
Оглавление:


Возникновение остаточных напряжении
- Метод определения Остаточное напряжение Метод определения остаточных напряжений с некоторой степенью условности можно разделить на две основные группы физико-механических методов(рис.8.1). Среди физических методов, наиболее распространенным был рентгеновский метод. В этом методе, деформация кристаллической решетки измеряется вдоль дифракционных линий и характеризуется следующим образом- Двести семьдесят Джейн. MH-остальная часть алатро- stscs Акси, духовного перенастраивается-что ты г Предполагаемый (Для точного или приблизительного намерения и деталей пожара) Один. Свяшцные в частичном разрушении (приблизительный или точный i1m павгрх в nnni<’ / 4′ / Y’N больше) Рисунок 8.1. К. — цель метода yesilkent остаточных напряженки Ной смешивания одинаковых линий, их ширины и прочности из отожженного материала мгновенно.
Расположение пиков ДНФ-фрашнопной линии зависит от среднего расстояния между конкретными кристаллическими плоскостями в соответствующих кристаллах, а направление нормали к поверхности разряда совпадает с измерительным направлением деформации-для измерения размера и величины давления в малых и сложных формах деталей, из которых 1-й механический элемент выполнен в виде стержня. К другим физическим методам относятся: оптический, магнетизм, электрическое сопротивление, ультразвуковой, радиополяризационный, физико-химический и методы, основанные на измерениях твердости.
Но на сегодняшний день вся 271 причины, по которым эти методы широко не используются. Людмила Фирмаль
Хотя некоторые из них знают перспективу определения остаточных напряжений в деталях сложной формы без их разрушения механическими методами. Все механические методы определения остаточных напряжений можно разделить на три основные группы: расчетные, экспериментальные и неразрушающие, экспериментальные и разрушающие. Метод оплаты теоретически рассчитывается на основе данных о механических свойствах материала, форме и размерах детали, а также изменяющихся внешних воздействиях (gem Pintura, эксплуатационные силы и др.). Как правило, метод расчета не позволяет с достаточной точностью определять остаточные напряжения в сложных неизотермических процессах.
Экспериментальным неразрушающим методом называют такой, при котором, исходя из изменения размеров деталей в результате наведенного остаточного напряжения, его величина определяется остаточным напряжением, чтобы избежать разрушения деталей и при этом остаться ремонтопригодными. Примерами экспериментальных неразрушающих методов может служить ряд методов определения остаточных напряжений. Электролитическое покрытие, но деформация катода/29]. Экспериментальным разрушающим методом называют то, что определяют остаточные напряжения!
- А вот деформация. Из-за вскрытия тела. Эта важнейшая группа механических методов характеризуется своим фактом. Без исключения этот метод используют в данной группе Н. в. Калакуцкий, Н. И. Данкдсикова, г. методы ЗакСа и др. включаются в связи с частичным или полным разрушением деталей. 2. 7. Десять.] Основной принцип механического метода II. A. Viel [7]уточняется: остаточное сечение, соответствующее противоположному знаку сечения вдоль эквивалентного секаю (для остального тела) эти деформации могут быть выражены в результате приложения величины остаточного напряжения режущей поверхности и противоположного напряжения Двести семьдесят два Задачи механических методов определения остаточных напряжений заключаются в следующем:
определить напряжения, вызвавшие их на поверхности разреза по известному набору величин смещения (или деформации). Если при выполнении разреза не прикладывается дополнительное напряжение, а изменение остаточного напряжения является упругим, то смещение оставшейся части тела (и деформация) составляет всю поверхность разреза остаточного напряжения. Экспериментальные разрушительные механические методы обычно делят на те, которые связаны с полным разрушением изделия.
И метод, который предполагает частичное разрушение. Людмила Фирмаль
Методы, связанные с частичным разрушением, сначала включают методы отверстий и колонн (или методы трепанации). Оба метода имеют много общего, измеряя деформацию оставшихся частей (метод отверстий) и деформацию отделенных частей(колонка metol). Все методы, связанные с частичным разрушением, применимы в плоско-напряженном состоянии. Измерение трепонемного фазового превращения финиша может быть выполнено с помощью алмазного пирамидального печатного микроскопа, или с помощью механического тензометрического датчика, или рентгеновского метода, или с помощью активного сопротивления.
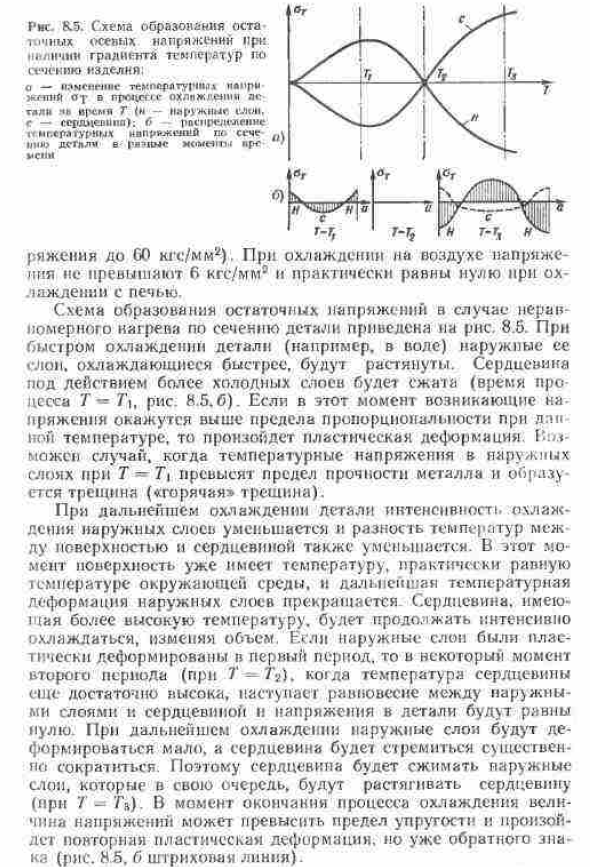
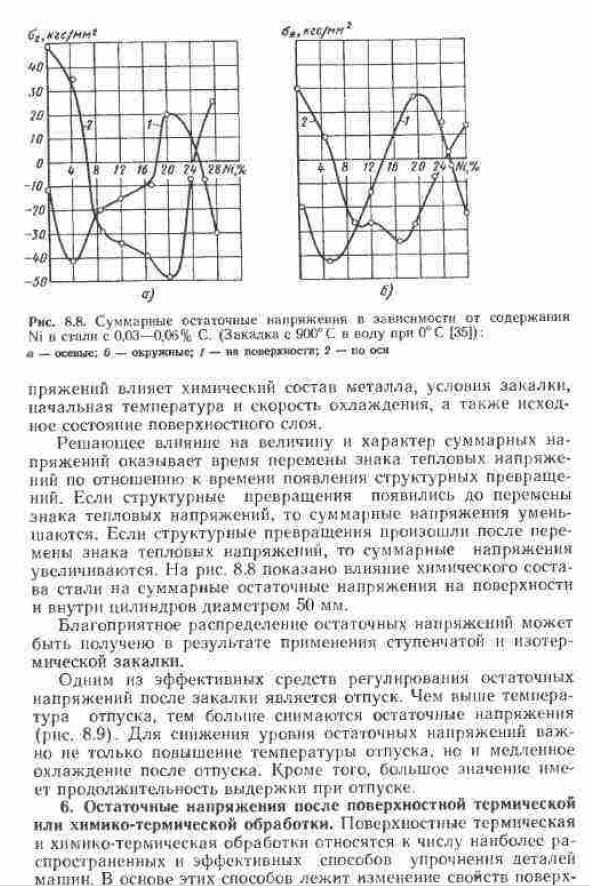
В последние годы появился метод определения остаточных напряжений тела сложной конфигурации (полость зуба, разрез зуба и др.), которая определяет нормальные остаточные напряжения в трубе (толстостенной и тонкостенной), пластине, пластине и других простых геометрических фигурах, а также стержне с определенным поперечным сечением по всей его длине.) Начинает развиваться. D. Для неосесимметричного распределения остаточных напряжений, а также метод определения касательных остаточных напряжений. Схема формирования остаточных напряжений в случае неравномерного нагрева по сечениям деталей показана на рисунке. 8.5 когда деталь быстро охлаждается(например, в завещании), ее внешний слой охлаждается быстрее и растягивается. Ядро под действием более холодного слоя Буле?
Сжатие (время процесса г-Гц рисунок 8.5.6). В этот момент происходит пластическая деформация, если результирующее напряжение превышает предел пропорциональности при заданной температуре. Если температурное напряжение наружного слоя т\превышает предел прочности металла на растяжение, то могут образоваться трещины («горячие»трещины). При дальнейшем охлаждении мухи интенсивность охлаждения наружного ЭЛОС уменьшается, а разница температур между поверхностью и ядром также уменьшается. В этот момент поверхность уже имеет температуру, приблизительно равную температуре окружающей среды, и, кроме того, температурная деформация наружного слоя, сердцевина с более высокой температурой продолжает интенсивно охлаждаться, объем изменяется в некоторые моменты второго периода (в G-G2′),
если наружный слой пластически деформирован в первом периоде. Если температура ядра все еще достаточно высока, то равновесие между внешним слоем и ядром при напряжении мухи будет равно нулю. При дальнейшем охлаждении внешний слой почти не деформируется, а сердцевина имеет тенденцию к значительному сжатию. Таким образом, ядро сжимает внешний слой и растягивает ядро (на 7 га). В конце процесса охлаждения величина напряжения может превысить предел упругости, и пластическая деформация повторяется, но происходит обратный знак (рисунок). 85 б пунктиром). Двести семьдесят семь 276 образование остаточных напряжений после фазового превращения.
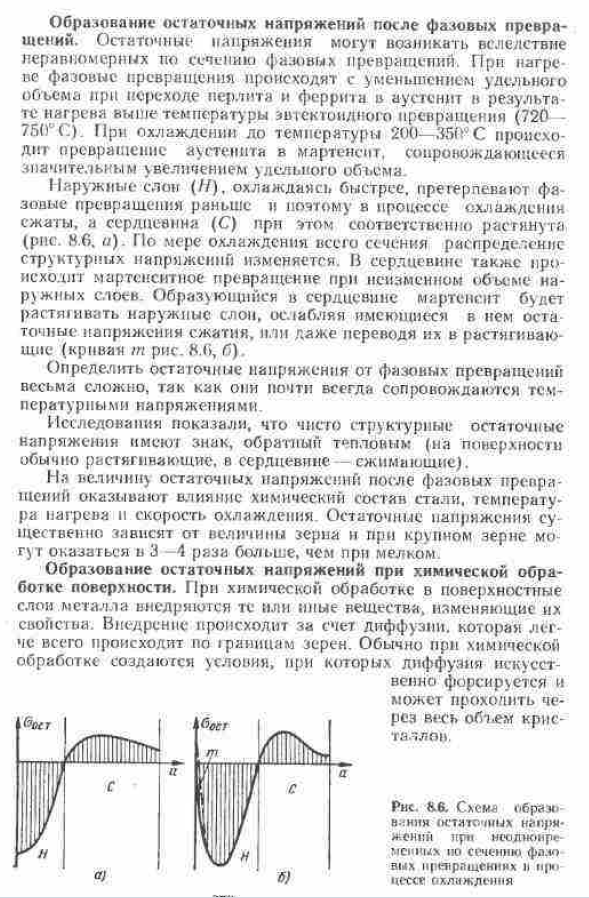
Остаточные напряжения могут возникать из-за неоднородности по сечению фазового превращения. В натрии, когда удельный объем уменьшается при переходе перлита и феррита в аустенит в результате нагрева выше температуры эвтектоидного превращения (720-75 (GS)), фазовым превращением является превращение аустенита в мартенсит, где охлаждение ИРМ до температуры 200-35°с сопровождается заметным увеличением удельного объема. Вне слона (//). Таким образом, сжатый сердечник © растягивается соответственно(фиг. Это 8,6.) При охлаждении всего поперечного сечения изменяется распределение структурных напряжений. В ядре происходит метаморфоза мартенсита при постоянном объеме внешнего слоя. Мартенсит, образованный в ядре, растягивает внешний слой и ослабляет оставшиеся в нем сжимающие напряжения или преобразует их в растягивающие напряжения(кривая Т фиг. 8D b)
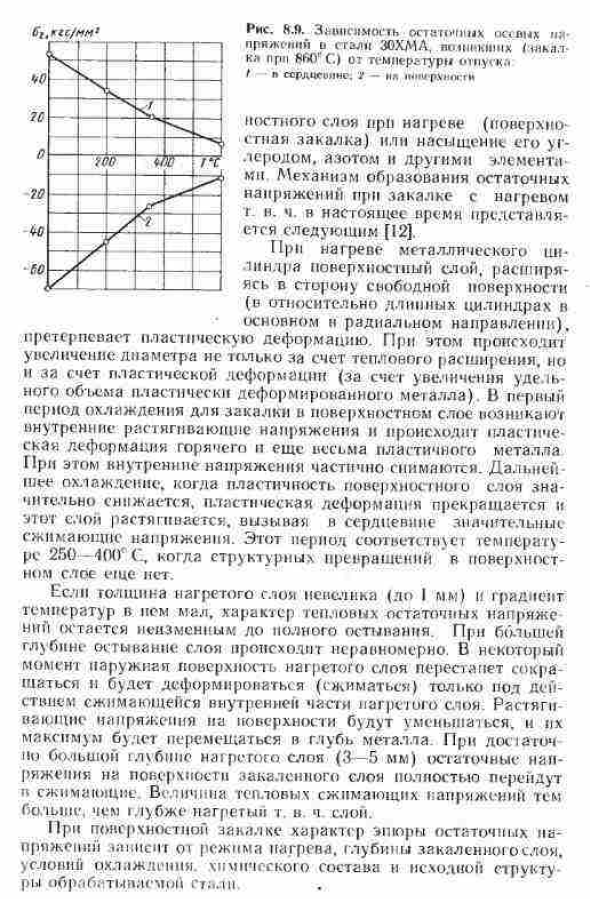
очень трудно определить остаточные напряжения от фазового превращения, потому что они почти всегда сопровождаются температурными напряжениями. Исследования показали, что чисто структурные остаточные напряжения имеют признаки, формируемые теплом (обычно растяжение по поверхности и сжатие в ядре). Величина остаточного напряжения после фазового превращения зависит от химического состава, температуры нагрева и скорости охлаждения стали. Остаточные напряжения сильно зависят от размера зерен, а образование остаточных напряжений при химической обработке поверхности, при больших зернах может быть в 3-4 раза больше, чем при малых зернах.
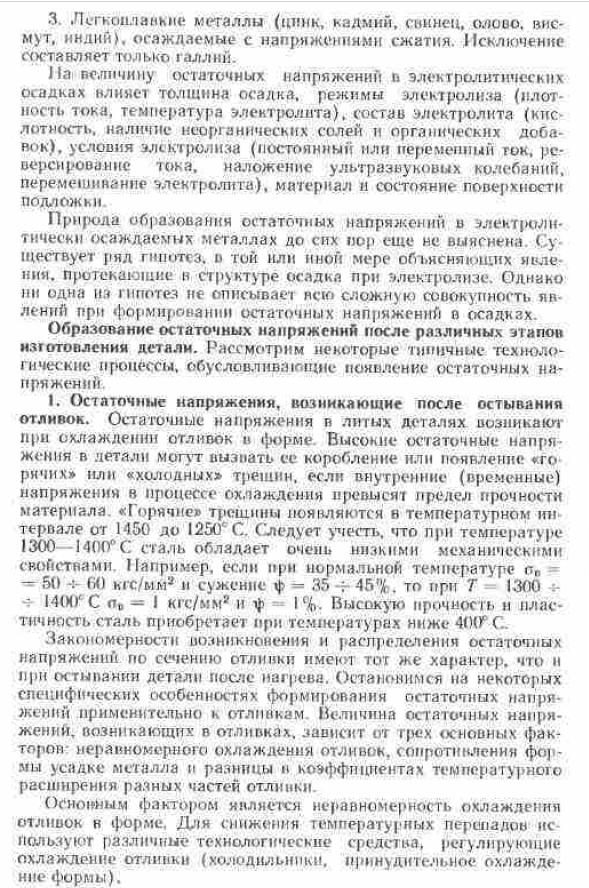
В процессе химической обработки в поверхностный слой металла вводятся ТС или другие вещества, изменяющие их свойства. Введение благодаря pokeholic диффузии, это легко идти » raicam бобы. Обычно при химической обработке я создаю условия, при которых диффузия искусственно форсируется и проходит через весь объем Кристалла. 2?Но Рис KB рисунок изображения «’INR winna остаточное напряжение IRN настроение».- Фло вых преобразований и и / Ю процесса м сивного сечения ИО. Введение чужеродных атомов в кристаллическую решетку изменяет объем структурных элементов, вызывая появление структурных остаточных напряжений в поверхностном слое и реактивных напряжений в ядре. Чаще всего для ускорения диффузионного процесса химическую обработку проводят при высоких температурах.
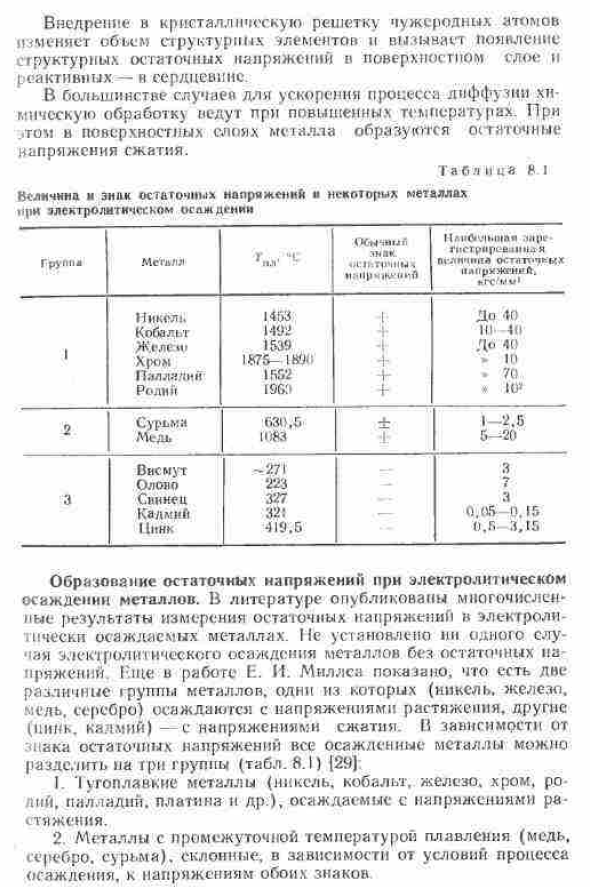
При этом на поверхностном слое металла образуются остаточные сжимающие напряжения. Т ь я н а I1 Величина M является признаком статического напряжения и некоторых металлов при электролитическом осаждении Группа Mstall g p l. » после» Есть похожие * различных aidc бы: п-.г|1’| / 1У» Уничт кипятить-Гпср » 1º//1.ПГ.’ч’ |ГПР ОЭП Ш п кн х Plannign. НГС/М » 1 Один. Никель-кобальтовый полиэтилен » хром палладий родий» Одна тысяча четыреста шестьдесят три Тысяча четыреста девяносто два Тысяча пятьсот тридцать девять 1875-189г. одна тысяча пятьсот пятьдесят два Тысяча девятьсот шестьдесят девять — Ми Т. Четыре. Четыре.» Четыре.- Четыре.- D o40III4(1 До 40″10 70.» * 10″ Два. Сурьма медь * 630.5- Иди. ± ! 1-2. Пять 5-20 Три. Синий кадмий Нинка в висмут олова.^271 Двести двадцать три С 3 до 7 вечера. 3.2: 419.5 — Три. — Что? Три. 0,05-0,15 0, 6, 3, 1, 5.
Образование остаточных напряжений при электроосаждении металлов. Результаты измерения остаточных напряжений в электролитах осажденных металлов опубликованы в литературе. Случаев электролитического осаждения металлов без остаточных напряжений не установлено. Даже в работе электронных мельниц показано, что существуют две различные группы металлов(никель, железо, железо.* .Ель, серебро) осаждается с растягивающим напряжением, а другие (цинк, кадмий) — с сжимающим напряжением. В зависимости от вида остаточных напряжений все наплавленные металлы можно разделить на три группы(табл. 8.1) [29] 1. Тугоплавкие металлы (никель, кобальт, железо, хром, родий, палладий, платина и др.)), осаждается под давлением РА — » тяги.»2.
Металлы с промежуточными точками плавления (медь, серебро, сурьма) склонны к напряжениям обоих признаков в зависимости от условий процесса осаждения 2793 легких металла (цинк, кадмий, свинец, олово, висмут и индий) осаждались при напряжении сжатия. Единственное исключение-галлий. 11а остаточное напряжение электролитических осадков определяется толщиной осадков, режимом электролиза (плотностью тока, температурой электролита), составом электролита (кислотностью, наличием неорганических солей и органических добавок) и условиями электролиза (прямым или косвенным).
Природа образования остаточных напряжений в электроосажденном металле до сих пор не выяснена. Существует несколько гипотез, которые так или иначе объясняют это явление. Происходит в структуре осадка за счет электролиза. Однако ни одна из гипотез не описывает целого комплекса явлений, связанных с формированием остаточных напряжений при выпадении осадков. Формирование остаточных напряжений после различных этапов изготовления деталей. Рассмотрим некоторые типичные процессы, вызывающие появление остаточных напряжений. Остаточное давление отливки представляет собой»горячую»или «холодную»горячую» трещину, если внутреннее (временное) давление процесса охлаждения превышает предел прочности материала при охлаждении отливки в виде высокого остаточного напряжения компонента, возникающего в диапазоне температур 1450-1250E℃.
Если это сталь при температуре 1300 1400 ° С, например, обладает очень низкими механическими свойствами, а при комнатной температуре ЛП-50 составляет 60 кгс / мм2н, то F=35 45%. Его 7 в 1300 1400e PV-1KGE/mm2n f1%. Сталь с высокой прочностью и пластичностью составляет 40(П. С. Вы получаете при температуре ниже. Закономерность возникновения и распределения остаточных напряжений на литейном участке имеет те же свойства, что и при охлаждении детали после нагрева. Остановимся на некоторых особенностях формирования остаточных напряжений, связанных с отливками.
Остаточное напряжение отливок зависит от трех факторов: неравномерности охлаждения отливок, устойчивости к усадке металлов и разности коэффициентов теплового расширения различных частей отливок. Основным фактором является неравномерное охлаждение отливок в кристаллизаторе, для уменьшения перепада температур используются различные технические средства регулирования охлаждения отливок(холодильник;!.
Принудительное охлаждение формы). Двести восемьдесят Величина остаточных напряжений, возникающих в отливках от неравномерного охлаждения, влияет на конструкцию детали и нулевую температуру. Свойства материала. Фундаментальный эффект не абсолютная разница температур для разных частей atlike. И характер изменений в поперечном сечении. Поэтому распределение температуры в поперечном сечении отливки происходит по линейному закону, когда в ней отсутствуют напряжения. По размеру см? напряжение tat влияет на скорость охлаждения отливки, особенно при температуре. Соответствует переходу металлов из пластического состояния в упругое.
Для чугуна этот диапазон температур составляет 400 700’s царапин. Изменение скорости охлаждения практически влияет на величину остаточного напряжения, а ускорение охлаждения в этом интервале увеличивает остаточное напряжение от перепада температур толщины стоикса. Временные напряжения в отливках зависят от сопротивления деформации пресс-форм и стержней, расположенных во внутренних полостях. Расширение туризма. А вот вторая-репа. Объемное изменение металла при структурном преобразовании обычно замедляется при закалке Литейной детали, а напряжение, обусловленное структурным преобразованием, обычно устраняется релаксацией напряжений вследствие структурной и химической неоднородности, и Литейный материал достигает максимальной температуры в упругом эоэтоялине.
Основные проблемы, связанные с закономерностью возникновения и распределения остаточных напряжений в отливках, рассмотрены в работе [20]. 2. Остаточное напряжение, возникающее после обработки давлением. Патетическое формование (ковка, штамповка, прокатка) может осуществляться как при комнатной температуре, так и при высоких температурах. Величина остаточных напряжений вследствие низкотемпературной обработки давлением зависит от степени сжатия и глубины деформации. Растрескивание прокатного металла как с поверхности, так и с сердцевины происходит тогда, когда остаточные напряжения после прокатки с высокой степенью сжатия превышают предел прочности материала на растяжение. Одной из основных причин возникновения остаточных напряжений при обработке под высоким давлением является неравномерное охлаждение деталей в процессе обработки. Кроме того, заготовки испытывает значительное влияние iloaie.
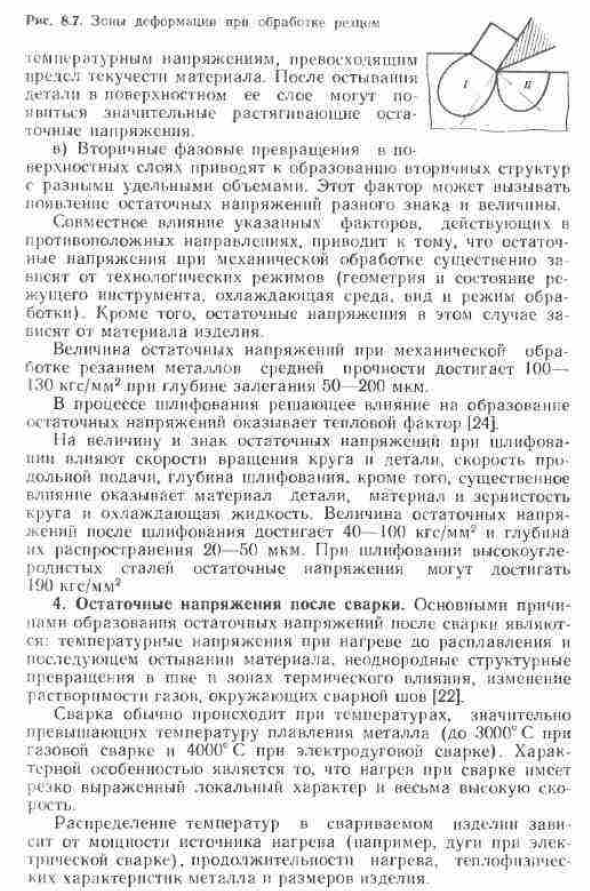
Так в горячей завальцовке, поверхностный слон деформирован когда свернутый крен закрыт, и момент выхода из крена. В средней зоне эксплуатации практически отсутствует деформация поверхностного слоя. Напротив, сердцевина деформируется в средней зоне и почти не деформируется при попадании на валок выхода 3. Остаточное напряжение, возникающее после обработки. Механическая обработка (токарная, фрезерная, шлифовальная и др.). Как правило, это вызывает появление»я» в поверхностном слое значительных остаточных напряжений основной особенностью этих напряжений является деформация неравномерной пластичности поверхности малой глубины (а) в миллиметрах (мм) от их действия.
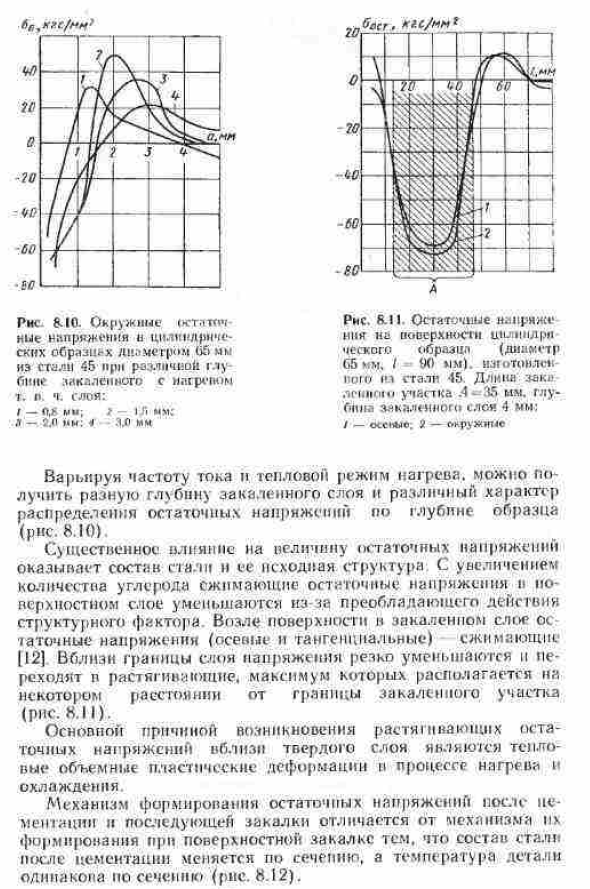
Предыдущая область инструмента (зона/. 8.7) материал сжимается поверхностью инструмента. В другой зоне, когда тыльная сторона инструмента трется о обрабатываемую поверхность, тощий слой наносится сверху(зона//, фиг. 8 7) границами этих зон являются режущие кромки инструмента. б)нбспше работа деформации и трения приводит к локализованному нагреву тонкого поверхностного слоя с большими Двести восемьдесят два Из Риги.8-7. Z-EC и преобразование Pro лечение SHG / l->I; ’ / d мм; L-2.ЛНМ; 4-3. 0 мм Но 7/7 1. \2 0 4^Y г Шесть. А? -Я не уверен. Отчет ■ 60 Восемьдесят. ■Я / — ! Около-( Два. ] • ±1 Рис. 8.11 оставшаяся жгутовая культя на поверхности цилиндрического образца (диаметр 65’м/90нм), изготовленная из стали иогб Ил 45. Длина SACP lowpay сайта.4-35мм. глубина упрочненного слоя 4мм: / — CSSS;2-окружное направление Изменяя частоту тока и тепловой режим нагрева, можно варьировать.«
Глубина закаленного слоя различна, и распределение остаточного напряжения на глубину образца различно(рис. 8.10). По мере увеличения количества остаточного напряжения сжатия углерода в поверхностном слое исходная структура становится меньше с большим влиянием на величину остаточного напряжения (8.11), которое является структурным фактором вблизи поверхностного слоя. Основной причиной возникновения остаточных напряжений в окрестности твердого слоя является термическое объемное пластическое деформирование в процессе нагрева и охлаждения механизма образования остаточных напряжений после цементации, последующего упрочнения (рис. 8.12). 287rn<.Свяжитесь с нами 12.
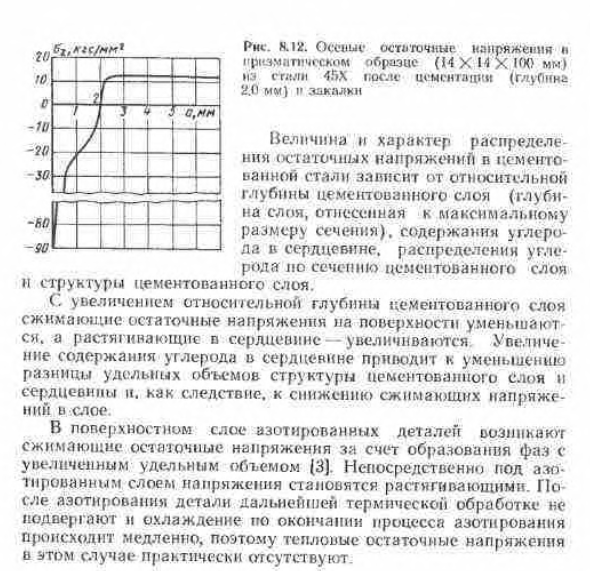
АИА осевой остаточный кирадж и / или » РИ. chmap1ch»; образцы ском от sang4(и Х и Х НК) мм). >Х (глубина 2.0 мм}п Сакальм после цементации Размер и характеристики распределения остаточных напряжений при упрочнении стали зависят от относительной глубины скрепленного слоя (глубины слоя, обусловленной максимальным размером поперечного сечения), содержания углерода в ядре распределения и структуры скрепленного слоя. По мере увеличения относительной глубины скрепленного слоя остаточное напряжение сжатия на поверхности уменьшается.
Увеличение содержания углерода в керне приводит к уменьшению крестцово-подвздошного объемного объема цементного слоя и структуры керна. В результате сжимающее напряжение в слое уменьшается. В поверхностном слое азотирующей части остаточные напряжения сжатия формируются за счет образования фазы с увеличенным удельным объемом(3). Как раз под слоем азотирования, усилие будет растяжимым. После азотирования деталь не подвергается дальнейшей термообработке, так как охлаждение в конце процесса азотирования происходит медленно, тепловое остаточное напряжение в этом случае практически отсутствует.
Смотрите также:
Методические указания по материаловедению
| Общая характеристика металлов и сплавов | Остаточные напряжения общие сведения |
| Кристаллическое строение металлов | Методы определения остаточных напряжений |
