно крепят к винтами.
Шпонки в подвижных соединениях могут быть закреплены на втулке и служат для передачи крутящего момента t, для предотвращения поворота втулки в процессе ее перемещения вдоль неподвижного вала, как это сделано у кронищ на тяжелой стойки для измерительных головок типа микрокторов. В этом случае направляющей является вал со шпононым пазои.
В отличие от соединений «вал — втулка» с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения являются разъемными. Они позволяют осу шести разборку и повторную сборку конструкции с обеспечен» того же эффекта, что и при первичной сборке. Поперечное! чение шпоночного соединения с призматической шпонки представлено на рис. 20.
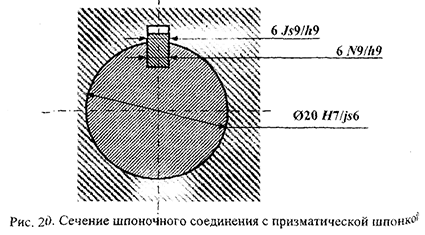
Из рис. 20 видно, что для размещения шпонки необходимы соответствующие конструктивные элементы (в данном случае — пазы) на валу и во втулке. На поперечном сечении ночного соединения показаны три посадки: центрирую соединение вал — втулка  и два соединения по спине шпонки: шпонка — паз вала
и два соединения по спине шпонки: шпонка — паз вала  и шпонка — паз
и шпонка — паз 
В размерной цепи по высоте шпонки специально предусмотрен зазор по номиналу (суммарная глубина пазов втулки и вала больше высоты шпонки). Если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу, по длине шпонки образуется соединение с нулевым гарантированным зазором  (на рисунке не показано).
(на рисунке не показано).
Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это гладкое цилиндрическое соединение, которое можно назначить с очень малыми зазорами или с небольшими натягами, следовательно, предпочтительно использование переходных посадок.
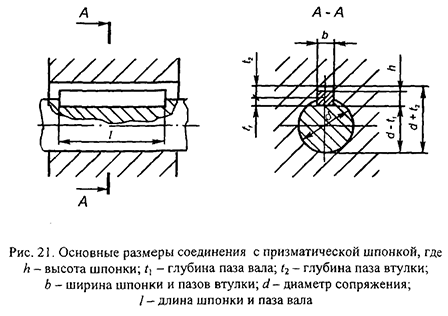
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные. Сегментные и клиновые шпонки обычно используют в неподвижных соединениях. Призматические шпонки дают возможность получать как подвижные, так и неподвижные соединения. Основные размеры, характеризующие призматическое шпоночное соединение, показаны на рис. 21.
Размеры сечений шпонок и пазов стандартизованы и выбираются по соответствующим стандартам в зависимости от Диаметра вала, а вид шпоночного соединения определяется Условиями его работы. В стандартах на шпонки некоторых видов предусмотрены разные исполнения, например, призматические шпонки с двумя закругленными торцами, с одним закругленным торцом и с незакругленными торцами, сегментные шпонки «полные» и со срезанным краем сегмента.
Длины призматических шпонок  по ГОСТ 23360-78 «Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки» выбирают из ряда: 6, 8, 10,12, 14, 16, 18 и далее до 500 мм с полем допуска
по ГОСТ 23360-78 «Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки» выбирают из ряда: 6, 8, 10,12, 14, 16, 18 и далее до 500 мм с полем допуска  . Для длины
. Для длины  шпоночного паза установлено поле допуска
шпоночного паза установлено поле допуска  .
.
Предельные отклонения глубин пазов на валу  и во втулке
и во втулке  приведены в табл. 19.
приведены в табл. 19.
Стандарт устанавливает следующие поля допусков размеров шпонок:
ширины 
высоты  , а при высоте
, а при высоте  свыше 6 мм
свыше 6 мм  . Стандартом установлены три вида шпоночных соединений (нормальное, свободное и плотное) и соответствующие ПОЛЯ допусков ширины шпоночных пазов (табл. 20).
. Стандартом установлены три вида шпоночных соединений (нормальное, свободное и плотное) и соответствующие ПОЛЯ допусков ширины шпоночных пазов (табл. 20).
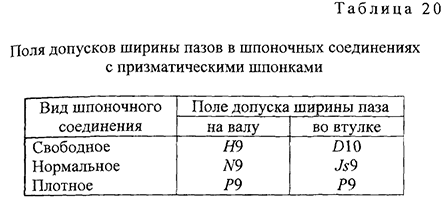
Свободное соединение используют для обеспечения неответственных конструкций, а также для подвижных соединений со шпоночными соединениями, работающими как направляющие продольного перемещения. Нормальные шпоночные соединения применяют в большинстве изделий, если к ним не предъявляются особые функциональные требования. Плотное соединение назначают для предотвращения больших динамических нагрузок при выборке зазоров в соединениях по ширине шпонки с ударами. Такие условия работы встречаются в изделиях со старт-стопными режимами или с частым Реверсированием направления вращения валов.
Для обеспечения качества шпоночного соединения, которое зависит от точности расположения пазов вала и втулки, Назначают допуски симметричности и параллельности плоскости симметрии паза относительно плоскости, проходящей через ось посадочной цилиндрической поверхности. Допуски указывают в соответствии с ГОСТ 2.308-79 «Единая систем^ конструкторской документации. Указание на чертежах допусков формы и расположения поверхностей».
Числовые значения допусков расположения определяют из соотношений:
где  — допуск ширины шпоночного паза
— допуск ширины шпоночного паза  ;
;
 — допуск параллельности;
— допуск параллельности;
 — допуск симметричности в диаметральном выражении.
— допуск симметричности в диаметральном выражении.
Полученные расчетные значения допусков расположения округляют до стандартных по ГОСТ 24643.
Сегментные шпонки применяют, как правило, для передачи небольших крутящих моментов. Поля допусков ширины паза сегментного шпоночного соединения в зависимости от характера шпоночного соединения представлены в табл. 21.
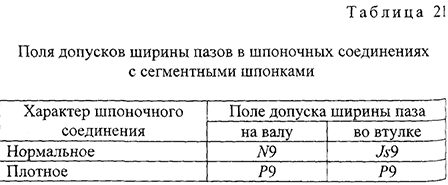
Для термообработанных деталей допускаются предельные отклонения ширины паза вала по  , ширины паза втулки по
, ширины паза втулки по  .
.
Стандарт устанавливает поля допусков размеров шпонки по ширине  , по высоте
, по высоте  и по диаметру
и по диаметру  . Шероховатость поверхностей шпоночного паза выбирает-зависимости от полей допусков размеров шпоночного сомнения. Рекомендуемые значения параметров шероховатости поверхностей шпоночных пазов (
. Шероховатость поверхностей шпоночного паза выбирает-зависимости от полей допусков размеров шпоночного сомнения. Рекомендуемые значения параметров шероховатости поверхностей шпоночных пазов ( 3,2 или 6,3 мкм, не более) представлены в табл. 22.
3,2 или 6,3 мкм, не более) представлены в табл. 22.
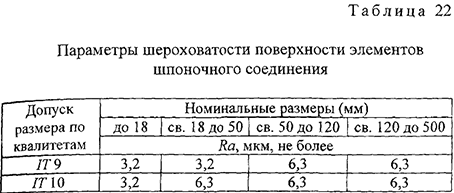
При назначении высотных параметров шероховатости поверхностей следует обратить внимание на согласованность их с наиболее жесткими допусками макрогеометрии (см. п. 2.2.7).
Возможно эта страница вам будет полезна:
| Заказать работу по метрологии |
Пример расчёта посадок шпоночного соединения
Условия могут быть представлены в виде задачи с указанием основных параметров и вида соединения. Если параметры шпоночного соединения представлены на чертеже общего вида, там же, в технических требованиях, может быть указан вид соединения. При отсутствии таких указаний вид шпоночного соединения разработчик чертежей выбирает самостоятельно, исходя из функционирования изделия.
Рассмотрим пример расчета соединения зубчатого колеса и вала (см. рис. 15) с использованием призматической шпонки по ГОСТ 23360 (для вала  , длина Японки
, длина Японки  ). Условное обозначение:
). Условное обозначение:

Так как к заданному узлу не предъявляются особые требования, выбираем для посадки шшонки нормальное соединение.
По размеру  :
:
• паз вала

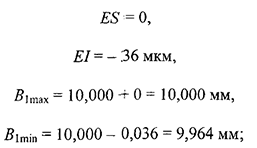
• ширина шпонки

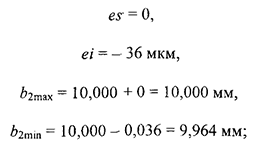
• паз втулки

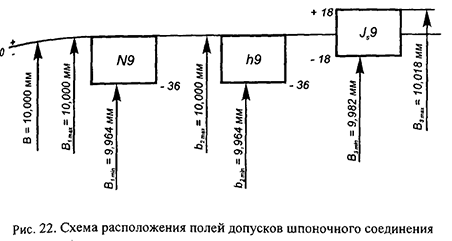
Рассчитываем табличные зазоры (натяги) по размеру : соединение шпонки  с пазом вала
с пазом вала  :
:
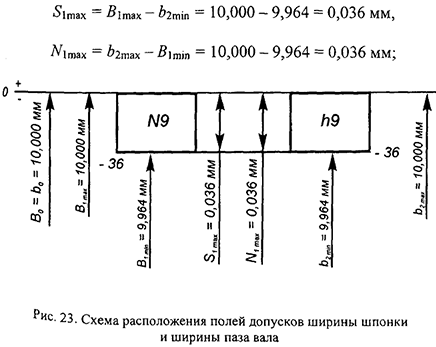
соединение шпонки  с пазом втулки
с пазом втулки 
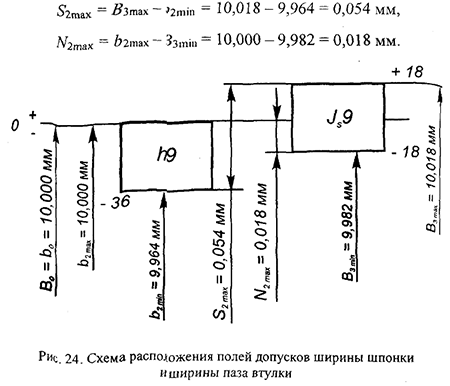
По высоте шпонке  :
:
глубина паза вала
высота шпонки

глубина паза втулки
Тогда

По длине шпонки

длина шпонки
длина паза вала
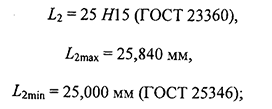
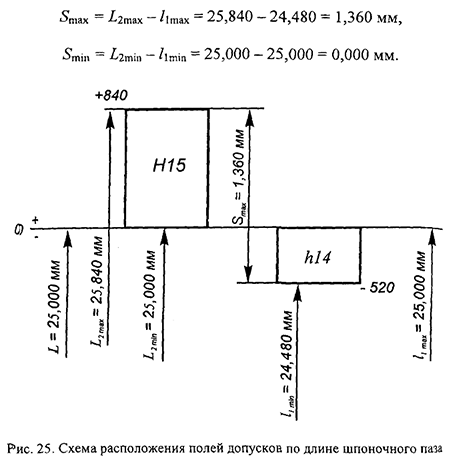
На чертежах деталей проставляются следующие точностные требования, относящиеся к шпоночным соединениям:
• номинальный размер вала  и номинальный размер отверстия втулки
и номинальный размер отверстия втулки  с предельными отклонениями;
с предельными отклонениями;
• для паза вала — размер  (предпочтительный вариант)) или
(предпочтительный вариант)) или  с предельными отклонениями;
с предельными отклонениями;
• для паза втулки — размер  с предельным отклонением;
с предельным отклонением;
• номинальные размеры ширины паза вала и паза втулкой соответствующими отклонениями;
• допуски расположения плоскости симметрии паза относительно оси посадочной цилиндрической поверхности  ;
;
• параметры шероховатости поверхности элементов шпоночного соединения, устанавливаемые в зависимости от номинального размера и допуска (см. табл.22).
Шероховатость дна шпоночного паза рекомендуется нор-мир0вать параметром Ra не более 6,3 мкм.
Выбор посадок для шлицевого соединения
Выбор допусков формы и расположения и параметров шероховатости поверхностей шлицевого соединения
Шлицевое соединение — вид соединения валов со втулками по поверхностям сложного профиля с продольными выступами (шлицами) и впадинами. Обычно шлицевые соединения используют для передачи крутящих моментов в соединениях вала с зубчатым колесом (блоком зубчатых колес), со шкивом, полумуфтой или другой деталью. Как правило, это подвижные соединения, в которых втулка может перемещаться в осевом направлении, а шлицевые поверхности используют как направляющие для продольного перемещения деталей. Однако возможно и применение неподвижных шлицевых соединений.
Технологически шлицевые соединения сложнее шпоночных, но обеспечивают хорошее центрирование втулки на валу и позволяют передавать значительные вращающие моменты, поскольку большое число шлиц обеспечивает меньшую концентрацию напряжений.
На уровне межгосударственных стандартов стандартизованы элементы деталей и соединений с прямобочной (ГОСТ 1139-80 «Соединения шлицевые прямобочные. Размеры и допуски») и Эвольвентной (ГОСТ 6033-80 «Соединения шлицевые эвольвентные с углом профиля 30°. Размеры, допуски и измеряемые величины») формой профиля зубьев. Наиболее широко распространены прямобочные шлицевые соединения с четным числом шлиц.
Выбор типа шлицевых соединений связан с конструктивными и технологическими особенностями соединений. Шлицевые валы обычно обрабатывают инструментом, имеющие форму впадины или ее части (фасонная фреза, шлифовальные круг), а шлицевые отверстия чаще всего получают с помощью обработки протяжками — специальным многолезвийным ржущим инструментом, образующим полный профиль отверстия за один проход инструмента.
Шлицы с эвольвентным профилем зуба имеют повышенную прочность благодаря утолщению зуба к основанию, но сложность получения эвольвентных зубьев вала и впадин втулки выше.
Шлицевые соединения должны обеспечить соосность функционально важных поверхностей втулки и вала. В шлицевых соединениях посадки могут осуществляться по трем поверхностям: по наружной цилиндрической поверхности (размер ), внутренней цилиндрической поверхности (размер ) и по боковым поверхностям впадин втулки и шлиц вала (размер ). При одновременном сопряжении по трем поверхностям нужны очень высокие требования к точности всех элементов по размерам, форме и расположению, которые могут рассматриваться как функционально неоправданные. Поэтому для любого шлицевого соединения введены «центрирующие» и «не-центрирующие» поверхности (понятия отражают степень участия поверхностей в обеспечении взаимного расположения сопрягаемых деталей). По нецентрирующим элементам назначают грубые посадки с большими зазорами или обеспечивают зазор по номиналу, что существенно удешевляет соединение без потерь функциональной точности.
Существуют три способа центрирования сопрягаемо-прямобочных шлицевых втулки и вала: по наружному диаметру (рис. 26, а); по внутреннему диаметру (рис. 26, по боковым сторонам зубьев (рис. 26, в).
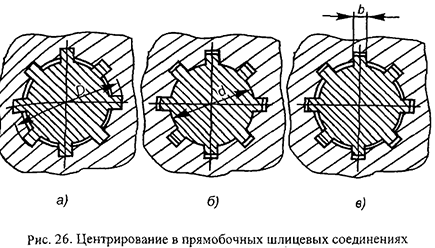
Если в изделии не требуется повышенная износостойкость шлицевой поверхности втулки (конструктора устраивает средняя твердость поверхности шлицевого отверстия), применяют центрирование по наружному диаметру . Такое центрирование применяют для неподвижных шлицевых соединений, а также для подвижных, воспринимающих небольшие нагрузки.
В этом случае поверхность шлицевого отверстия может быть окончательно обработана высокопроизводительными и точными методами протягивания или калибрования. Шлицевый вал можно подучить фрезерованием с последующей термообработкой (например, закалкой) и шлифованием по диаметру .
Если необходима повышенная износоустойчивость шлицевой поверхности втулки, она должна иметь высокую твердость, значит, обработка чистовой протяжкой неприменима. В таком случае прибегают к центрированию по и отверстие во втулке шлифуют на внутришлифовальном станке.
Центрирование по ширине , при котором точность центрирования ниже, чем по другим элементам, целесообразно применить при передаче больших крутящих моментов в условиях пененных нагрузок, например, при частом реверсировании направления вращения или старт-стопных режимах работы. Минимальные зазоры между зубьями и впадинами служат для предотвращения больших динамических нагрузок с ударами.
В зависимости от нагруженности шлицевого соединения с прямобочным профилем выбирают его серию (легкая, сред, няя, тяжелая), чем определяют размеры и число зубьев (шлиц) При одном и том же внутреннем диаметре более тяжелая серия отличается увеличенной высотой зуба (шлица) и соответственно наружного диаметра. Тяжелая серия имеет большее число шлиц по сравнению со средней.
Выбор посадок в шлицевых соединениях зависит от требований к точности центрирования и принятого способа центрирования. Посадки в прямобочных шлицевых соединениях нормированы ГОСТ 1139, а эвольвентных — ГОСТ 6033.
Для эвольвентных шлицевых соединений предусмотрены возможности центрирования по боковым поверхностям зубьев и но наружному диаметру.
Поля допусков боковых поверхностей зубьев для эвольвентных шлицевых соединений нормируют не квалитетами, а степенями точности (7…11). Обозначение полей допусков размеров ширины эвольвентной впадины втулки и толщины эвольвентного зуба вала включает число (степень точности), за которым следует буква (основное отклонение). Поля допусков по боковым поверхностям зубьев элементов эвольвентных шлицевых соединений приведены в ГОСТ 6033.
Особенностью полей допусков боковых поверхностей зубьев эвольвентных шлицевых соединений является то, что устанавливаются два вида допусков ширины впадины втулки и толщины зуба вала:
 — суммарный допуск, включающий отклонение собственно ширины впадины (толщины зуба) и отклонение формы и расположения элементов профиля впадины (зуба), контролируемый комплексным калибром;
— суммарный допуск, включающий отклонение собственно ширины впадины (толщины зуба) и отклонение формы и расположения элементов профиля впадины (зуба), контролируемый комплексным калибром;
 — допуск собственно ширины впадины втулки (толщины зуба вала), контролируемый отдельно в случаях,когда не применяется комплексный калибр.
— допуск собственно ширины впадины втулки (толщины зуба вала), контролируемый отдельно в случаях,когда не применяется комплексный калибр.
Допуски и основные отклонения для диаметров окружно-впадины втулки и окружности вершин зубьев вала заимствованы из ГОСТ 25346.
При назначении допусков формы и расположения элементов лицевых соединений можно руководствоваться следующими рекомендациями (рис. 27):
1) для прямобочных шлицевых соединений:
• допуски параллельности плоскости симметрии зубьев вала и пазов втулки относительно оси центрирующей поверхности не должны превышать на длине 100 мм: 0,03 мм — в соединениях повышенной точности, определяемой допусками размеров от  до
до  ; 0,05 мм — в соединениях нормальной точности при допусках размеров от
; 0,05 мм — в соединениях нормальной точности при допусках размеров от  до
до  . При центрировании по боковым сторонам шлиц выбирают дополнительную базу — ось одной из нецентрирующих поверхностей шлицевого вала (обычно с более жестким допуском);
. При центрировании по боковым сторонам шлиц выбирают дополнительную базу — ось одной из нецентрирующих поверхностей шлицевого вала (обычно с более жестким допуском);
• допуски радиального биения центрирующих поверхностей шлицев относительно общей оси посадочных поверхностей под подшипники следует назначать по 7-й степени точности ГОСТ 24643 при допусках центрирующих поверхностей 6…8 квалитетов и по 8-й степени точности при допусках центрирующих поверхностей 9… 10 квалитетов;
2) для эвольвентных шлицевых соединений предельные значения радиального биения  и допуска направления зуба
и допуска направления зуба  следует принимать по ГОСТ 6033.
следует принимать по ГОСТ 6033.
Параметры  шероховатости (ГОСТ 2789) для поверхностей элементов прямобочных: и эвольвентных шлицевых соединений должны быть согласованы с самыми жесткими спусками макрогеометрии и не превышать по параметру качений 1,25 мкм для центрирующих поверхностей,- 2,5 мкм для нецентрирующих боковых поверхностей шлиц подвижных соединений; 4,0 мкм для нецентрирующих боковых поверхностей шлиц неподвижных соединений и 10 мкм для нецентрирующих цилиндрических поверхностей шлиц.
шероховатости (ГОСТ 2789) для поверхностей элементов прямобочных: и эвольвентных шлицевых соединений должны быть согласованы с самыми жесткими спусками макрогеометрии и не превышать по параметру качений 1,25 мкм для центрирующих поверхностей,- 2,5 мкм для нецентрирующих боковых поверхностей шлиц подвижных соединений; 4,0 мкм для нецентрирующих боковых поверхностей шлиц неподвижных соединений и 10 мкм для нецентрирующих цилиндрических поверхностей шлиц.
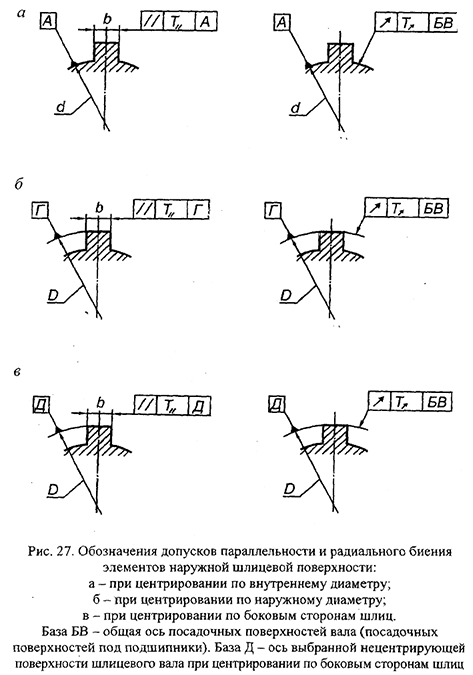
Требования к чертежам шлицевых соединений и их элементов регламентирует ГОСТ 2.409-74 «Единая система конструктивной документации. Правила выполнения чертежей зубчатых (шлицевых) соединений».
Условные обозначения шлицевых соединений и их элементов различаются в зависимости от профиля зубьев.
Обозначения прямобочных шлицевых соединений валов и втулок содержат букву, обозначающую поверхность центрирования, число зубьев и номинальные размеры  и
и  , за которыми следуют обозначения посадок. Пример условного обозначения шлицевого соединения с числом зубьев
, за которыми следуют обозначения посадок. Пример условного обозначения шлицевого соединения с числом зубьев  , внутренним диаметром
, внутренним диаметром  , наружным диаметром
, наружным диаметром  , шириной зуба
, шириной зуба  , с центрированием по внутреннему диаметру, с посадкой по диаметру центрирования
, с центрированием по внутреннему диаметру, с посадкой по диаметру центрирования  и по размеру
и по размеру  :
:

При центрировании по наружному диаметру с посадкой по диаметру центрирования  и по размеру
и по размеру  :
:

При центрировании по боковым сторонам профиля:

Условные обозначения требований к точности эвольвентных шлицевых соединений содержат: номинальный диаметр соединения  ; обозначение посадки соединения (указывают обозначения полей допусков), помещаемое после размеров Центрирующих элементов, обозначение стандарта.
; обозначение посадки соединения (указывают обозначения полей допусков), помещаемое после размеров Центрирующих элементов, обозначение стандарта.
Пример условного обозначения эвольвентного шлицевого соединения

с центрированием по боковым поверхностям зубьев:

То же с центрированием по наружному диаметру посадкой по центрирующему диаметру  и посадкой, нецентрирующим поверхностям зубьев
и посадкой, нецентрирующим поверхностям зубьев  :
:

То же с центрированием по внутреннему диаметру, с плоской и посадкой по нецентрирующим боковым поверхностям зубьев :

Пример расчета прямобочного шлицевого соединения
Рассмотрим прямобочное шлицевое соединение с центрированием по наружному диаметру  (средняя серия по ГОСТ 1139). Расчет предельных размеров элементов шлицевого соединения и зазоров (натягов) аналогичен расчету гладких сопряжений. Поля допусков выбираются по ГОСТ 25346 или ГОСТ 1139.
(средняя серия по ГОСТ 1139). Расчет предельных размеров элементов шлицевого соединения и зазоров (натягов) аналогичен расчету гладких сопряжений. Поля допусков выбираются по ГОСТ 25346 или ГОСТ 1139.
Расчёт предельных размеров и зазоров (натягов) по сопряжению  :
:
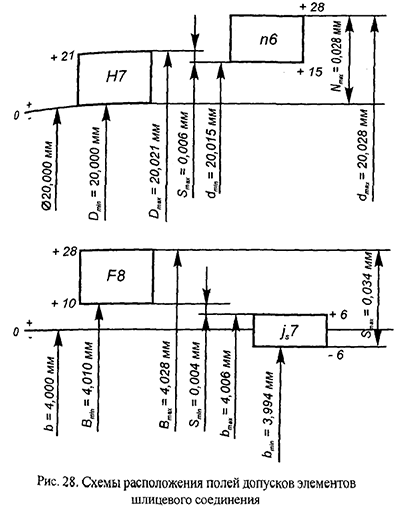
Расчет предельных размеров и зазоров по ширине шлиц  :
:

Для неценгрирующего внутреннего диаметра  . ГОСТ 1139 устанавливаем предельные значения:
. ГОСТ 1139 устанавливаем предельные значения:
после допуска отверстия втулки  , т.е.
, т.е.

диаметр вала  не менее 14,5:
не менее 14,5:
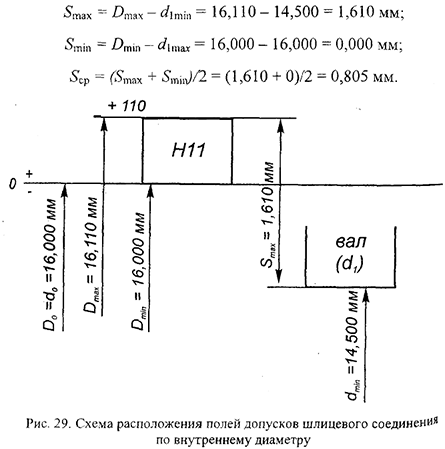
Выбор посадок для резьбового соединения. Выбор норм точности деталей резьбового соединения
Резьбовые соединения являются одним из самых распространенных видов соединений. В машиностроении около 80 % Сталей либо имеют резьбовые поверхности, либо их крепление осуществляется с помощью резьбовых изделий.
Основными достоинствами резьбовых соединений являются сравнительно легкая сборка-разборка и высокий уровень взаимозаменяемости изделий.
К недостаткам резьбовых соединений можно отнести усложнение конструкции и технологии (обработка резьбовых поверхностей требует применения специального оборудования и инструмента, усложняется контроль деталей). В зависимости от формы профиля резьбы делятся на:
• метрические (с треугольным профилем, исходным для которого является равносторонний треугольник с углом при вершине 60°);
•дюймовые (с симметричным треугольным профилем и углом при вершине 55°), применяемые обычно для труб, трубные;
• прямоугольные (с прямоугольным профилем);
• трапецеидальные (с симметричным трапецеидальным профилем);
• Упорные (с несимметричным трапецеидальным профилем);
• круглые (с профилем, образованным дугами).
Кроме того, разработаны резьбы, предназначенные для де-еи из определенных материалов, например, для деталей из Ст-Масс, для керамических деталей, специальные резьбы для кретных видов изделий, например, окулярные резьбы и др.
По функциональному назначению следует различать резьбовые соединения делительные («отсчетные») и силовые. первые предназначены для обеспечения высокой точности линейных и угловых перемещений в измерительных приборах jj технологическом оборудовании. Так, в микрометрических при. борах основной измерительный преобразователь — микромеррическая пара винт — гайка, в делительных машинах также основным механизмом является пара винт — гайка.
Силовые резьбовые соединения предназначены для создания значительных сил при перемещении детален (винтовые прессы, домкраты) или для предотвращения взаимного перемещения соединенных деталей (соединения крышка — корпус, резьбовые соединения деталей трубопроводов, крепление втулки на валу и др.). Деление резьбовых соединений на «отсчетные» и силовые условно и осуществляется исходя из основной функции механизма.
В зависимости от характера функционирования различают неподвижные (крепежные) и подвижные (кинематические) резьбовые соединения. Подвижные резьбовые соединения образуются благодаря применению посадок с зазором. В неподвижных соединениях можно использовать все виды посадок -с натягом, переходные и с зазором. Для того чтобы обеспечить неподвижность резьбового соединения при посадке с зазором, используют искусственные методы его выборки (вплоть до создания натягов в соединении) либо применяют дополнительные конструктивные элементы, предохраняющие детали от самоотвинчивания (стопорные шайбы, контргайки, проволочные замки, герметики и др.). Из этого следует, что в неподвижных резьбовых соединениях, полученных применением посадки с зазором, после окончательной сборки возможны натяги по рабочим сторонам профиля резьбы при сохранении зазоров по противоположным сторонам профиля. В тех резьбовых соединениях, где применяют переходные посадки, натяги создают с использованием специальных «элементов заклинивания» (плоский бурт или цилиндрическая цапфа либо заклинивание по не полностью нарезанному профилю резьбы).
В практической деятельности наибольшее распространение дучили метрические резьбы. 110 Для метрических резьб стандартизованы: . профиль резьбы; , номинальные диаметры и шаги, • нормы точности.
Профиль метрической резьбы регламентирован [ ОСТ 9150-2002 (ИСО 68-1-98) «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль».
В основу профиля резьбы положен исходный треугольник резьбы (рис. 30) с углом профиля 60°, высотой исходного треугольника  и заданным шагом
и заданным шагом  .
.
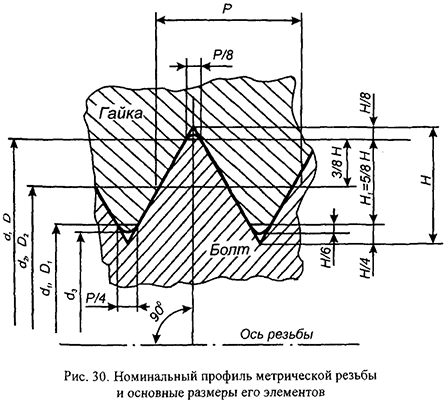
К основным размерам элементов метрической резьбы от носятся:
 — наружный диаметр наружной резьбы (болта), наружный диаметр внутренней резьбы (гайки);
— наружный диаметр наружной резьбы (болта), наружный диаметр внутренней резьбы (гайки); — средний диаметр наружной резьбы (болта), средний диаметр внутренний резьбы (гайки);
— средний диаметр наружной резьбы (болта), средний диаметр внутренний резьбы (гайки); — внутренний диаметр наружной резьбы (болта) внутренний диаметр внутренней резьбы (гайки);
— внутренний диаметр наружной резьбы (болта) внутренний диаметр внутренней резьбы (гайки); — внутренний диаметр болта по дну впадины;
— внутренний диаметр болта по дну впадины; — шаг резьбы;
— шаг резьбы; — высота исходного треугольника;
— высота исходного треугольника; — угол профиля резьбы;
— угол профиля резьбы; — номинальный радиус закругления впадины болта;
— номинальный радиус закругления впадины болта; — рабочая высота профиля.
— рабочая высота профиля.
ГОСТ 8724-2002 (ИСО 261-98) «Основные нормы взаимозаменяемости. Резьба «метрическая. Диаметры и шаги» устанавливает диаметры метрической резьбы от 0,25 до 600 мм и шаги от 0,075 до 6 мм.
Стандартом установлены 3 ряда диаметров резьбы (при выборе диаметра предпочтение отдается первому ряду). Для каждого номинального диаметра резьбы определены соответствующие шаги, которые могут включать крупный шаг и од» или несколько мелких шагов.
Номинальные значения диаметров метрической резьб) регламентированы ГОСТ 24705-81 «Основные нормы взаиме заменяемости. Резьба метрическая. Основные размеры».
Стандартизованы резьбовые посадки с зазором, с натягом и переходные, которые определяют характер соединения я боковым сторонам резьбового профиля.
Система допусков и посадок метрической резьбы нор>,!1 рована следующими стандартами:
-ГОСТ 16093-81 «Основные нормы взаимозаменяемое!1′ Резьба метрическая. Допуски. Посадки с зазором»;
-ГОСТ 4608-81 «Основные нормы взаимозаменяемости. Резьба метрическая. Посадки с натягом»;
.ГОСТ 2483481 «Основные нормы взаимозаменяемости, резьба метрическая. Переходные посадки».
Для: получения резьбовых посадок с зазором нормируют допуски диаметров резьбы по степеням точности от 3 до 10. Для нормирования положения полей допусков внутренней резьбы ((гайки) предусмотрены четыре основных отклонения  (рис. 31), а для наружной резьбы (болта) пять основных отклонений
(рис. 31), а для наружной резьбы (болта) пять основных отклонений  (рис. 32).
(рис. 32).
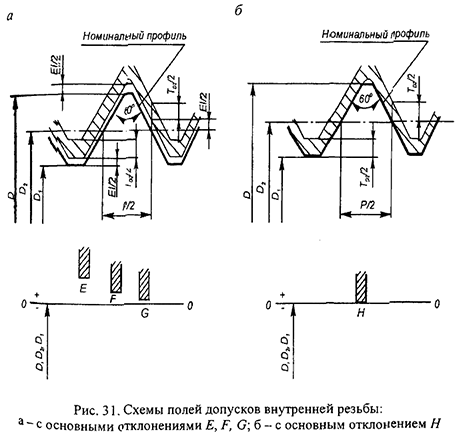
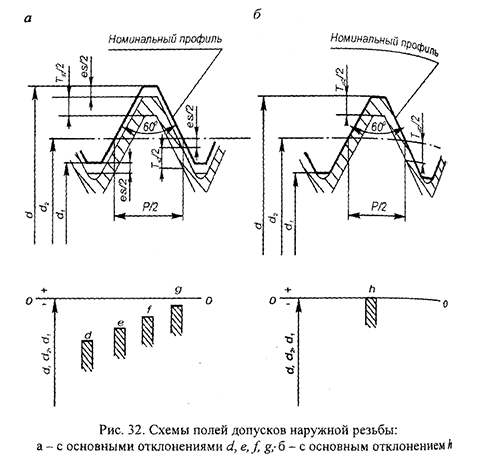
Для наружной и внутренней резьбы кроме степеней точности установлены также три класса точности, условно взеванные точный, средний и грубый, в которые входят допуск определенных стандартом степеней точности.
Резьбы точного класса рекомендуется применять для вещественных статически нагруженных резьбовых соединен и при необходимости малых колебаний характера класс точности рекомендуется для резьб общего значения. Для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т.д., предпочтение отдается грубому классу точности.
ГОСТ 16093 устанавливает также три группы длин короткие  , нормальные
, нормальные  и длинные . При одном и том же классе точности допуск на средний диаметр резьбы при длине свинчивания
и длинные . При одном и том же классе точности допуск на средний диаметр резьбы при длине свинчивания  рекомендуется при длине свинчивания — уменьшать на одну степень точности по сравнению с допусками, установленными свинчивания . Данные рекомендации позволяют дать точность резьбы в зависимости от конструктивных технологических требований.
рекомендуется при длине свинчивания — уменьшать на одну степень точности по сравнению с допусками, установленными свинчивания . Данные рекомендации позволяют дать точность резьбы в зависимости от конструктивных технологических требований.
И соответствие полей допусков наружной и внутренней резьбы кассам точности и длинам свинчивания приведено в табл. 23
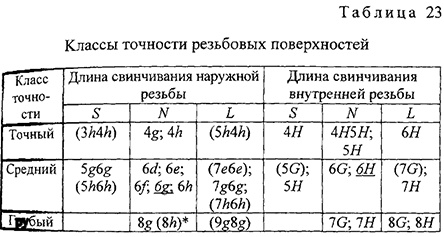
возможности разборки деталей без повреждения щения смазки); ‘
• при необходимости быстрой и легкой свинчива деталей (даже при наличии небольшого загрязнеий повреждения резьбы);
• при нанесении на покрытия значительной.
Обозначение поля допуска резьбы состоит из цифры, значающей степень точности, и буквы, обозначающей отклонение (например,  ), и следует за обозначен^’ размера резьбы.
), и следует за обозначен^’ размера резьбы.
Для внутренней резьбы (гайки) поля допусков задаются средний  и внутренний
и внутренний  диаметры; для наружной резьб (болта) — на средний
диаметры; для наружной резьб (болта) — на средний  и наружный
и наружный  диаметры. Например, обозначении
диаметры. Например, обозначении  указаны поле допуска внутренней резьбу по диаметру
указаны поле допуска внутренней резьбу по диаметру  и поле допуска внутренней резьбы ж диаметру
и поле допуска внутренней резьбы ж диаметру  .
.
Если обозначения полей допусков двух диаметров совпадают, то в общем обозначении они не повторяются. Например, 6е-поля допусков наружной резьбы (болта) по диаметрам и .
Посадка в резьбовом соединении обозначается дробью, в числителе которой указывается обозначение поля допуска внутренней резьбы, в знаменателе — наружной резьбы. Например  , где
, где  — резьба метрическая; 12 мм — номинальный! диаметр резьбы; шаг резьбы — крупный (
— резьба метрическая; 12 мм — номинальный! диаметр резьбы; шаг резьбы — крупный ( — в обозначении не указывается);
— в обозначении не указывается);  — поле допуска внутренней резьбы (гайки) по среднему и внутреннему диаметрам;
— поле допуска внутренней резьбы (гайки) по среднему и внутреннему диаметрам;  — поле допуск наружной резьбы (болта) по среднему и наружному диаметрам-
— поле допуск наружной резьбы (болта) по среднему и наружному диаметрам-
Обозначение левой метрической резьбы с мелким шагом длиной свинчивания, отличающейся от нормальной, имеет следующий вид:  , где шаг резьбы — мел
, где шаг резьбы — мел  — левая резьба; длина свинчивания 30 мм. Нормальная длина свинчивания
— левая резьба; длина свинчивания 30 мм. Нормальная длина свинчивания  в обозначении не указывается-
в обозначении не указывается-
При обозначении многозаходной метрической резьбы указываются буква , номинальный диаметр резьбы, буквы хода резьбы, буква и значение шага. Например, условное обозначение двухзаходной резьбы с номинальным i6 мм, ходом 3 мм и шагом 1,5 мм:

Резьбовые посадки с натягом (ГОСТ 4608) предусмотрены резьб метрических резьб с диаметрами от 5 до 45 мм и шагами мм. Эти посадки предназначены для наружных деталей из стали, сопрягаемых с внутренними резь-деталях из стали, высокопрочных и титановых сплана, алюминиевых и магниевых сплавов. В получения резьбовых посадок с натягом по среднему диаметру предусмотрены следующие поля допусков (рис. 33): внутренней резьбы (гайки) —  , для наружной резьбы
, для наружной резьбы  для диаметров выступов внутренней резьбы —
для диаметров выступов внутренней резьбы — 
 , а для диаметров выступов наружной резьбы —
, а для диаметров выступов наружной резьбы —  .
.
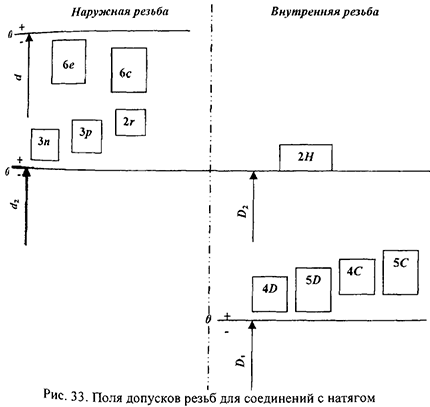
Посадки с натягом по среднему диаметру резьбы смотрены только в системе основного отверстия. 11 ^
Резьбовые посадки с натягом по среднему диаметр используют в тех случаях, когда необходимо обеспечив метичность или предотвратить самоотвинчивание шпил действием вибраций, переменных нагрузок и изменен бочей температуры. Примером может служить посадка & бы шпилек в корпуса двигателей, в ступицы колёс авто, лей и т. п. 1
При необходимости обеспечения более однородного н га и повышения прочности соединений резьбовые детали тируют на группы, а затем собирают из одноименных (селективная сборка). Предусмотрена сортировка резьбов^ деталей по среднему диаметру на две или три группы.
Для устранения заклинивания при свинчивании тугой бы по наружному и внутреннему диаметрам предусмотрен гарантированные зазоры.
Для резьб с натягом стандартом нормированы предельны’ отклонения шага и угла наклона боковой стороны профиле Кроме того, на качество резьбовых соединений с натяга влияют отклонения формы наружной и внутренней резьбы. 1 данном случае отклонение формы, определяемое между наибольшим и наименьшим действительными среди ми диаметрами, не должно превышать 25 % допуска средне! диаметра. «Обратная конусность» не допускается.
Виды посадок с натягом в зависимости от материала ли с внутренней резьбой и шага резьбы приведены в табл. 24 Пример условного обозначения резьбовой посадки с натягом резьбы:

где  — резьба метрическая 16 мм — номинальный диаметр резьбы; шаг резьбы — крупна (
— резьба метрическая 16 мм — номинальный диаметр резьбы; шаг резьбы — крупна ( , в обозначении не указывается);
, в обозначении не указывается);  — поле внутренней резьбы по среднему диаметру,
— поле внутренней резьбы по среднему диаметру,  — поле допуск внутренней резьбы по внутреннему диаметру;
— поле допуск внутренней резьбы по внутреннему диаметру;  — поле запуска наружной резьбы по среднему диаметру; в скобках зано число сортировочных групп (3). Поля допусков наружной наружному диаметру —
— поле запуска наружной резьбы по среднему диаметру; в скобках зано число сортировочных групп (3). Поля допусков наружной наружному диаметру —  высокопрочные и титановые сплавы.
высокопрочные и титановые сплавы.
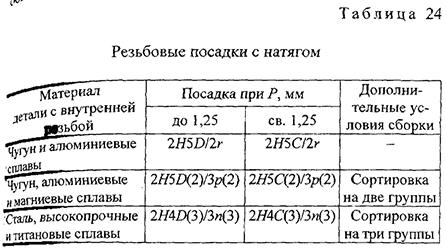
Для образования переходных резьбовых посадок ГОСТ 24834 предусматривает следующие поля допусков (рис. 34): для внутренней резьбы (гайки) —  для наружной резьбы (болта) —
для наружной резьбы (болта) — 
В переходных посадках дополнительно применяются элементы заклинивания шиилек: конический сбег резьбы, плозий бурт и цилиндрическая цапфа.
Варианты переходных резьбовых посадок в зависимости 0т номинального диаметра резьбы и материала детали с внутренней резьбой приведены в табл. 25.
Для деталей в переходных резьбовых посадках требования * точности шага, углов, отклонениям формы наружной и Утренней резьбы аналогичны требованиям к деталям для резьбовых соединений с натягом.
Пример условного обозначения резьбовой переходной по
где — резьба метрическая; 16 мм — номинальный диаметр резьбы; шаг резьбы — крупный и  (в обозначении не указывается);
(в обозначении не указывается);  — поле допуска в ней резьбы (гайки) по среднему диаметру,
— поле допуска в ней резьбы (гайки) по среднему диаметру,  — поле внутренней резьбы (гайки) по внутреннему диаметру; допуска наружной резьбы (болта) по среднему диаметру. Поле допуска наружной резьбы (болта) по наружному метру
— поле внутренней резьбы (гайки) по внутреннему диаметру; допуска наружной резьбы (болта) по среднему диаметру. Поле допуска наружной резьбы (болта) по наружному метру  (в обозначении не указывается).
(в обозначении не указывается).
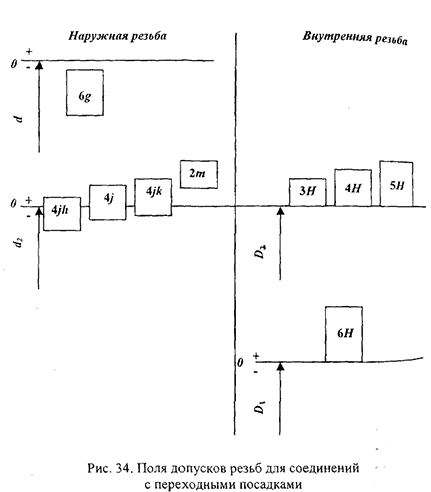
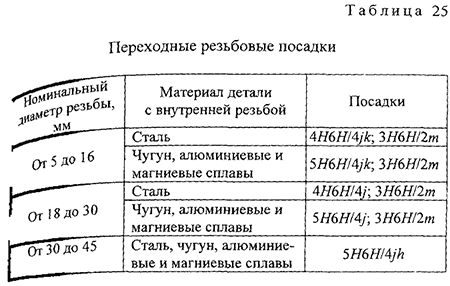
Примеры расчёта посадок резьбовых соединений
Дана резьбовая посадка с зазором:

Определяем номинальные значения диаметров внутренней резьбы (гайки) и наружной резьбы (болта) по ГОСТ 24705:

Сдельные отклонения диаметров резьбовых деталей с внутренней резьбой (гайки) и наружной резьбой (болта) выбираем по ГОСТ 16093 и результаты представляем в таблице (табл. 26).
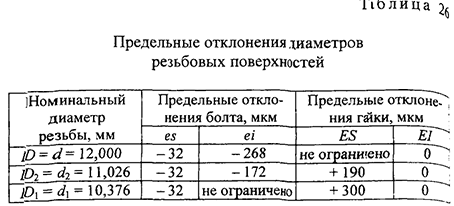
Определяем предельные размеры внутренне резьбы (гайки!) и наружной резьбы (болта) и результаты подставляем в таблице (табл. 27).
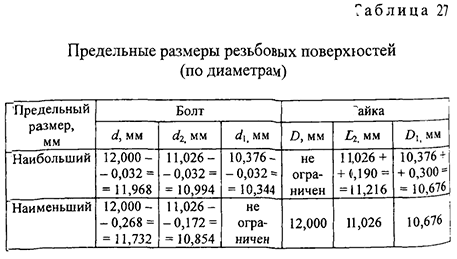
Строим схему расположения полей допусков резьбового соединения

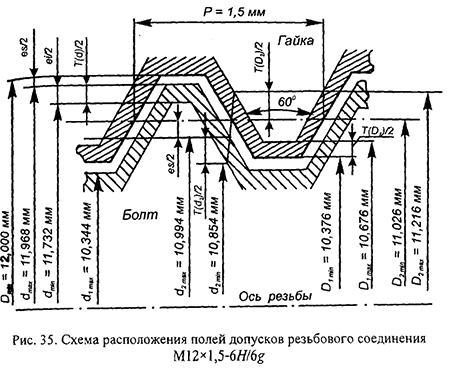
Рассчитываем предельные значения зазоров в резьбовой посадке:
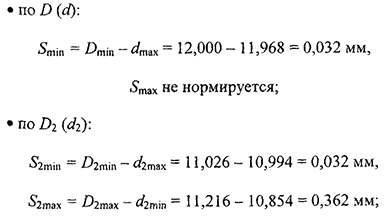
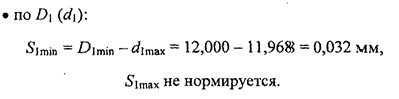
Дана резьбовая посадка с натягом:

Определяем номинальные значения диаметров внутренней и наружной резьб (ГОСТ 24705):

Предельные отклонения диаметров резьбовых поверхностей внутренней и наружной резьбы выбираем по ГОСТ 4608 и результаты представляем в таблице (табл. 28).
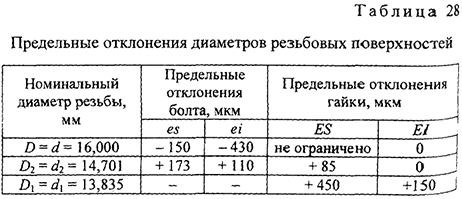
Определяем предельные размеры внутренней (гайки) наружной (болта) резьбы и результаты представляем в таблице (табл. 29).
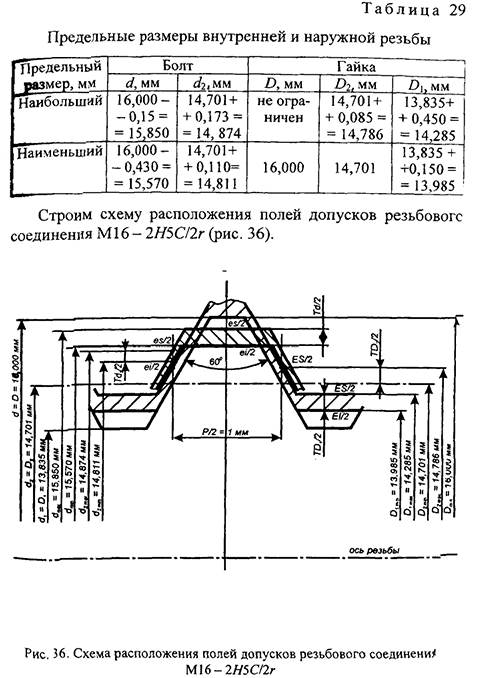
Рассчитываем предельные значения натягов в резьбовой посадке (только по среднему диаметру):

Возможно эта страница вам будет полезна:
| Нормирование точности технические измерения |
Выбор и назначение норм точности зубчатых колес и передач
Зубчатые передачи предназначены для передачи крутящих моментов от ведущего вала ведомому при заданном соотношении угловых скоростей валов.
В приборах и технологическом оборудовании (в кинематических цепях станков, воспроизводящих сложные поверхности, например, при обработке резьбы и зубчатых колес) применяют так называемые «отсчетные передачи» (их также называют «кинематические» или «делительные»). Колеса этих передач в большинстве случаев имеют небольшой модуль и работают при малых нагрузках и небольших скоростях. Основное внимание в таких передачах уделяют согласованности углов поворота ведущего и ведомого зубчатых колес, то есть их кинематической точности. Кинематическая точность передачи определяет уровень непостоянства передаточного отношения за полный оборот зубчатого колеса. Одним из показателей кинематической точности является кинематическая погрешность передачи — разность действительного и номинального углов поворота ведомого колеса.
В технике часто встречаются и «силовые» (тяжело нагруженные) зубчатые передачи, это передачи в редукторах и коробках скоростей тяжелых машин, передачи подъемно-транспортных механизмов, штамповочных и ковочных прессов и т.д. Зубчатые колеса таких передач обычно характеризуются большими модулями и имеют относительно широкие зубчатые венцы. К этим передачам обычно не предъявляют высоких требований по точности угловых перемещений при вращении. При передаче больших крутящих моментов нужен надежный контакт зубьев по боковым поверхностям и максимальное использование площади рабочих поверхностей зубьев.
Деление зубчатых передач на «отсчетные» и «силовые» достаточно условно, поскольку все они передают крутящие моменты и все должны обеспечить пропорциональность углов поворота. Например, передачи в механических или электронно-механических часах вполне могут оказаться силовыми, если малые по абсолютному значению крутящие моменты передаются узкими зубцами с мелким модулем.
Как отсчетные, так и силовые передачи могут работать при разных скоростях, на основании чего их делят на скоростные (высокоскоростные, быстроходные) и тихоходные. К скоростным относят передачи, работающие при относительно высоких окружных скоростях (15 — 100 м/с) и частотах вращения быстроходного вала 500 — 5000 об/мин. Примеры скоростных передач — первые ступени редукторов турбин судовых и авиационных двигателей. Такие передачи встречаются в коробках скоростей автомобилей, в редукторах станков и другого технологического оборудования при использовании в нем высокооборотных двигателей. Колеса скоростных передач обычно имеют средние модули и передают не слишком большие моменты, при этом их зубья могут подвергаться значительным динамическим воздействиям.
Для снижения динамических нагрузок в скоростных передачах предъявляют повышенные требования к плавности их работы. Плавность работы передачи зависит от колебания мгновенных передаточных отношений, то есть от изменений передаточных отношений за моменты времени, которые значительно меньше времени полного оборота зубчатого колеса в зацеплении. Эти колебания многократно воспроизводятся за один оборот колеса. Основными причинами неплавности являются такие погрешности зубчатых венцов, как неправильное взаимное расположение зубьев (погрешности шага) и неточность формы рабочих поверхностей (погрешности формы профиля зубьев). Низкий уровень плавности работы зацеплюния приводит к повышению уровня вибраций и шума при рабэте изделия.
Для характеристики плавности работы реального колеса или передачи используют циклические погрешности, которые пэвторяются с некоторой определенной частотой за один обо* рот колеса, например, погрешности зубцовой или удвоенной зубцовой частоты. Под циклической погрешностью зубцовой частоты понимают удвоенную амплитуду гармонической составляющей кинематической погрешности передачи с частотой повторения, равной частоте входа зубьев в зацепление.
Зубчатые передачи, не имеющие явно выраженного эксплуатационного характера (передача не требует высокой точности передаточного отношения, работает при небольших скоростях и передает средние крутящие моменты), относят к передачам общего назначения. Такие передачи используют, как правило, для обеспечения вспомогательных функций механизмов машин (например, передача ручного привода в автоматизированном оборудовании) и иногда называют вспомогательными. К таким передачам не предъявляют повышенных требований по какой-либо из норм точности.
Эвольвентное зацепление теоретически способно работать при нулевых боковых зазорах (толщина зуба, находящегося в зацеплении, равна ширине впадины ответного колеса). Однако неточности изготовления зубчатого венца приводят к искажению формы и взаимному смещению реальных профилей зубьев, что может вызвать их деформацию или поломку-Смещение реальных профилей зубьев может также быть следствием неточностей изготовления корпусных деталей и монтажа зубчатых колес. Видоизменяют профиль зубьев и расположение также температурные и силовые деформаций Для компенсации технологических неточностей и эксплуатацнонных искажений назначают боковой зазор между неработаюими профилями зубьев, обеспечивающий нормальную работу передачи.
ГОСТ 1643-81 «Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски» устанавливает 12 степеней точности цилиндрических зубчатых колес и передач — с 1 по 12 в порядке убывания точности. В настоящее время допуски и предельные отклонения параметров зубчатых колес и передач нормированы для степеней точности 3…12, а степени 1 и 2 предусмотрены как перспективные. Для каждой передачи (зубчатого колеса) стандартом установлены нормы точности трех видов, определяющие степени точности по кормам кинематической точности, плавности работы и контакта зубьев.
Независимо от степеней точности устанавливают виды сопряжений, которые определяют требования к боковому зазору. ГОСТ 1643 устанавливает для зубчатых колес и передач с модулем от 1 до 55 мм шесть видов сопряжений 
 и восемь видов допуска
и восемь видов допуска  гарантированного бокового зазора
гарантированного бокового зазора  . С увеличением в сопряжении гарантированного бокового зазора обычно возрастает и ширина поля допуска бокового зазора, которая определяется видом допуска зазора (рис. 37). Вид допуска в таком случае обозначают строчной буквой, одноименной виду сопряжения (кроме вида допуска е). В большинстве случаев для зубчатых колес и передач рекомендуется поддерживать определенное соответствие между видом сопряжения, допуском бокового зазора и классом отклонения межосевого расстояния (табл. 30).
. С увеличением в сопряжении гарантированного бокового зазора обычно возрастает и ширина поля допуска бокового зазора, которая определяется видом допуска зазора (рис. 37). Вид допуска в таком случае обозначают строчной буквой, одноименной виду сопряжения (кроме вида допуска е). В большинстве случаев для зубчатых колес и передач рекомендуется поддерживать определенное соответствие между видом сопряжения, допуском бокового зазора и классом отклонения межосевого расстояния (табл. 30).
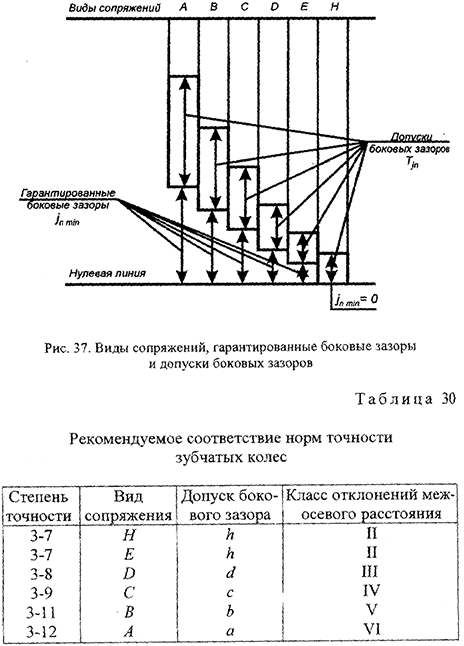
Диапазон реального бокового зазора в передаче зависит от да сопряжения, вида допуска зазора и класса точности , межосевого расстояния в передаче.
Вид сопряжения устанавливает минимальное значение зазора, вид допуска ограничивает рассеяние :азора между минимальным (гарантированным) и максимально допустимым значениями. Класс точности нормирует рассеяние межосевого расстояния в передаче, от которого зависит (сближение зубчатых венков, а значит, и боковой зазор. Для отдельно взятого зубчатой колеса боковой зазор рассматривает как зазор между нерабочими профилями зубьев в воображаемом сопряжении рассматриваемого колеса с идеальным при выдержанном номинальном межосевом расстоянии.
Обозначение точности зубчатой передний или колеса включает обозначения назначенных норм точности, то есть степеней точности по показателям кинематической точности, плавность работы, контакта зубьев и норм бокового зазора в передаче. При установлении неодинаковых степеней точности по разным нормам, а также при несоответствии между видом сопряжения, допуском бокового зазора и классом точности межосевого расстояния в обозначении пишется три цифры (степени точности) и две буквы (вид сопряжения и допуск бокового зазора), а через косую черту указывался класс отклонения меяосевого расстояния. Например, обозначение 7-8-7 Sc/IV ГОСТ 1643 расшифровывается следующим образом: степень точности по нормам кинематической точности 7, по Нормам плавности работы 8, по нормам контакта зубьев 7, вид сопряжения В, вид допуска бокового зазора с, класс точности Межосевого расстояния IV.
При одинаковых степенях точности и соблюдении соответствия вида сопряжения, допуска бокового зазора и класса осевого расстояния обозначение сокращается. Например, значение 9-В ГОСТ 1643 читается «степени точности по нормам кинематической точности, плавности работы и контакта зубьев 9, вид сопряжения  , вид допуска бокового зазора
, вид допуска бокового зазора  , класс точности межосевого расстояния
, класс точности межосевого расстояния  >>.
>>.
При выборе норм точности изготовления зубчатых колес ц сборки передач необходимо исходить из назначения передачи, условий ее эксплуатации, специфических требований к ней (при их наличии), т. е. учитывать окружную скорость колес, передаваемую мощность, продолжительность и режим работы, требования к кинематической точности, плавности, бесшумности, отсутствию вибраций, надежности и т.д.
При выборе и обосновании степеней точности и боковых зазоров зубчатых передач следует использовать один из следующих методов:
• аналитический (расчетный);
• экспериментальный (опытный);
• метод подобия.
Аналитический метод заключается в том, что на основе кинематического расчета погрешностей всей передачи и допустимого угла рассогласования определяется необходимая степень точности по нормам кинематической точности.
В основу расчета степени точности по норме плавности закладываются расчеты динамики передачи, вибраций и шумовых характеристик передачи.
Степень точности по норме контакта зубьев определяется на основе прочностных расчетов и расчетов на долговечность.
Экспериментальный метод требует изготовления передач с разными нормами точности и проведения экспериментальных исследований этих передач, что может быть реализовано только при подготовке к серийному производству новых изделий на предприятии с большими научно-техническими возможностями.
Метод подобия (метод аналогов) позволяет назначать нормы точности передачи по аналогии с действующими передачами, апробированными эксплуатацией на протяжении Для’ тельного периода.Такой метод рекомендуется использовать при выполнении курсовой (контрольной) работы, т. к. он базируется на обобщенных рекомендациях, приведенных в литературных источниках и нормативной документации. В табл. 31 содержатся Обобщенные рекомендации и типовые примеры использования различных степеней точности зубчатых передач.
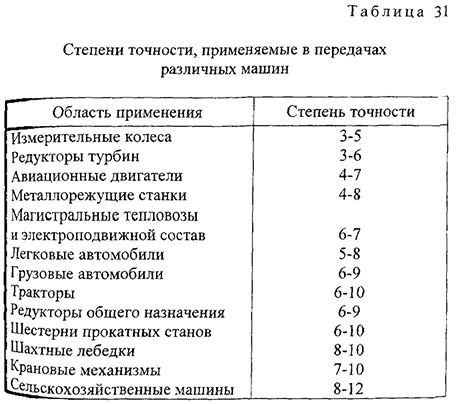
Стандарт допускает определенное комбинирование норм рематической точности, плавности работы и контакта по степеням точности. Поскольку между элементами атых колес существует взаимосвязь, нормы плавности колес и передач могут быть не более чем на две степеннее или на одну степень грубее норм кинематической точности. Степень точности по нормам контакта назначена не более чем на одну степень грубее степени по нормам плавности или шобой степени, более (-чем степень по нормам плавности.
По разным профилям зубьев (левым и правым) того же зубчатого колеса могут быть заданы разные точности. Это может дать определенную экономию при ботке зубчатых колес, предназначенных для нереверсив работы. Чтобы избежать неправильной сборки, такие код имеют асимметричную ступицу или на них наносят спеццаную отличительную маркировку.
Допускается не назначать, а значит, и не контролировав степень точности на норму, не имеющую принципиального значения для конкретной конструкции зубчатого колеса. Если на одну из норм не задана степень точности, то на соответствующем месте обозначения точности зубчатого колеса вместе цифры ставят букву А’, например, l-N-6-Ва ГОСТ 1643.
Возможность комбинирования норм точности ПОЗВОЛЯЙ наилучшим образом назначать требования к точности передачи исходя из учета конкретных условий работы. Так, в дели тельных передачах управляющих или следящих систем основное значение придают кинематической точности и иногда плавности работы, в то время как требования к контакту,; также к боковому зазору заметно понижаются. Особенно эти проявляется у передач, рассчитанных на кратковременные срок службы и нереверсируехмых или же имеющих люфтовы бирающие устройства.
В большинстве случаев для автомобильных и тракторные зубчатых колес, входящих в коробку скоростей, требования кинематической точности назначаются по более грубой cтепени точности по сравнению со степенью точности по нор плавности работы, поскольку основными требованиями к работе передачи являются снижение динамических нагрузок и зубья, уровня вибраций и шума.
Для тяжело нагруженных передач, работающих с невысокими скоростями без реверсирования, например редукторов оборудования, основным требованием является х рабочих поверхностей зубьев (прилегание при боковых поверхностей зуба как по длине). Требования к кинематической точности и к боковым в этих условиях работы передач не являются решают. Плавность работы должна предотвратить появление крайний шума.
Для высокоскоростных тяжело нагруженных турбинных передач весьма существенны требования ко всем трем видам точности — кинематической, плавности работы и контакта. В го же время у этих передач должны быть значительными боковые зазоры (0,1 модуля и более).
Комбинирование норм точности из разных степеней существенно с технологической точки зрения, поскольку каждая отделочная операция, как правило, повышает качество колеса не по всем трем нормам точности, а только в отношении одной нормы. Например, шлифование зубьев колеса улучшает главным образом кинематическую точность, шевингование -в первую очередь плавность работы колеса, а притирка — контакт между зубьями. Благодаря комбинированию норм из разных степеней точности изготовление становится более экономичным, при этом обеспечиваются требуемые эксплуатационные свойства колеса.
Значения боковых зазоров между нерабочими профилями зубьев устанавливают, регламентируя нормы на изготовление зубчатых колес и сборку передач. С эксплуатационной точки ]Рения требования к боковым зазорам непосредственно несвязаны с назначенными степенями точности зубчатых переч. Известно, что в точных передачах могут требоваться малые, а иногда и очень большие боковые зазоры. Для вильной эксплуатации передачи основное значение имеет боковой зазор, который может получиться между зубьями в передаче при наименее выгодном расположение зубчатых колес.
Гарантированный, т. е. наименьший из возможных в пере даче, боковой зазор между нерабочими профилями зубьев колеса при контакте рабочих профилей должен быть достаточным для обеспечения нормальных условий работы передачи. Очевидно, что необходимое уменьшение толщины зубьев колес должно’ учитывать не только значение гарантированного зазора в идеальной передаче, но также и его возможное уменьшение из-за погрешностей изготовления и сборки передач. Этот зазор должен компенсировать возможное изменение размеров колес, возникающее вследствие нагрева передач в процессе эксплуатации, обеспечить нормальные условия смазки зубьев, а также устранить удары по нерабочим профилям, которые могут возникать в случае разрыва из-за динамических явлений контакта рабочих профилей.
При небольших боковых зазорах вероятность заклинивания зубьев передачи значительно возрастает из-за температурных деформаций материала зубьев при нагреве передачи в процессе эксплуатации. Поэтому для предотвращения возможного выхода передач из строя необходимо в первую очередь гарантировать, что боковой зазор не будет меньше допустимого. Наименьший боковой зазор влияет на шум, возникающий при реверсивном и старт-стопном режимах работы передачи. Поэтому необходимо в первую очередь предоставить возможность разработчику выбирать именно наименьший боковой зазор, а не его наибольшее или же среднее значение.
Расчет гарантированного бокового зазора должен производиться исходя из:
- температурного режима работы передачи;
- окружной скорости работы зубчатых колес и способа смазки зубьев;
- влияния свободного поворота колес в пределах бокового зазора на эксплуатационные качества передачи.
Выбор контрольного комплекса зубчатого колеса Для оценки метрологических параметров зубчатых колёс необходимо обеспечить их контроль по всем нормам точности Показателям кинематической точности, плавности работы, зубьев и по боковому зазору в передаче). Стандарт регламентированы контрольные комплексы показателей, обеспечивающие проверку соответствия зубчатого колеса всем установленным нормам. В табл. 32 приведены возможные контрольные комплексы.
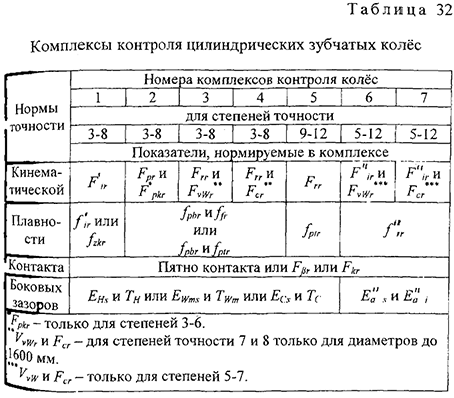
Каждый из контрольных комплексов устанавливает покапли, необходимые для контроля зубчатого колеса по всем значенным нормам точности, причем все стандартные комиксы равноправны. Для контроля каждой из норм точности может быть выбран либо комплексный показатель, либо частный комплекс, характеризующий именно эту норму точности.
Например, в контрольный комплекс может входить ком, пленный показатель кинематической точности  , либо частные комплексы из элементарных показателей кинематической точности
, либо частные комплексы из элементарных показателей кинематической точности

Установленные стандартом нормы (предельно допустимые значения ли допуски) для зубчатых колес или передач с соответствующими номинальными параметрами и определенной степени точности обозначаются такими же литерами с индексами, но без последней в индексе буквы  , например,
, например,

При выборе контрольного комплекса для изготовленных зубчатых колес следует отдавать предпочтение не частным комплексам, а комплексным показателям.
В соответствии с имеющимися в стандарте таблицами численных величин отклонений и допусков не все комплексы могут быть использованы дм любых размеров колес. Так, например, отклонения измерительного межосевого расстояния нормируются для колес с модулем до 16 и диаметром до 1000 мм, погрешность профиля — для диаметров до 1000 мм, колебания длины общей нормали — для диаметров до 1600 мм. Кроме того, не во всех степенях точности имеются требованию ко всем показателям точности.
При выборе комплекса следует руководствоваться принципом инверсии, в соответствии с которым следует отдавать предпочтение методам контроля, в большей степени отвечающим условиям эксплуатации зубчатой передачи. При контроле, в качестве измерительной базы рекомендуется использова конструкторскую (монтажную) базу детали, т. е. поверхности определяющую положение зубчатого колеса в собранном или механизме. Для соблюдения этих условий при контроле качестве измерительной базы желательно имитировать чую ось колеса, а сам контроль осуществлять в однопрофи зацеплении с измерительным зубчатым колесом. Однако условия не всегда реализуемы и могут быть использова-для измерения не всей номенклатуры показателей. Требования к точности каждой из перечисленных норм т0чности могут быть заданы ограничением отклонений комплексных показателей качества колеса или передачи, непосредственно характеризующих нарушение соответствующих эксплуатационных свойств передачи, таких как кинематическая точность, плавность работы, прилегание зубьев и боко-вИх зазоров. Вместе с тем, учитывая большое разнообразие применяемых методов и средств контроля, вследствие различных требований к точности колес, отличий в габаритных размерах колес, объемах производства, применяемых процессах обработки и т. д., во многих случаях нормируют требования к отдельным элементам зубчатых колес. Каждый из элементов является одной из составляющих комплексных погрешностей колеса, о которых говорилось раньше.
Выбор поэлементных показателей точности вместо комплексных может быть обусловлен относительной простотой и дешевизной средств измерений по сравнению с приборами для измерения комплексных показателей. Кроме того, средства измерений поэлементных показателей в ряде случаев значительно удобнее при выявлении конкретных технологических по-фешностей (с целью подначадки технологического процесса). Поэтому при контроле точности технологических процессов чаще выбирают поэлементные показатели (параметры), непосредственно связанные с технологическими источниками погрешностей. Поэлементные измерения показателей точности зубчатых колес можно осуществлять непосредственно на работа месте, используя технологическое оборудование. Некото-параметры зубчатого колеса измеряют непосредственно на врезном станке, не снимая колеса со станка.
Основные показатели кинематической точности
Наиболее полно кинематическая точность колес выявляется при измерении кинематической погрешности  или комплексной погрешности шага зубчатого колеса
или комплексной погрешности шага зубчатого колеса  , которые являются комплексными показателями.
, которые являются комплексными показателями.
Вместо этих параметров могут быть использованы частные контрольные комплексы (например  и
и  ), содержащие требования к двум параметрам колеса, связанным с радиальной и тангенциальной составляющими кинематической погрешности. В приведенном частном комплексе — радиальное биение зубчатого венца, a — колебание длины общей нормали (тангенциальная составляющая).
), содержащие требования к двум параметрам колеса, связанным с радиальной и тангенциальной составляющими кинематической погрешности. В приведенном частном комплексе — радиальное биение зубчатого венца, a — колебание длины общей нормали (тангенциальная составляющая).
Биение рабочей оси зубообрабатывающего станка и неточность установки заготовки колеса относительно этой оси вызывают появление радиальной составляющей кинематической погрешности. Тангенциальная составляющая кинематической погрешности связана с погрешностями угловых («делительных») кинематических перемещений элементов зуборезного станка.
В частных контрольных комплексах, определяющих нормы кинематической точности, используют такие показатели, как колебания измерительного межосевого расстояния за оборот колеса или радиальное биение зубчатого венца (характеризуют радиальную составляющую кинематической погрешности), дополненные погрешностью обката или колебанием длины общей нормали (они характеризуют тангенциальную составляющую кинематической погрешности) Стандарт предусматривает возможности применения других частных комплексов, определяющих степень кинематической точности колес.
Основные показатели нормы плавности работы
К ним можно отнести такие, как местная кинематическая погрешность  и циклическая погрешность колеса
и циклическая погрешность колеса  равная удвоенной амплитуде гармонической составляющей кинематической погрешности зубчатого колеса.
равная удвоенной амплитуде гармонической составляющей кинематической погрешности зубчатого колеса.
Под циклической погрешностью зубцовой частоты  понимают составляющую кинематической погрешности колеса, периодически повторяющуюся за один его оборот с частотой повторений, равной частоте входа зубьев в зацепление.
понимают составляющую кинематической погрешности колеса, периодически повторяющуюся за один его оборот с частотой повторений, равной частоте входа зубьев в зацепление.
Наиболее совершенным способом выделения циклических погрешностей является гармонический анализ результатов измерения кинематической погрешности, но поскольку измерения на кинематометрах сравнительно редки и дороги, чаще используют другие показатели плавности.
Показателями плавности являются отклонения шага зубьев зубчатого колеса  и отклонения шага зацепления
и отклонения шага зацепления  от номинальных значений, погрешности профиля зубьев
от номинальных значений, погрешности профиля зубьев  и др.
и др.
Под отклонением (торцового) шага зубьев зубчатого колеса понимают разность действительного шага и расчетного торцового шага зубчатого колеса.
Под действительным шагом зацепления понимают расстояние между параллельными плоскостями, касательными к двум одноименным активным боковым поверхностям соседних зубьев зубчатого колеса.
Погрешность профиля зуба — расстояние по нормали между двумя ближайшими друг к другу номинальными торцовыми профилями, между которыми находится действительный торцовый профиль на активном участке зуба зубчатого колеса. Под действительным торцовым профилем зуба понижается линия пересечения действительной боковой поверхности зубчатого колеса с плоскостью, перпендикулярной к его Рабочей оси, а под активным участком зуба — та часть поверхности, которая выполнена по эвольвенте и контактирует соответсветным колесом.
Основные показатели нормы контакта зубьев
Полноту контакта поверхностей зубьев оценивают по пятну контакта (интегральный показатель контакта) или по частным показателям. Пятно контакта можно определять непосредственно в собранной передаче, а также на контрольно-обкатных станках, специальных стендах или на межосемерах при зацеплении контролируемого колеса с измерительным и соблюдении номинального межосевого расстояния. Для контроля пятна контакта боковую поверхность меньшего или измерительного колеса покрывают слоем краски (свинцовый сурик, берлинская лазурь) толщиной не более 4…6 мкм и производят обкатку колес при легком притормаживании. Размеры пятна контакта определяют в относительных единицах — процентах от длины и от высоты активной поверхности зуба. При оценке абсолютной длины пятна контакта из общей длины (в миллиметрах) вычитают разрывы пятна, если они превышают значение хмодуля зубчатого колеса (рис. 38).
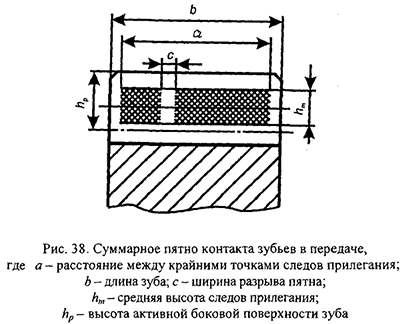
Оценка точности контакта боковой поверхности зубьев в передаче может быть выполнена раздельным контролем элементов, влияющих на продольный и высотный контакты зубьев колес.
Основные показатели бокового зазора
В качестве показателей зазора между нерабочими боковыми поверхностями зубьев колес могут быть использованы:
• межосевое расстояние, определяемое размерами зуба при комплексном контроле в беззазорном зацеплении с измерительным колесом;
• толщина зуба по хорде на заданном расстоянии от окружности выступов;
• длина общей нормали, значение которой зависит от толщины зуба;
• размер по роликам  определяемый смещением исходного контура.
определяемый смещением исходного контура.
Для контроля параметров зубчатых колёс применяют множество специально разработанных приборов. К ним относятся кинематомеры и межосемеры, а также приборы для контроля шага (шагомеры), отклонений и колебаний длины общей нормали (нормалемеры) и множество других. Некоторые приборы предназначены для контроля только одного параметра (эволь-Вентомер — для контроля профиля зуба, шагомер для контроля Шага зацепления), другие позволяют контролировать несколько параметров, в том числе и относящиеся к разным нормам точности. Так, межосемер можно использовать для контроля коле-межосевого расстояния за оборот колеса  (показатель из норм кинематической точности), колебания межосевого рас-на одном зубе
(показатель из норм кинематической точности), колебания межосевого рас-на одном зубе  (показатель норм плавности), отклонения межосевого расстояния от номинального
(показатель норм плавности), отклонения межосевого расстояния от номинального  (показатели норм бокового зазора). На этом же приборе можно контролировать и суммарное пятно контакта.
(показатели норм бокового зазора). На этом же приборе можно контролировать и суммарное пятно контакта.
Разработка рабочих чертежей цилинидрических зубчатых колёс
Исходным документом для разработки рабочих чертежей зубчатых колёс обычно служит чертеж общего вида должен содержать:
• изображение детали;
• основные размеры и точностные требования;
• основные параметры зубчатого венца и точность переда
• материал детали, покрытие и т. д.
Общие правила разработки рабочих чертежей цилиндрических зубчатых колёс определяют ГОСТ 2.109-73 «Един система конструкторской документации. Основные требования к чертежам» и ГОСТ 2.403-75 «Единая система конструкторской документации. Правила выполнения чертежей цилиндрических зубчатых колёс». В соответствии с требования, ми стандартов чертеж зубчатого колеса должен содержать сведения, необходимые для его изготовления и контроля: изображение детали с необходимыми размерами, допусками формы, расположения и параметрами шероховатости поверхностей; таблицу параметров зубчатого венца; технические требования, указание материала детали.
Изображения деталей зубчатых передач регламентированы ГОСТ 2.402-68 «Единая система конструкторской документации. Условные изображения зубчатых колёс, реек, червяков и звездочек цепных передач». Количество проекций тати на чертеже должно быть минимальным. Изображена колес, валов-шестерен выполняется в одной проекции — осевой разрез или продольный вид детали. Если в детали содержатся шпоночные пазы, на чертеже дается местный вид или сечение. На чертеже зубчатого колеса в правом верхнем углу помещают таблицу параметров зубчатого венца, который состоит из трех частей, разделяемых основными линиями.
В первой (верхней) части таблицы помещают основные данные для изготовления, которые включают модуль, зубьев, нормальный исходный контур (для нестандартных называют необходимые для воспроизведения параметры, стандартный задают ссылкой на стандарт), обозначение норм стоимости по ГОСТ 1643 и другие данные. той второй части таблицы помещают данные для контроля и точности, которые для колес с нестандартным исходным включают полный контрольный комплекс для пробки по нормам кинематической точности, плавности, конца и бокового зазора. Для колёс со стандартным исходным данные для контроля включают только данные для проверки по нормам бокового зазора, например:
• постоянную хорду  и высоту до постоянной хорды
и высоту до постоянной хорды 
(при этом указывают номинальное значение постоянной хорды до третьего знака после запятой (например, 3,803), а высоту до постоянной хорды приводят в виде номинального значения и двух отрицательных отклонений, например:  );
);
• толщину по хорде  и высота до постоянной хорды
и высота до постоянной хорды 
(в этом случае указывают номинальное значение высоты до хорды и контролируемое значение толщины с двумя отрицательными отклонениями);
• размер по роликам  и диаметр ролика
и диаметр ролика  (диаметр ролика указывают как номинальное значение, а контролируемый размер для наружного зубчатого венца — с двумя отрицательными отклонениями);
(диаметр ролика указывают как номинальное значение, а контролируемый размер для наружного зубчатого венца — с двумя отрицательными отклонениями);
• длину общей нормали  (номинальное значение с двумя отрицательными отклонениями для наружного зубчатого венца).
(номинальное значение с двумя отрицательными отклонениями для наружного зубчатого венца).
Б третьей части таблицы помещают справочные данные, в которые могут включаться делительный диаметр колеса, данные о сопрягаемом зубчатом колесе и прочие.
При выборе контрольного комплекса можно руководствоваться следующими соображениями:
- номенклатурой средств измерений;
- необходимостью контроля технологических uD изготовления;
- рациональностью выбора средств измерений.
Например, использование межосемера дает возмо*
контролировать (показатель кинематической точности (показатель плавности) и ( (показатель боков ^ зазора). При необходимости на нем .можно контролировав;, суммарное пятно контакта. Нормалемер даёт возможно * контролировать параметры, определяющие кинематическую точность и боковой зазор, и т. д.
Выбор методик измерительного контроля геометрических параметров
Контроль объекта предназначен для определения контролируемого свойства объекта установленным требованиям. В соответствии с определением контроль предусматривает выполнение двух действий:
, определение действительного значения контролируемого свойства;
• сопоставление действительного значения с нормами.
По результатам сопоставления оценивают соответствие по альтернативному принципу и дают заключение типа «соответствует — не соответствует» или «годен — не годен (брак)».
Контроль может осуществляться с использованием технических средств (аппаратурный контроль) или с использованием экспертной оценки (органолептический контроль). Измерительный контроль — один из видов аппаратурного контроля, который осуществляется с применением средств измерений. Для измерительного контроля геометрических параметров могут быть использованы универсальные или специальные средства измерений. К специальным средствам измерений, предназначенным для контроля только одного конкретного вида объектов, относятся жесткие калибры.
С точки зрения метрологии калибр — однозначная или многозначная мера. Если калибр воспроизводит одну физическую величину, например, контрольный калибр, проходная «робка, непроходная пробка, — это однозначная мера, а если ряд физических величин, например, проходной резьбовой калибр, — это многозначная мера.
При контроле предельными калибрами действительные качения параметров остаются неизвестными, но такой консоль позволяет установить, находятся ли они между заданными предельными значениями. Физические величины, воспроизводимые предельными калибрами, соответствуют нормированным предельным значениям контролируемых параметров. Значит, если при контроле проходной калибр а непроходной — нет, считается установленным, что ‘ствительные значения контролируемых параметров объект находятся между нормированными значениями.
Измерительный контроль геометрических параметров универсальными средствами измерений можно представить дующим образом. Средства измерений линейных размер (штангенциркули, микрометры, измерительные головки стойках или штативах и ряд других) используют для получения действительных размеров измеряемых параметров, которые затем сопоставляют с предельными размерами.
Поскольку действительный размер — это размер, полученный измерением с требуемой точностью, важнейшую роль в измерительном контроле играет установление допустимых погрешностей измерений и сопоставление с ними реальных погрешностей измерений.
Допустимые погрешности измерений линейных размеров установлены стандартом ГОСТ 8.051-81 «Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм». Руководящий документ РД 50-98-86-«Методические указания. Выбор универсальных средств измерений линейных размеров дс 500 мм (по применению ГОСТ 8.051-81)» содержит описания аттестованных методик выполнения измерений (МВИ) и значения предельных погрешностей измерений при использовании этих МВИ.
Особенностью геометрических параметров любого объекта является то, что номинально одинаковые размеры одного объекта (длина, высота, толщина, «диаметр» и др.) из-за неидеальности формы реальных деталей воспроизводятся на не бесконечное число раз с незначительными различиями. При этом ни один из действительных размеров годного объекта ^ имеет права выйти за предельные размеры. Если в ходе контроля не будут найдены экстремальные значения параметров сального объекта, контроль будет недостаточно представительным, становится возможным пропуск брака.
Поэтому для обеспечения представительности результатов контроля элементов, имеющих значительную протяженность длину, площадь), приходится измерять номинально одинаковые параметры в выбранном количестве контрольных сечений контрольных точек). Разработанная схема контрольных сечений (контрольных точек) входит в описание методики контроля; ее представляют как самостоятельную схему или совмещают со схемой измерения параметра, если это не мешает те чтению и пониманию.
Схема контрольных сечений (точек) становится необходимой, если пропуск экстремального значения может привес-га к значимой методической погрешности контроля. Опасность возникновения такой погрешности тем больше, чем больше контролируемая и/или базовая поверхности отличаются от идеальных и чем меньше назначено контрольных сечений (точек).
Схемы контрольных сечений (точек) при необходимости заключают в методики контроля как универсальными средств. вами измерений, так и калибрами.
При измерительном контроле геометрических параметров универсальными средствами измерений необходимо определить допустимые погрешности измерений (например, по ГОСТ 8.051), затем выбрать МВИ и убедиться, что реализуемые погрешности измерений не превосходят допустимых погрешностей. Значения реализуемых погрешностей аттестованных МВИ можно найти в РД 50-98-86. При разработке новой МВИ предельные значения реализуемых погрешностей оценивают аналитически или определяют экспериментально в ходе метрологической аттестации МВИ.
Для аналитической оценки реализуемых погрешностей проводят из источников погрешностей измерений. Рассматривают возможные причины появления элементарных составляющих погрешностей от каждого из источников и дают оценку предполагаемого характера изменения каждой из составляющих погрешностей (систематическая или случайная составляющая, ожидаемые тенденции изменения систематических или вид распределения случайных составляющих погрешностей). Затем оценивают предельные значения составляющих погрешностей с использованием информационных источников или экспериментальных данных и комплексируют составляющие с учетом их характера. Полученное с выбранной доверительной вероятностью значение считают оценкой реализуемых погрешностей рассмотренной МВИ. Такую задачу может решить только квалифицированный метролог, поэтому в содержание курсовой (контрольной) работы она не входит.
При контроле геометрических параметров калибрами реализуемые погрешности контроля всегда будут находиться в заданных пределах, если поля допусков калибров будут соответствовать требованиям стандартов. Правила проектирования калибров и стандарты, устанавливающие поля допусков их рабочих поверхностей, прошли апробацию в течение многих десятилетий. Применение предельных калибров для контроля геометрических параметров деталей позволяет сделать контроль высокопроизводительным и объективным, не требующим высокой квалификации контролера. Недостатком калибров являются относительно высокая стоимость их изготовления и узкая область применения (только для контроля конкретных геометрических параметров с определенными номинальными размерами и полями допусков). Последнее обстоятельство приводит к тому, что контроль калибрами экономически целесообразен в массовом и серийном производстве.
Далее представлены методические указания к разработке методик измерительного контроля геометрических параметров калибрами и универсальными средствами измерений.
Измерительный контроль калибрами
Калибры — средства измерительного контроля, предназначенные для проверки соответствия действительных размеров, нормы и расположения поверхностей деталей заданным.
Калибры применяют для контроля деталей в массовом и ерийном производствах. Калибры бывают нормальные и пре-юльные.
Нормальный калибр — однозначная мера, которая воспроизводит среднее значение (значение середины поля допуска) контролируемого параметра. При использовании нормального калибра о годности детали судят по зазорам между контурами детали и калибра. Оценка зазора и, следовательно, результаты контроля в значительной мере зависят от квалификации контролера и имеют субъективный характер.
Предельные калибры обеспечивают контроль по наибольшему и наименьшему предельным значениям параметров. Предельные калибры применяют для проверки размеров гладких цилиндрических и конических поверхностей, глубины и высоты уступов, параметров резьбовых и шлицевых поверхностей деталей. Изготавливают также калибры для контроля расположения поверхностей деталей, в том числе — нормированных зависимыми допусками.
При контроле предельными калибрами деталь считается годной, если проходной калибр под действием силы тяжести проходит, а непроходной калибр не проходит через контролируемый элемент детали. Результаты контроля практически не зависят от квалификации оператора.
Калибры для контроля гладких цилиндрических деталей нормированы следующими стандартами:
• ГОСТ 2015-84 «Калибры гладкие нерегулируемые. Технические требования»;
• ГОСТ 5939-5! «Калибры предельные гладкие для отверстия менее 1 мм. Допуски»;
• ГОСТ 14807-69 — ГОСТ 14826-69 «Калибры-пробки гладкие диаметром от 1 до 360 мм. Конструкция и размеры»;
. ГОСТ 18358-93 — ГОСТ 18369-93 «Калибры-скобы диаметров от 1 до 360 мм. Конструкция и размеры»;
• ГОСТ 24852-81 «Калибры гладкие для размеров свыше 500 мм до 3150 мм. Допуски»;
• ГОСТ 24853-81 «Калибры гладкие для размеров до 500 Допуски».
По конструкции калибры для контроля сопрягаемых верхностей (гладких, шлицевых, резьбовых) делятся на пробки и скобы (вместо скоб могут применяться кольца или втулки). Для контроля отверстий используют калибры-пробки, контроля валов — калибры-скобы.
По назначению калибры делятся на рабочие и контрольные.
Рабочие калибры предназначены для контроля деталей i процессе их изготовления. Такими калибрами пользуются рабочие и контролеры ОТК на предприятиях.
Комплект рабочих предельных калибров для контроля гладких цилиндрических поверхностей деталей включает:
• проходной калибр (ПР), номинальный размер которой равен наибольшему предельному размеру вала или найменьшему предельному размеру отверстия;
• непроходной калибр (НЕ), номинальный размер которого равен наименьшему предельному размеру вала или наибольшему предельному размеру отверстия.
Для всех калибров устанавливают допуски на изготовление, а для проходного калибра, который при контроле детали изнашивается более интенсивно, дополнительно устанавлявают границу износа.
Контрольные калибры предназначены для контроля чих калибров-скоб. В комплект контрольных калибров вход три калибра, выполненные в виде шайб:
• контрольный проходной калибр (К-ПР);
• контрольный непроходной калибр (К-НЕ);
• калибр для контроля износа проходного калибра (К-И).
Необходимым условием конструирования калибров является соблюдение «принципа подобия», или принципа Тейлора. Согласно данному принципу проходной калибр должен быть прототипом сопрягаемой детали с длиной, равной длине соединения, и обеспечивать комплексный контроль (размера, формы и при необходимости расположения поверхностей детали). Непроходной калибр должен обеспечивать контроль собственно размеров детали, значит, должен иметь малую длину контактных поверхностей, чтобы контакт приближался к точечному.
Для построения схем расположения полей допусков необходимы номинальные размеры калибров, которые соответствуют предельным размерам контролируемой калибром поверхности отверстия или вала (рис. 39).
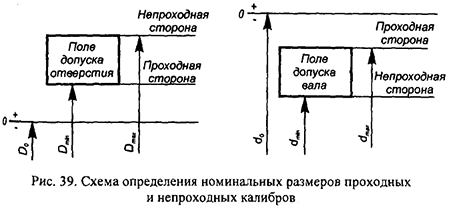
Расположение полей допусков калибров по ГОСТ 24853 зависит от номинального размера детали (до 180 мм и свыше и квалитета (6,7,8 и от 9 до 17). Стандартом установлены следующие допуски на изготовление калибров:
•  — допуск на изготовление калибров для отверстия;
— допуск на изготовление калибров для отверстия;
•  — допуск на изготовление калибров со сферчески измерительными поверхностями (для отверстия);
— допуск на изготовление калибров со сферчески измерительными поверхностями (для отверстия);
•  — допуск на изготовление калибров для вала;
— допуск на изготовление калибров для вала;
•  — допуск на изготовление контрольного калибра скобы.
— допуск на изготовление контрольного калибра скобы.
Износ проходных калибров ограничивают значения;
•  — допустимый выход размера изношенного проход калибра для отверстия за границу поля допуска изделия;
— допустимый выход размера изношенного проход калибра для отверстия за границу поля допуска изделия;
•  — допустимый выход размера изношенного прохо го калибра для вала за границу поля допуска изделия
— допустимый выход размера изношенного прохо го калибра для вала за границу поля допуска изделия
Для всех проходных калибров поля допусков сдвинуть внутрь поля допуска детали на величину  для калибров пробок и
для калибров пробок и  для калибров-скоб. Такое расположение поля до. пуска проходного калибра, подверженного износу, позволяет повысить его долговечность, хотя увеличивает риск выбракования годных деталей новым калибром.
для калибров-скоб. Такое расположение поля до. пуска проходного калибра, подверженного износу, позволяет повысить его долговечность, хотя увеличивает риск выбракования годных деталей новым калибром.
Исполнительным называется размер калибра, по которому изготавливается новый калибр. При определении исполнительного размера пользуются правилом: за «новый» номинальный размер принимают предел максимума материала с расположением поля допуска «в тело» калибра. На чертежах рабочих калибров-пробок и контрольных калибров обозначают наибольший размер с отрицательным отклонением, равным ширине поля допуска, для калибров-скоб — наименьший размер с положительным отклонением.
При подсчете исполнительных размеров калибров (размеры, проставляемые на чертеже) необходимо пользоваться следующими правилами округления:
а) округление размеров рабочих калибров для изделий квалитетов  следует производить до целых микро метров;
следует производить до целых микро метров;
б) для изделий квалитетов  и всех контроль калибров размеры следует округлять до значений, 0,5 мкм, при этом допуск на калибры сохраняется;
и всех контроль калибров размеры следует округлять до значений, 0,5 мкм, при этом допуск на калибры сохраняется;
размеры, оканчивающиеся на 0,25 и 0,75 мкм, следует взять до значений, кратных 0,5 мкм, в сторону уменьшения пропуска изделия.
эскизах рабочих калибров следует указывать: исполнительные размеры;
допуски формы, а при необходимости и расположения калибров. Числовые значения допусков формы выбирает из ГОСТ 24853 в зависимости от квалитета допусков изделий;
• шероховатость поверхности. Числовое значение высотного параметра шероховатости следует согласовать с минимальным допуском макрогеометрии; оно не должно превышать регламентируемое ГОСТ 2015;
. другие размеры, необходимые для изготовления;
• твердость рабочих поверхностей в соответствии с требованиями ГОСТ 2015;
• маркировку калибров.
При маркировке на поверхность калибра или его ручку (для калибра-пробки) наносят (рис. 42):
• номинальный размер поверхности, для контроля которой предназначен калибр;
• буквенное обозначение поля допуска контролируемой поверхности;
• тип калибра (ПР, НЕ, К-ПР и т. д.);
• числовые значения предельных отклонений (в миллиметрах) в соответствии с полем допуска контролируемой поверхности;
• товарный знак завода-изготовителя.
Пример расчёта калибров для контроля деталей гладких цилиндрических сопряжений
В качестве примера для расчета калибров выбираем гладкое Цилиндрическое сопряжение

Определяем предельные отклонения и размеры отверстия

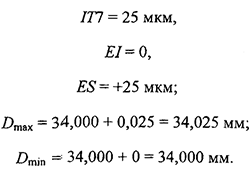
Определяем предельные отклонения и размеры вала 
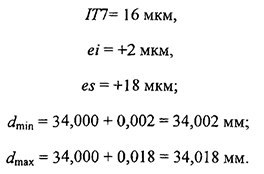
Строим схемы расположения полей допусков калибров для контроля отверстия и вала:
а) для отверстия  — схема, приведенная в ГОСТ 24853 (чертеж 1);
— схема, приведенная в ГОСТ 24853 (чертеж 1);
б) для вала  — схема, приведенная в ГОСТ 24853 (чертеж 3).
— схема, приведенная в ГОСТ 24853 (чертеж 3).
В соответствии с выбранной схемой расположения полей допусков калибров для контроля отверстия определяем числовые значения параметров  (табл. 2 ГОСТ 24853)-
(табл. 2 ГОСТ 24853)-
 — допуск на изготовление калибров;
— допуск на изготовление калибров;
 — отклонение середины поля допуска на изготовление проходного калибра;
— отклонение середины поля допуска на изготовление проходного калибра;
 — допустимый выход размера изношенного проходного калибра за границу поля допуска отверстия.
— допустимый выход размера изношенного проходного калибра за границу поля допуска отверстия.
Строим схемы расположения полей допусков калибров контроля отверстия (рис. 40).
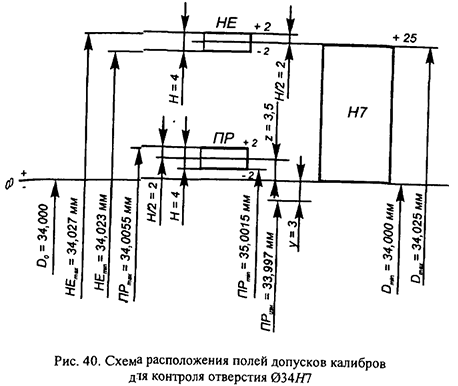
Рассчитываем предельные (табл. 1 ГОСТ 24853) и исполнительные размеры калибров для контроля отверстия , и результаты сводим в табл. 33.
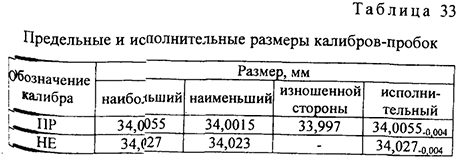
В соответствии со схемой расположения полей » калибров для контроля вала определяем числовые пересечения параметров  (табл. 2 ГОСТ 24853);
(табл. 2 ГОСТ 24853);  — допуск на изготовление калибров;
— допуск на изготовление калибров;  — отклонение середины поля допуска на товление проходного калибра;
— отклонение середины поля допуска на товление проходного калибра;
 — допустимый выход размера проходного калибра за границу поля допуска вала;
— допустимый выход размера проходного калибра за границу поля допуска вала;
 — допуск на изготовление контрольного калибра для скобы.
— допуск на изготовление контрольного калибра для скобы.
Строим схемы расположения полей допусков калибров контроля (рис. 41).
Рассчитываем предельные (табл. 1 ГОСТ 24853) и исполнительные размеры калибров для контроля вала , и результаты сводим в табл. 34.
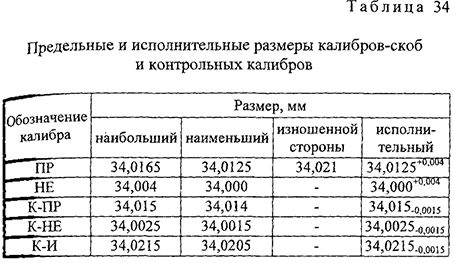
Выполняем эскизы рабочих калибров для контроля отверстия (рис. 42, а) и вала (рис. 42, б):
• калибры-пробки — по ГОСТ 14807 — ГОСТ 14826;
• калибры-скобы — по ГОСТ 18358 — ГОСТ 18369.
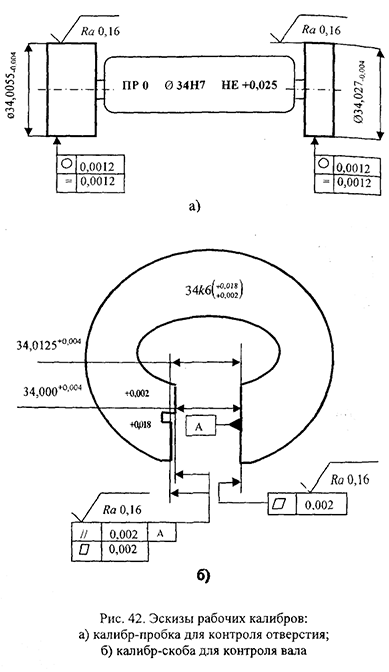
Измерительный контроль универсальными средствами измерений
для измерительного контроля заданного параметра с пемзованием универсальных средств измерений необходимо работать методику выполнения измерений (МВИ) соответствующей физической величины. Разработку МВИ осуществит в соответствии с ГОСТ 8.020-99 «Государственная система обеспечения единства измерений. Методики выполнения измерений. Основные положения».
В соответствии с требованиями ГОСТ 8.010 в документах, регламентирующих МВИ, в общем случае указывают:
- назначение МВИ;
- метод (методы) измерений;
- требования к погрешности измерений или (и) приписанные характеристики погрешности измерений;
- требования к средствам измерений (в том числе к стандартным образцам, аттестованным смесям), вспомогательным устройствам, материалам, растворам или типы средств измерений, их характеристики и обозначения документов, где имеются требования к средствам измерений (стандарты, технические условия);
- условия измерений;
- требования к обеспечению безопасности выполняемых работ;
- требования к обеспечению экологической безопасности;
- требования к квалификации операторов;
- операции при подготовке к выполнению измерений;
- операции при выполнении измерений;
- операции обработки и вычислений результатов измерений;
- нормативы, процедуру и периодичность контроля почетности результатов выполняемых измерений;
- требования к оформлению результатов измерений;
- Другие требования и операции (при необходимости).
Рекомендации по построению и изложению отдельных документов на МВИ приведены в приложении В ГОСТ 8.010.
Разрабатываемое в соответствии с заданием на курсовой (контрольную) работу краткое описание методики выполнении измерений имеет упрощенную форму. Оно должно включать:
- • наименование и характеристику объекта измерен измеряемой физической величины с указанием допустимости мой погрешности измерений;
- • характеристику метода измерений;
- • наименования и характеристики средств измерений (СИ\ и вспомогательных устройств, метрологические характеристики СИ;
- • указание погрешности измерений и вывод о ее соответствии требованиям.
- При необходимости в описание дополнительно включают такие элементы, как
- • схема измерений ФВ;
- • схема контрольных точек (контрольных сечений);
- • условия измерений.
Ниже представлены примеры, которые можно использовать при описании элементов методики выполнения измерений. Примеры не носят обязательного характера, описания могут варьироваться при условии обязательного сохранения всех приведенных выше позиций краткого описания.
Описание объекта измерения и измеряемой физической величины может включать наименование, краткую характеристику, а также выбранную допустимую погрешность измерительного контроля, например:
Объект измерения — ступенчатый вал с гладкими цилиндрическими и одной конической ступенями без элементов прерывания (отверстий, пазов), с гладкими торцами без центровых отверстий. Измерительному контролю подлежит угол  наружной конической поверхности с длиной оси
наружной конической поверхности с длиной оси  , базовым диаметром 40 мм, с конусностью
, базовым диаметром 40 мм, с конусностью  (угол конуса
(угол конуса  ), степень точности угла конуса — шестая
), степень точности угла конуса — шестая  , угла в линейной мере
, угла в линейной мере 
Допустимую погрешность  измерения диаметра при-по аналогии с допустимой погрешностью измерительного контроля линейного размера с допуском 16 мкм по ГОСТ 8.051. ртом случае
измерения диаметра при-по аналогии с допустимой погрешностью измерительного контроля линейного размера с допуском 16 мкм по ГОСТ 8.051. ртом случае  .
.
Эскиз или чертеж контролируемого объекта не обязателен, если объект понятен без изображения.
В характеристику метода измерений (в широком смысле) входят наименование вида измерений, классификационные признаки метода и при необходимости указание принципа измерений. Для рассматриваемого случая метод может быть описан следующим образом:
Для измерительного контроля применяем косвенные измерения угла, основанные на прямых измерениях длин с помощью синусной линейки. Измерения разности ординат прямые, осуществляются методом сравнения с мерой, дифференциальным, контактным.
Примеры описания методов измерений наружных цилиндрических поверхностей:
Прямые измерения наружного диаметра гладким микрометром, осуществляемые методом непосредственной оценки, контактным.
Прямые измерения диаметра подшипниковой шейки вала измерительной головкой на стойке, осуществляемые методом сравнения с мерой, дифференциальным, контактным.
Последний пример дает описание для случая измерения Диаметра наружной цилиндрической поверхности станковым средством измерений, например, измерительной головкой МИГ На стойке типа C-III с настройкой по блоку концевых мер Длины, но часть этого описания подходит для измерения диаметра наружной цилиндрической поверхности таким накладным средством измерений, как рычажная скоба.
В разделе, где приводят наименования и характеру средств измерений и вспомогательных устройств, метрологические характеристики СИ, следует указать все применяют средства. Для косвенных измерений угла конуса ниже падения примеры таких описаний.
В данной методике выполнения измерений использующ
• головка измерительная рычажно-зубчатая 2 ИГ рпг 18833; СГ
• стойка С-Ш ГОСТ 10197;
• линейка синусная тип I ГОСТ 4046;
• плоскопараллельные концевые меры длины ГОСТ 903s набор №1.
Представление метрологических характеристик применяемых СИ.
MX головки измерительной рычажно-зубчатой 2 ИГ\
• диапазон показаний, мм ± 0,1;
• цена деления, мм 0,002;
• основная погрешность, мкм:
на диапазоне показаний ± 30 делений ± 0,7; на всем диапазоне показаний ~ 1,2;
• диапазон измерений (со стойкой C-HI), мм, от 0 до 100. MX плоскопараллельных концевых мер длины (набор Nsl,
класс точности 3):
• ступень дискретности мер в наборе, мм 0,0005;
• допускаемые отклонения мер размером
до 10 мм от номинального значения, мкм ± 0,8.
В данном случае для описания измерительного контроля угла конуса с расчетом значения искомой величины представляется необходимая схема измерений (рис. 43).
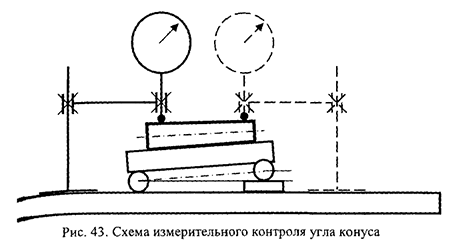
На схеме измерений угла конуса с использованием синусной линейки показаны два положения прибора, соответствующие измерениям высоты образующей конуса в двух контрольных точках (контрольных сечениях).
Для оценки погрешности измерений можно воспользоваться нормативным документом РД 50-98-86. В табл. 1 РД 50-98-86 находим устраивающий нас вариант 9а, который описывает измерение наружного размера станковым средством измерений (головка измерительная рычажно-зубчатая 1ИГ ГОСТ 18833 настойке С-Ш ГОСТ 10197) с настройкой по блоку концевых мер длины класса 3. В данном случае можно записать:
В соответствии с вариантом 9а РД 50-98-86 при измерении размеров головкой измерительной рычажно-зубчатой тг ГОСТ 18833 на стойке С-Ш ГОСТ 10197 с настройкой п° концевым мерам длины 3 кл. точности в диапазоне длин ^-80 мм при используемом перемещении измерительного сопряжения до ±0,1 мм и температурном режиме ±2 °С передельное значение погрешности измерений не превысит 4 мкм, Нгпо меньше назначенной нами допустимой погрешности измерительного контроля .
Следовательно, выбранная методика выполнения измерений соответствует установленным требованиям точности.
Условия измерений вошли в описание варианта Мъ РД 50-98-86 и поэтому отдельно не приводятся.
Для сокращения объема работ при выполнении кУп (контрольной) работы описания операций обработки и явлений результатов измерений, а также требований к оформлению результатов измерений в случае косвенных измерения приводят.
Указание требований к точности геометрических параметров на чертежах
Обозначения посадок и допусков гладких поверхностей. Обозначения полей допусков деталей
Пример расшифровки обозначений допусков и посадок рассмотрим посадку  . Это предпочтительная посадка в системе основного отверстия, обеспечивающая зазор в спряжении в системе вал — опора (подшипник скольжения). Номинальный диаметр отверстия и вала 20 мм. Посадка с неравноточными допусками. Поле допуска отверстия
. Это предпочтительная посадка в системе основного отверстия, обеспечивающая зазор в спряжении в системе вал — опора (подшипник скольжения). Номинальный диаметр отверстия и вала 20 мм. Посадка с неравноточными допусками. Поле допуска отверстия  , основное уклонение
, основное уклонение  , квалитет седьмой. Поле допуска вала
, квалитет седьмой. Поле допуска вала  , основное отклонение (верхнее) отрицательное, квалитет шестой.
, основное отклонение (верхнее) отрицательное, квалитет шестой.
Варианты обозначения этой посадки на чертежах показаны в табл. 35.
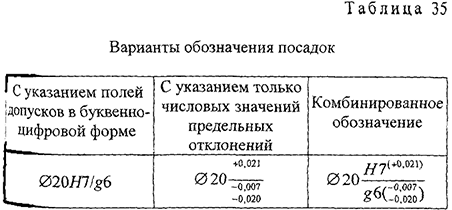
В первом варианте поля допусков обозначены буквенно-цифровыми символами (буквы — основное отклонение, число квалитет), во втором — числовыми значениями предельных Уклонений в миллиметрах (верхнее отклонение пишут сверху» нижнее — снизу, отклонение, равное нулю, не проставляют, но оставляют свободное место). Третий вариант включает в себя оба предыдущих, значения отклонений при этом указывают в скобках. Последнее обозначение включает наиболее полную информацию о сопряжении.
Указание общих допусков размеров, формы и расположения поверхностей на чертежах
Ссылка на общие допуски линейных и угловых размеров указывается на чертежах в технических требованиях и должна содержать номер стандарта и буквенное обозначение класса точности, например, для класса точности средний: «Общие допуски по ГОСТ 30893.1 — т» или «ГОСТ 30893.1 — т».
Если кроме указанной ссылки имеется ссылка на другие стандарты, устанавливающие общие допуски для других способов обработки, например литья, то для размеров с неуказанными предельными отклонениями между обработанными и необработанными поверхностями, например в отливках или поковках, применяется больший из двух общих допусков.
Ссылка на общие допуски формы и расположения должна содержать обозначение стандарта и класс точности общих допусков формы и расположения, например: «Общие допуски формы и расположения — ГОСТ 30893.2 — К» или «ГОСТ 30893.2 — К».
Ссылка на общие допуски размеров, формы и расположения должна включать общий номер обоих стандартов, обозначение общих допусков размеров по ГОСТ 30893.1 и обозначение общих допусков формы и расположения по ГОСТ 30893.2, например:
«Общие допуски ГОСТ 30893 — тК» или «ГОСТ30893 — тК», где  — класс точности «средний» общих допусков линейные размеров по ГОСТ 30893.1,
— класс точности «средний» общих допусков линейные размеров по ГОСТ 30893.1,  — класс точности общих допусков формы и расположения по ГОСТ 30893.2.
— класс точности общих допусков формы и расположения по ГОСТ 30893.2.
Обозначения допусков формы и расположения поверхностей
допуски формы и расположения поверхностей указывают чертежах одним из двух способов: 13 « условными обозначениями (предпочтительный вариант); • текстом в технических требованиях. Знак и числовое значение допуска или обозначение базы описывают в рамку допуска, разделенную на два или три поля I следующем порядке (слева направо): в первой части рамки приводят условный знак допуска, во второй — числовое значение допуска в миллиметрах, в третьей (и последующих) — обозначение базы или комплекта баз.
Условные знаки допусков формы и расположения поверхностей, установленные ГОСТ 2.308, приведены в табл. 36.
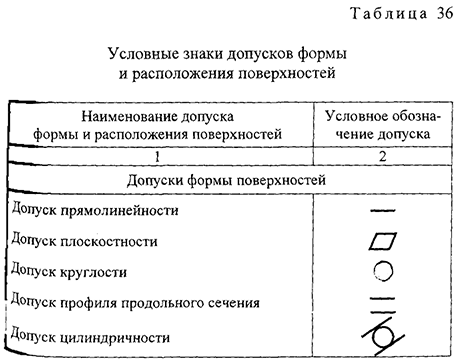
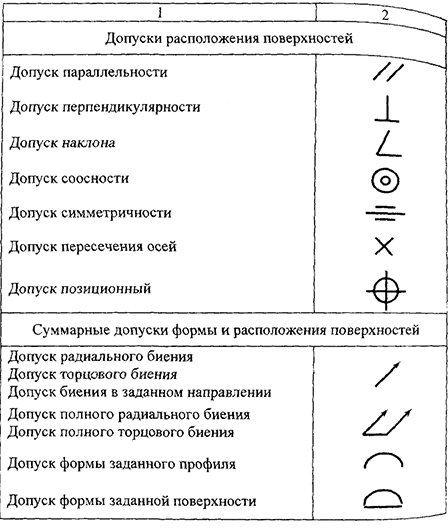
Рамку предпочтительно располагать горизонтально. Пересечение рамки какими-либо линиями не допускается. Рамку соединяют с элементом линией со стрелкой. Соединительная линия может быть прямой или ломаной (рис. 44).
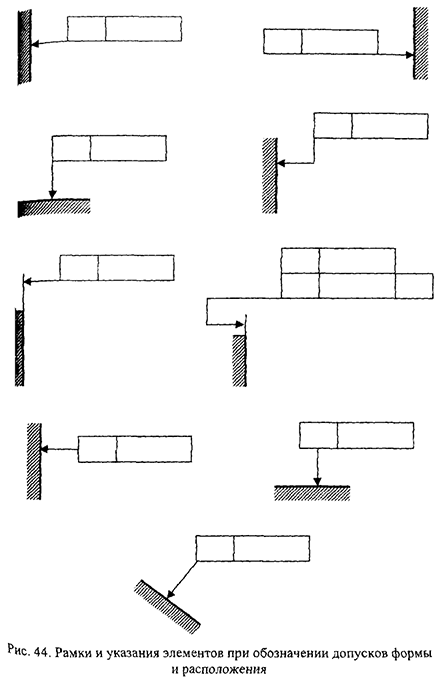
Перед числовым значением допуска могут стоять символ  или
или  — значение допуска приведено в диаметральном выражении. либо
— значение допуска приведено в диаметральном выражении. либо  или
или  — допуск приведен в радиусном выражении. Предпочтительно указывать допуск в диаметральном выражении.
— допуск приведен в радиусном выражении. Предпочтительно указывать допуск в диаметральном выражении.
Размеры нормируемого участка в миллиметрах указывают во второй части рамки после значения допуска через косую черту (рис. 45).
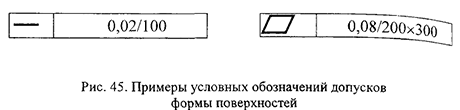
Если допуск относится к профилю, а не к оси или плоскости симметрии элемента, то стрелку располагают на достаточном расстоянии от конца размерной линии (рис. 46).
Если допуск относится к оси или к плоскости симметрии определенного элемента, то конец соединения линии должен совпадать с продолжением размерной линии соответствующего элемента. Если допуск относится к общей оси (плоскости симметрии), то рамку соединяют с осью (плоскостью симметрии).
База обозначается зачерненным равносторонним треугольником, который соединяется соединительной линией с рамкой или имеет буквенное обозначение (применяются прописные буквы русского алфавита).
Если базой является поверхность или ее профиль, то основание треугольника располагают на контурной линии поверхности или на ее продолжении. Если базой является ось или плоскость симметрии, то треугольник располагается на конце размерной линии. Если два или более элементов образуют базу, то каждую базу обозначают в алфавитном порядке.
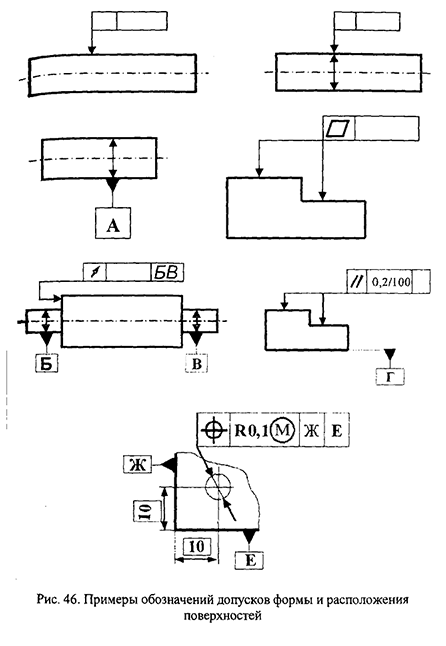
Обозначения параметров шероховатости поверхностей
Обозначения шероховатости поверхности на чертеже нормированы ГОСТ 2.309-73 «Единая система конструкторскую документации. Обозначения шероховатости поверхностей» (стандарт полностью соответствует международному стандарту ИСО 1302).
Условные знаки, применяемые для обозначения шероховатости поверхностей и пояснения к ним приведены в табл. 37.
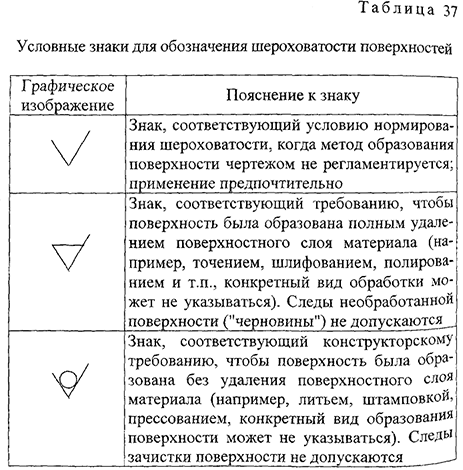

Стандартом определены размеры знака (рис. 47):

При применении знака без указания параметра и способа обработки его изображают без полки.
Структура обозначения шероховатости поверхностей представлена на рис. 48. При указании значений параметров зону используют обязательно, остальные — при необходимости указания характеристик микрогеометрии.
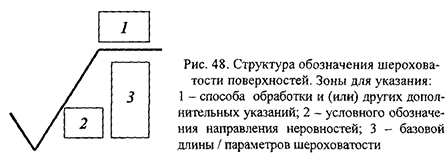
Способ обработки поверхности или последовательность нескольких видов обработки указывают только в тех случаях, когда этим определяется единственный способ обеспечения требуемого качества поверхности (рис. 49, а). При этом обязательно используют знак, соответствующий виду окончательной обработки (либо знак обязательного удаления слоя материала, либо знак обязательного сохранения его поверхностного слоя).
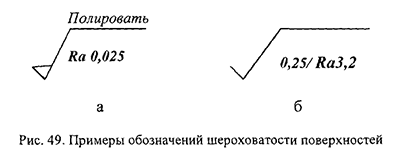
Значение базовой длины в миллиметрах (без обозначен указывают в тех случаях, когда значение параметра шероховатости нормировано на базовой длине, отличающейся от рекомендуемой стандартом (рис. 49, б). Рекомендуемые соотношения базовой длины  и высотных параметров
и высотных параметров 
 которые получены на основе анализа их взаимосвязи для традиционных технологических процессов получен^ (обработки) поверхностей, приведены в табл. 38.
которые получены на основе анализа их взаимосвязи для традиционных технологических процессов получен^ (обработки) поверхностей, приведены в табл. 38.
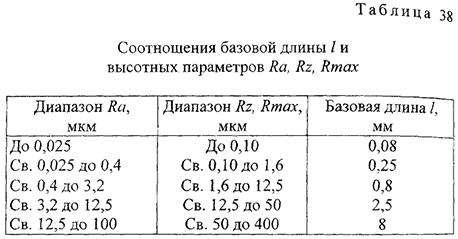
К «нетрадиционным технологическим процессам» можно отнести такие, как тонкое пластическое деформирование (например, обкатывание или раскатывание шарами, роликами, виброобкатывание, алмазное выглаживание), а также обработку технологическими лазерами, электроэрозионную обработку, химическое фрезерование и др.
При обозначении на чертежах значения параметров указывают в микрометрах, параметров  и
и  — в миллиметрах, параметров
— в миллиметрах, параметров  — в процентах от базовой длины уровня сечения профиля
— в процентах от базовой длины уровня сечения профиля  для параметра — в процентах от . Все параметры
для параметра — в процентах от . Все параметры  указывают с буквенными обозначениями перед их числовыми значениями.
указывают с буквенными обозначениями перед их числовыми значениями.
При нормировании параметров шероховатости поверхно-й можно назначать (рис. 50):
• одно предельное значение, соответствующее наиболее грубому допускаемому значению параметра (наибольшее значение для параметров  и наименьшее значение параметра );
и наименьшее значение параметра );
• два предельных значения (наибольшее и наименьшее значения нормируемого параметра);
• номинальное значение параметра с предельными отклонениями от него (в процентах от указанного номинального значения параметра).
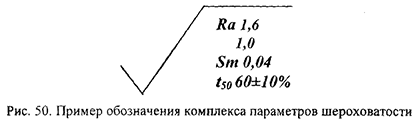
В последнем случае предельные отклонения выбирают из да 10, 20, 40 % и назначают как односторонние (в плюс или минус) или симметричные, например ±20 %.
При указании двух значений сверху указывают значения параметра или отклонения, относящиеся к более грубой шероховатости.
При нормировании двух и более параметров шероховатости для одной и той же поверхности их указывают в следующем порядке (сверху вниз): параметр высоты неровностей, параметр шага неровностей, параметр .
В дополнение к количественным параметрам шероховатости стандарт допускает нормирование качественной характеристики — направления неровностей. Типы направления неровностей, их схематические изображения и условные знаки Для обозначения направления неровностей представлены в табл. 39.
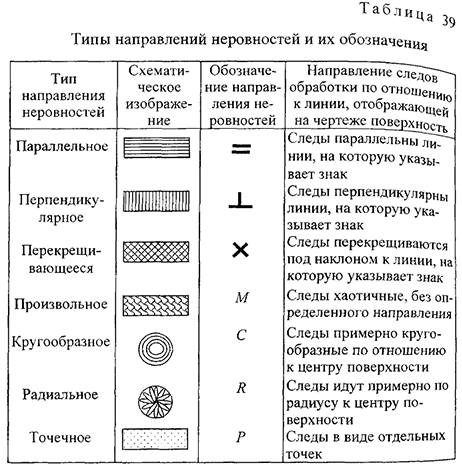
Направление неровностей указывается соответствующим условным знаком в тех случаях, когда разработчик считает его нормирование необходимым для эффективной работы поверхности (рис. 51).
Знак шероховатости можно располагать на линиях контур выносных линиях, полках линий-выносок, а также на рамках допусков формы и расположения поверхностей (рис. 52). При указании одинаковой шероховатости для всех поверхностей детали знак помещают в правом верхнем углу чертежа (рис. 53, а), размер знака в углу в 1,5 раза больше знаков, нанесенных на изображении детали. При указании одинаковой шероховатости для части поверхностей детали в правом верхнем углу в обозначении добавляется знак в скобках (рис. 53, б).
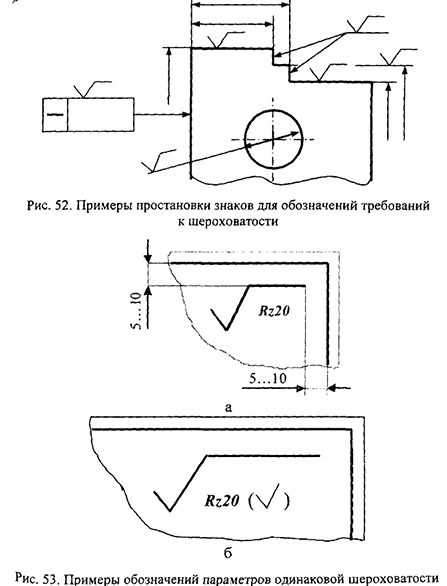
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносится один раз использованием специального знак с кружком перед полкой (рис. 54).
