
Литые сплавы классифицируются в соответствии с их составом, свойствами и назначением. Сплавы на основе железа называются черными.
К ним относятся все виды чугуна и стали.
Остальные литейные сплавы на основе алюминия, магния, цинка, олова, свинца, меди, титана, молибдена, никеля, кобальта, бериллия и других металлов, включая благородные металлы (серебро, золото, платина), называются цветными.
Производство отливок из сплавов на основе железа занимает первое место по количеству. Это объясняется не только превосходными свойствами этих сплавов, но и широким распределением запасов руды.
- Производство литья цветных металлов занимает второе место, поскольку оно основано на относительно плохой переработке руды и требует более трудоемкого метода концентрирования. Руды цветных металлов (кроме алюминия) относительно малы в земной коре и более дороги в переработке.
Например, определенное количество сплава вводится для обеспечения рабочих характеристик, требуемых для литых деталей, таких как прочность, твердость, износостойкость, специальные добавки, так называемые компоненты сплава.
По содержанию эти сплавы классифицируются как низколегированные (менее 2,5% по весу), средние (от 2,5 до 10%) и высоколегированные (более 10%).
Процесс получения отливки заключается в заполнении полости формы расплавленным литейным сплавом (расплавом) с последующей затвердеванием-кристаллизацией.
Кристаллизация — это процесс перехода из жидкого состояния в твердое состояние (кристаллическое, аморфное в случае неметаллических материалов), приводящее к образованию структуры и свойств литья. Жидкие расплавы отличаются от твердых материалов тем, что они в первую очередь не способны противостоять сдвигу и поэтому могут распространяться по поверхности твердого тела, то есть полости формы.
Литые конструкционные материалы должны иметь высокие литейные свойства, а также химические, физико-механические.
Последний включает в себя сочетание физико-химических и механических свойств, которые появляются в процессах кристаллизации отливки и отливки. Наиболее важными свойствами литья являются текучесть, усадка (объемная и линейная), тенденция к расслоению, растрескивание и поглощение газа.
Литье определяет технологичность процесса литья, то есть пригодность для получения отливки необходимого состава с высокими эксплуатационными характеристиками, заданной точностью размеров и требуемым качеством поверхности металлов и сплавов. Есть много характеристик.
Литьевые свойства проявляются на всех стадиях плавления, затвердевания и охлаждения. Наиболее важными литейными свойствами сплавов являются текучесть, усадка, склонность к образованию неметаллических включений, поглощение газа, сегрегация, склонность к образованию внутренних напряжений и трещин.
Основной технической характеристикой жидких сплавов при литье является текучесть
Поток жидкости — способность расплавленных металлов и сплавов заполнять форму, четко воспроизводить ее контур и поверхность (способность расплава свободно течь в форме, заполнять ее и точно воспроизводить все контуры) Делать)
Если текучесть низкая, движение расплава в форме может прекратиться до ее заполнения. Это наиболее вероятно при производстве крупногабаритных тонких отливок, особенно когда сплав в кристаллизаторе быстро охлаждается (например, в форме металла или зеленого песка). Поток жидкости влияет на заполняемость формы расплавом и воспроизводимость рельефа полости формы.
На текучесть влияют многие факторы, связанные со свойствами, состоянием и структурой расплава.
- Наливание температуры,
- Фазный состав
- вязкость
- Поверхностное натяжение
- теплоемкость и теплопроводность,
- Присутствие включений,
- Насыщение газа, степень окисления,
- Интервал кристаллизации,
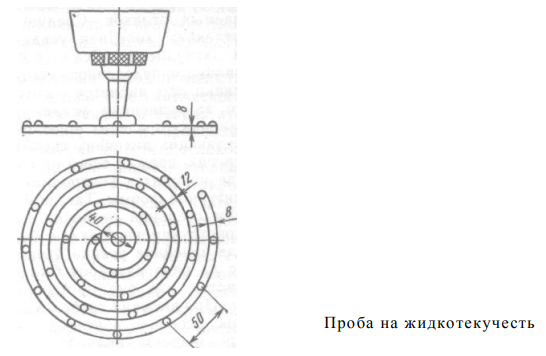
Различные образцы предоставляются и разливаются в специальные формы для определения текучести.
Наиболее распространенными являются различные типы спиральных образцов. Пресс-формы для литья таких образцов имеют расширенный спиральный канал, расположенный в горизонтальной плоскости. Сечение канала всегда по всей длине, обычно трапеция с высотой 8 мм, верхней 8 шириной и нижней 7 мм. Один из спиральный образец конструкции показан на рисунке.
Смотрите также:
Примеры решения задач по материаловедению
| Разделительные операции листовой штамповки | Параметры технологического процесса резания |
| Металлургические основы плавки | Основные этапы технологического процесса горячей объемной штамповки |
