
Оглавление:

Резьба метрическая
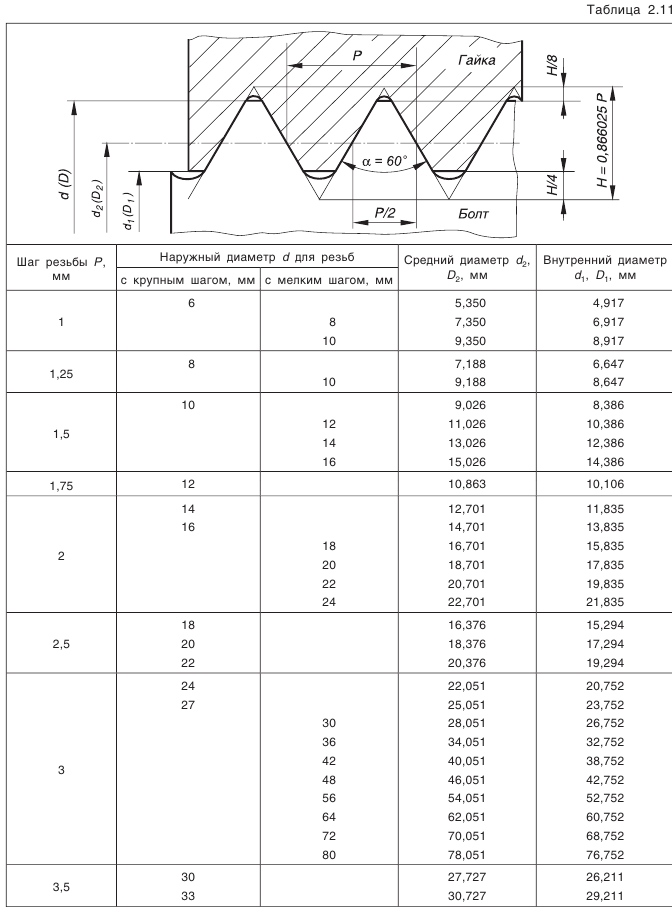
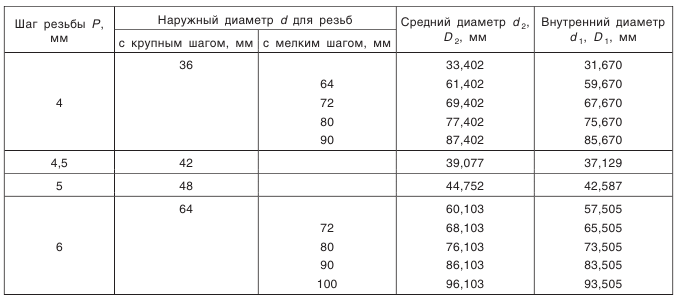
Метрическая цилиндрическая резьба применяется главным образом в качестве крепежной и разделяется на резьбу с крупным шагом диаметром 1…64 мм и резьбу с мелким шагом диаметром 1 …600 мм.
При равных наружных диаметрах метрические резьбы с мелким шагом отличаются от резьб с крупным шагом меньшей высотой профиля и меньшим углом подъема резьбы. Поэтому резьбы с мелким шагом рекомендуется применять при малой длине свинчивания, на тонкостенных деталях, а также при переменной нагрузке, толчках и вибрациях. Резьбы с крупным шагом рекомендуется применять для соединения деталей, не подвергающихся таким нагрузкам, так как они менее надежны при переменной нагрузке и вибрациях и более склонны к самоотвинчиванию.
Основные параметры крепежных цилиндрических метрических резьб
К основным параметрам цилиндрических резьб относятся:
•  — средний диаметр резьбы болта и гайки соответственно;
— средний диаметр резьбы болта и гайки соответственно;
•  — наружный диаметр резьбы болта и гайки соответственно;
— наружный диаметр резьбы болта и гайки соответственно;
•  — внутренний диаметр резьбы болта и гайки соответственно;
— внутренний диаметр резьбы болта и гайки соответственно;
•  — шаг резьбы;
— шаг резьбы;
•  — угол профиля резьбы, для метрических резьб
— угол профиля резьбы, для метрических резьб  .
.
Значения основных параметров метрических резьб по ГОСТ 9150-2002 и ГОСТ 8724-2002 приведены в табл. 2.11.
Предельные отклонения метрической резьбы. Посадки с зазором
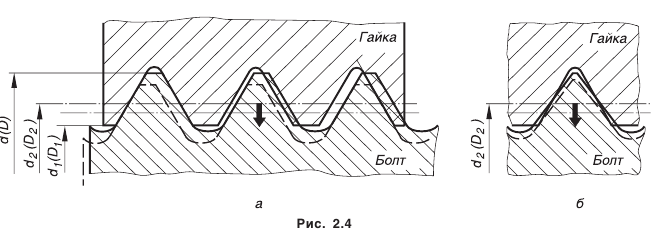
Резьбы при свинчивании контактируют только боковыми сторонами профиля, поэтому только средний диаметр, шаг и угол профиля резьбы определяют характер сопряжения в резьбе. Для компенсации накопленной погрешности шага (рис. 2.4, а) и погрешности угла профиля (рис. 2.4, 6) производят смещение действительного среднего диаметра резьбы. Вследствие взаимосвязи между отклонениями шага, угла профиля и собственно среднего диаметра допускаемые отклонения этих параметров раздельно не нормируют. Устанавливают только суммарный допуск на средний диаметр болта  и гайки , который включает допускаемые отклонения собственно среднего диаметра и диаметральные компенсации погрешности шага и угла профиля. Кроме этого, задается допуск на наружный диаметр болта
и гайки , который включает допускаемые отклонения собственно среднего диаметра и диаметральные компенсации погрешности шага и угла профиля. Кроме этого, задается допуск на наружный диаметр болта  и внутренний диаметр у гайки
и внутренний диаметр у гайки  , т. е. на диаметры, которые формируются перед нарезанием резьбы и при измерении готовых изделий наиболее доступны.
, т. е. на диаметры, которые формируются перед нарезанием резьбы и при измерении готовых изделий наиболее доступны.
Поля допусков основного отбора метрической резьбы для посадок с зазором по ГОСТ 16093-2004 приведены в табл. 2.12. Цифры обозначают степень точности, а буквы — основное отклонение.
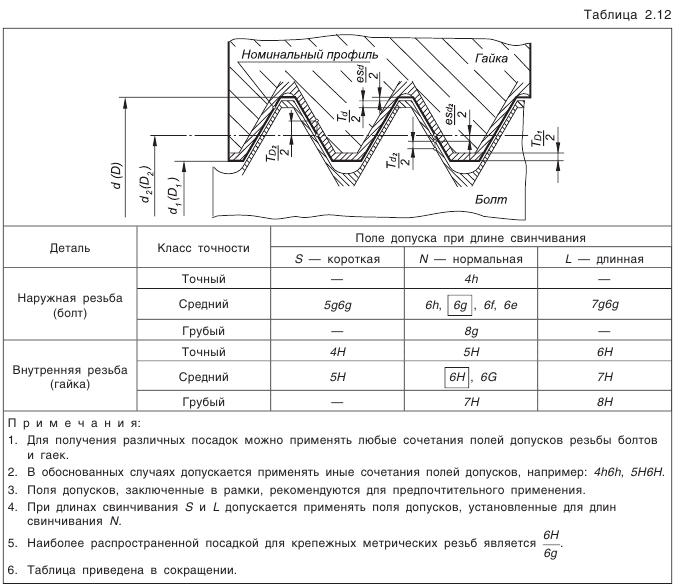
Длина свинчивания в силу конструктивных особенностей резьбовых соединений оказывает влияние на качество и характер сопряжения. Установлено три группы длин свинчивания:  — короткие,
— короткие,  — нормальные и
— нормальные и  — длинные.
— длинные.
К группе относятся резьбы с длиной свинчивания не менее  и не более
и не более  . Длины свинчивания менее относятся к группе , а длины свинчивания более — к группе .
. Длины свинчивания менее относятся к группе , а длины свинчивания более — к группе .
Точные значения длин свинчивания установлены ГОСТ 16093-2004.
Класс точности — понятие условное (на чертежах указывают поля допусков), и его используют для сравнительной оценки точности резьбы.
Точный класс рекомендуется для ответственных резьбовых соединений. Средний класс — для резьб общего назначения.
Грубый класс — для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т. п.
Условные обозначения метрических резьб
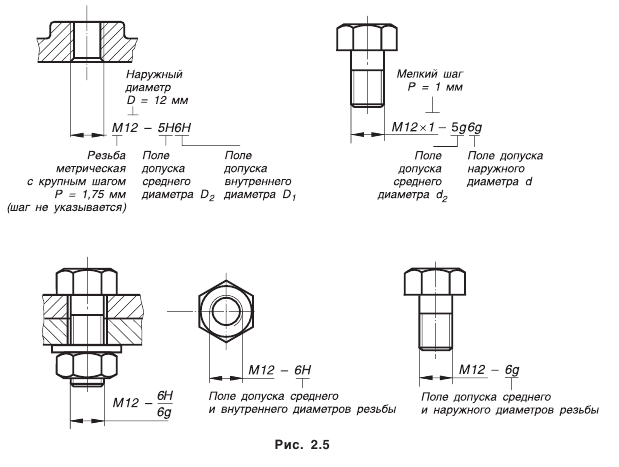
Примеры обозначения посадок метрических резьб приведены на рис. 2.5.
Если обозначение поля допуска наружного диаметра у болта или внутреннего диаметра у гайки совпадает с обозначением поля допуска среднего диаметра, его в обозначении не приводят (рис. 2.5).
Пример условного обозначения резьбового сопряжения с левой резьбой и мелким шагом

Пример условного обозначения двухзаходной внутренней резьбы с ходом 3 мм и шагом

Эта лекция взята со страницы лекций по допускам и посадкам:
Допуски и посадки: ГОСТы и особенности применения
Возможно вам будут полезны эти страницы:
| Посадки шлицевых соединений с прямобонным профилем зуба |
| Соединения шлицевые эвольвентные |
| Соединения с подшипниками качения |
| Зубчатые передачи |
