Оглавление:
Готовые решения задач по деталям машин.
Эта страница подготовлена для студентов любых форм обучения.
| Если что-то непонятно — вы всегда можете написать мне в WhatsApp и я вам помогу! |

Детали машин и основы конструирования
Детали машин и основы конструирования – это научная дисциплина, в которой рассматриваются основы расчета и конструирования деталей и узлов общего назначения, встречающиеся в различных механизмах, установках и машинах
Целью курса ”Детали машин и основы конструирования ” является изучение устройства, принципа работы, расчета и проектирования деталей машин и механизмов общего назначения. Задача курса заключается в том, чтобы, исходя из заданных условий работы деталей и сборочных единиц общего назначения, получить навыки их расчета и конструирования, изучить методы, правила и нормы проектирования, обеспечивающие изготовление надежных и экономичных конструкций.
Тема: Сварные соединения
Расчет ведут в следующем порядке:
1) Выбирают способ сварки (ручная электродуговая, автоматическая и т.д.) или назначают согласно заданию.
2) Принимают (или назначают согласно заданию) тин электрода и материал, свариваемых деталей. Для дуговой сварки применяют электроды с различной обмазкой, или покрытием, обеспечивающим устойчивое горение дуги и защиту материала шва от вредного воздействия окружающей среды. Для сварки конструкционных сталей применяют электроды: Э42, Э42А, Э46, Э46А, Э50, Э50А и др. Число после буквы Э, умноженное на 10, обозначает минимальное значение временного сопротивления металла шва, измеряемого в МПа. Буква А обозначает повышенное качество электрода, обеспечивающее получение более высоких пластических свойств металла шва.
3) Определяют допускаемые напряжения для основного материала и материала сварного шва.
Допускаемые напряжения растяжения основного металла
где  — предел текучести основного металла (таблица А1);
— предел текучести основного металла (таблица А1);  — допускаемый коэффициент запаса прочности ( = 1,2… 1,8 для низкоуглеродистых и = 1,5… 2,2 для низколегированных сталей) — большее значение при грубых расчетах; если разрушение сопряжено с тяжелыми последствиями, то значение повышают в 1,5… 2 раза.
— допускаемый коэффициент запаса прочности ( = 1,2… 1,8 для низкоуглеродистых и = 1,5… 2,2 для низколегированных сталей) — большее значение при грубых расчетах; если разрушение сопряжено с тяжелыми последствиями, то значение повышают в 1,5… 2 раза.
Допускаемые напряжения для сварных швов  при статической нагрузке задают в долях от допускаемого напряжения
при статической нагрузке задают в долях от допускаемого напряжения  на растяжение основного металла (таблица 3.11)
на растяжение основного металла (таблица 3.11)
Таблица 3.11

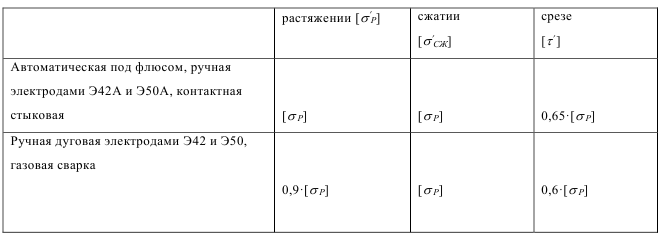
В случае если сваривают детали с различными механическими свойствами, то расчет допускаемых напряжений ведется для материала, обладающего наименьшим значением предела текучести.
4) Составляют расчетную схему соединения, приведя её к схемам, изложенным в конспекте лекций [1, с. 126… 129] или в [2, с. 69… 79].
Внешние силы, действующие на соединение, следует перенести в центр тяжести сварного шва в соответствии с правилами теоретической механики, при этом силы, действующие под углом к плоскости сварных швов, необходимо разложить на перпендикулярные составляющие (рисунок 3.11).
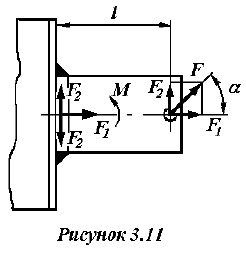
При переносе силы  параллельно себе появляется дополнительно момент пары сил равный
параллельно себе появляется дополнительно момент пары сил равный
При переносе силы  вдоль линии действия никаких дополнительных сил и моментов не возникает.
вдоль линии действия никаких дополнительных сил и моментов не возникает.
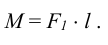
В задаче 8 усилие от каната приложено к барабану несимметрично по отношению к стойкам, поэтому и силы действующие на сварные швы ( и
и  ) будут различны. Для их определения следует составить уравнения равновесия относительно опор 1 и 2 — стоек (рисунок 3.12)
) будут различны. Для их определения следует составить уравнения равновесия относительно опор 1 и 2 — стоек (рисунок 3.12)
В задаче 10 следует из условия равновесия колеса относительно оси вращения
определить усилия  , вызывающие срез швов на соответствующих диаметрах
, вызывающие срез швов на соответствующих диаметрах  .
.
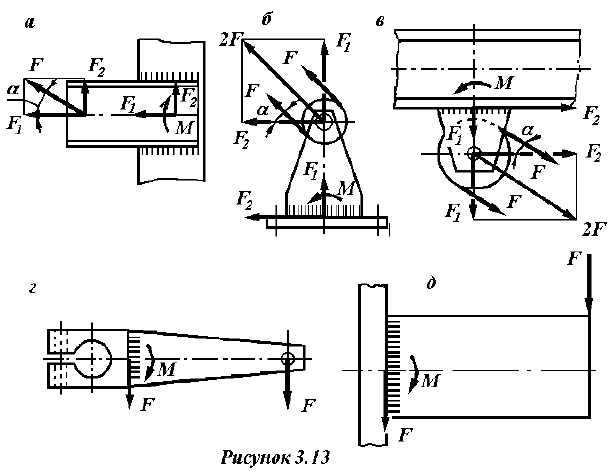
Примеры расчетных схем для задач 1, 2, 3, 4, 6, 7,9 показаны на рисунке 3.13.
5) Назначают катет шва. В большинстве случаев  , где
, где  — меньшая из толщин свариваемых деталей. По условиям технологии
— меньшая из толщин свариваемых деталей. По условиям технологии  мм, если
мм, если  мм. Максимальная величина катета не ограничивается, однако швы с
мм. Максимальная величина катета не ограничивается, однако швы с  мм используются редко.
мм используются редко.
6) Определяют действующие напряжения отдельно для каждого силового фактора (силы, момента). Складывая напряжения, учитывают их направление (если направление векторов совпадает, то их складывают алгебраически, если векторы перпендикулярны, то их складывают геометрически).
7) При проектировании сварных швов обычно из условия прочности определяют их длину. Принимая при этом, что длина фланговых швов обычно не больше 50  , лобовые швы могут иметь любую длину. Минимальная длина углового шва
, лобовые швы могут иметь любую длину. Минимальная длина углового шва  составляет 30 мм, что перекрывает дефекты сварных швов -непровар в начале и кратер в конце.
составляет 30 мм, что перекрывает дефекты сварных швов -непровар в начале и кратер в конце.
Возможно эта страница вам будет полезна:
| Предмет детали машин |
Задача №3.3.1
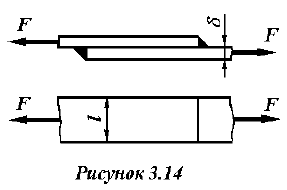
Рассчитать лобовой шов (рисунок 3.14), соединяющий два листа толщиной  = 8 мм из стали Ст 3, если
= 8 мм из стали Ст 3, если  = 100 кН, Сварка ручная электродом Э42.
= 100 кН, Сварка ручная электродом Э42.
Решение:
1 Определяем допускаемое напряжение растяжения для основного металла, принимая для стали Ст 3  = 240 МПа (таблица А1) и
= 240 МПа (таблица А1) и  = 1,45 (см. п. 3)
= 1,45 (см. п. 3)
2 В соответствии с таблицей 3.11 вычисляем допускаемое напряжение для сварного шва при срезе

3 Из условия прочности (см. формулу 4.14 [1, с. 128]) определяем длину сварного шва
принимая

(два шва) получаем
Учитывая возможность технологических дефектов сварки, принимаем 
Задача №3.3.2.
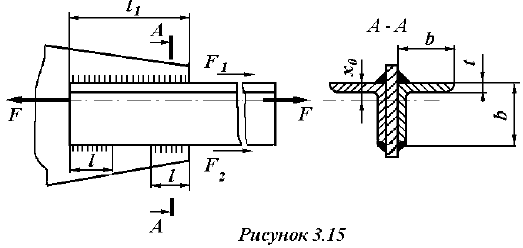
Стержень, состоящий из двух равнополочных уголков, соединенных косынкой, нагружен постоянной растягивающей силой = 200 кН (рисунок 3.15). Определить номер профиля уголков и длину швов сварной конструкции соединения.
Материал уголков — сталь Ст 3.
Решение:
1 Принимаем, что сварка осуществляется вручную электродами Э42.
2 Определяем допускаемое напряжение растяжения для основного металла, принимая для Ст 3 = 240 МПа (таблица А1) и = 1,25 (см. п. 3)
3 Определим допускаемое напряжение на срез для сварного шва, в соответствии с таблицей 3.11

4 Из расчета на растяжение определим площадь сечения уголков

Для одного уголка  . По ГОСТ (таблица А5 ) выбираем уголок № 5,6 имеющий площадь поперечного сечения
. По ГОСТ (таблица А5 ) выбираем уголок № 5,6 имеющий площадь поперечного сечения  , толщину полки
, толщину полки  и координату центра тяжести
и координату центра тяжести  .
.
5 Сварные швы располагают так, чтобы напряжения в них были одинаковыми. Поэтому при проектировании соединения уголков с косынками, т.е. при несимметричной конструкции, длину швов делают неодинаковой. Таким образом, каждый шов воспринимает только свою часть нагрузки  и
и  .
.
Длину фланговых швов определяют в предположении, что их длина пропорциональна этим частям силы и . Параллельные составляющие  и находят по формулам:
и находят по формулам:

Решая эти уравнения, получим:
6 Определим длину швов (см. формулу 4.14 [1, с. 128]), приняв катет шва  :
:


Округляя, принимаем

добавив для коротких швов по 5 мм против расчетной длины.
Возможно эта страница вам будет полезна:
| Цели и задачи деталей машин |
Задача №3.3.3
Найти параметры сварных швов кривошипа (рисунок 3.16), нагруженного постоянной силой  и имеющего размеры
и имеющего размеры

при условии, что прочность основного металла обеспечена.
Решение:
1 Дополнительно принято: основной металл — сталь Ст 4 ( = 260 МПа); сварка ручная дуговая электродом Э42А; швы угловые с катетом  (фрагмент А рисунок 3.16).
(фрагмент А рисунок 3.16).
2 Определяем допускаемое напряжение растяжения для основного металла, принимая для стали Ст 4 = 260 МПа ( таблицу А1) и = 1,65 (см. п. 3)
3 Допускаемое касательное напряжение сварного шва (см. таблицу 3.11),

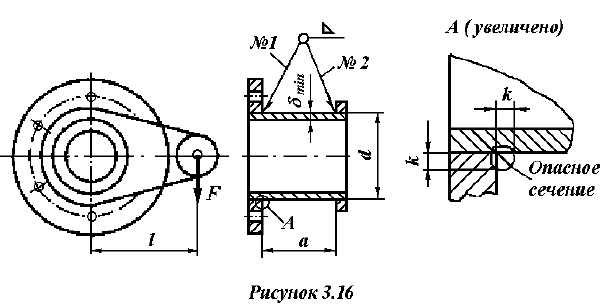
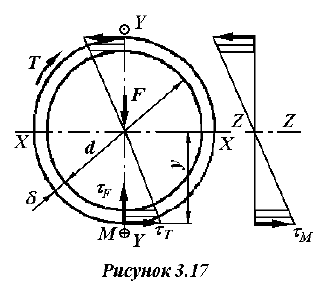
4 Расчету подлежит шов № 1, который по сравнению со швом № 2 дополнительно нагружен изгибающим моментом  . Опасное сечение шва — сечение по биссектрисе прямого угла -представляет собой коническую поверхность, которую условно разворачивают на плоскость стыка свариваемых деталей. Выполняют приведение нагрузки (перепое
. Опасное сечение шва — сечение по биссектрисе прямого угла -представляет собой коническую поверхность, которую условно разворачивают на плоскость стыка свариваемых деталей. Выполняют приведение нагрузки (перепое  в центр тяжести расчетного сечения) и составляют расчетную схему (рисунок 3.17), на которой: — центральная сила; — изгибающий момент,
в центр тяжести расчетного сечения) и составляют расчетную схему (рисунок 3.17), на которой: — центральная сила; — изгибающий момент,  — крутящий момент:
— крутящий момент:
3 В наиболее нагруженных зонах шва, удаленных от оси  на расстояние
на расстояние  , находят суммарное касательное напряжение и сравнивают с допускаемым, используя зависимость,
, находят суммарное касательное напряжение и сравнивают с допускаемым, используя зависимость,
где  — касательное напряжение при действии центральной сдвигающей силы
— касательное напряжение при действии центральной сдвигающей силы  ; при наличии центрирующего пояска =0;
; при наличии центрирующего пояска =0;
 — касательное напряжение при действии вращающего момента ,
— касательное напряжение при действии вращающего момента ,

 — касательное напряжение при действии изгибающего момента ,
— касательное напряжение при действии изгибающего момента ,

Таким образом,

Статическая прочность угловых швов обеспечена. 6 Определим величину катета  проектным расчетом, преобразуя зависимость (*):
проектным расчетом, преобразуя зависимость (*):

Принято = 3 мм.
Тема: Соединения с натягом и заклепочные
Теоретический материал по расчету заклепочных соединений изложен в конспекте лекций [1, с. 117… 122] и учебниках [2, с. 61… 67], [3, с. 58… 63], [4, с. 35… 44], а соединений с натягом в источниках [1, с. 122… 124], [2, с. 104… 116], [3, с. 100… 110], [4, с. 57…62].
4.2.1 Подбор посадки с натягом. Исходные данные:  -вращающий момент на колесе, Н м;
-вращающий момент на колесе, Н м;  — осевая сила, Н;
— осевая сила, Н;  -диаметр соединения, мм;
-диаметр соединения, мм;  — диаметр отверстия пустотелого вала, мм;
— диаметр отверстия пустотелого вала, мм;  — условный наружный диаметр втулки (ступицы колеса, внешний диаметр бандажа и др.), мм;
— условный наружный диаметр втулки (ступицы колеса, внешний диаметр бандажа и др.), мм;  — длина сопряжения, мм; материалы соединяемых деталей и шероховатость поверхностей. При одновременном нагружении соединения вращающим моментом и осевой силой
— длина сопряжения, мм; материалы соединяемых деталей и шероховатость поверхностей. При одновременном нагружении соединения вращающим моментом и осевой силой  расчет условно ведут по равнодействующей силе
расчет условно ведут по равнодействующей силе  , составляющими которой являются окружная сила и осевая сила
, составляющими которой являются окружная сила и осевая сила
Осевую силу , действующую в зацеплении, в расчет не принимают: как показывает анализ, после приведения сил  и к диаметру соединения, влияние осевой силы оказывается незначительным (с учетом силы давление увеличивается для цилиндрических и червячных колес в 1,005 раза, а для конических колес с круговым зубом в 1,02 раза).
и к диаметру соединения, влияние осевой силы оказывается незначительным (с учетом силы давление увеличивается для цилиндрических и червячных колес в 1,005 раза, а для конических колес с круговым зубом в 1,02 раза).
Подбор посадок производят в следующем порядке.
1) Среднее контактное давление (МПа)
где  — коэффициент запаса сцепления;
— коэффициент запаса сцепления;  — коэффициент трения.
— коэффициент трения.
При действии на соединение изгибающего момента  требуемое давление определяют по выражению
требуемое давление определяют по выражению
Для предупреждения снижения несущей способности вследствие нестабильности коэффициента трения и контактной коррозии (изнашивания посадочных поверхностей вследствие их микроскольжения при действии переменных напряжений, пиковых нагрузок, особенно в период пуска и останова) или для уменьшения ее влияния в соединениях с натягом следует предусматривать определенный запас сцепления , который принимают = 2,0…4,5.
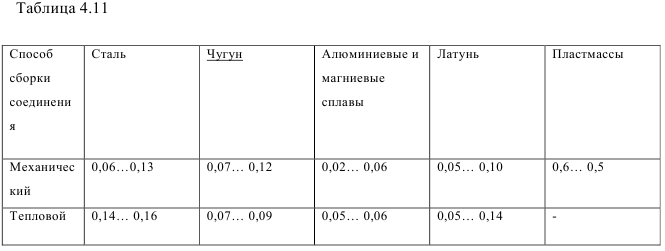
Для определения числовых значений коэффициента трения можно воспользоваться данными таблицы 4.11 в которой приведены значения коэффициента трения в случае соединения с валом, изготовленным из стали.
2) Расчетный теоретический натяг (мкм):

где  — коэффициенты жесткости:
— коэффициенты жесткости:

здесь  — модуль упругости, МПа: для стали —
— модуль упругости, МПа: для стали —  ; чугуна —
; чугуна —  ; оловянной бронзы —
; оловянной бронзы —  ; безоловянной бронзы и латуни —
; безоловянной бронзы и латуни —  ;
;
 — коэффициент Пуассона: для стали — 0,3; чугуна — 0,25; бронзы, латуни — 0,35.
— коэффициент Пуассона: для стали — 0,3; чугуна — 0,25; бронзы, латуни — 0,35.
Индекс «1» для охватываемой детали (вала), индекс «2» для охватывающей детали (втулки).
В задачах о посадке подшипника качения (задача 9) диаметры  и
и  (таблица Б11) необходимо определить по следующим зависимостям.
(таблица Б11) необходимо определить по следующим зависимостям.
Диаметр по дну желоба ()

диаметр борта ()

где соответствующие размеры подшипника приведены в таблице Б11.
3) Поправка па обмятые микронеровностей (мкм)

где  и
и  — средние арифметические отклонения профиля поверхностей. Значения
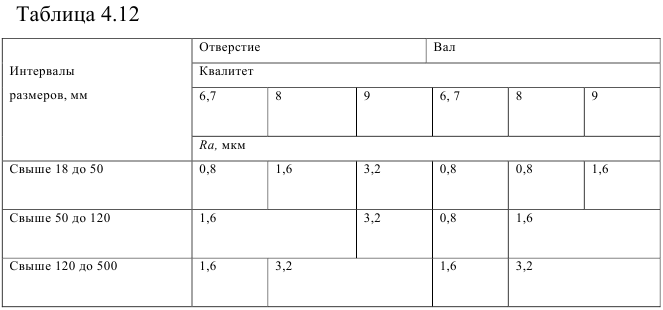
— средние арифметические отклонения профиля поверхностей. Значения  , мкм принимают согласно чертежу детали или по таблице 4.12, где приведены рекомендуемые значения параметра шероховатости для посадочных поверхностей отверстий и валов.
, мкм принимают согласно чертежу детали или по таблице 4.12, где приведены рекомендуемые значения параметра шероховатости для посадочных поверхностей отверстий и валов.
4) Поправка па температурную деформацию (мкм). При подборе посадки зубчатых венцов червячных колес, которые нагреваются при работе передачи до относительно высоких температур, учитывают температурные деформации центра и венца колеса, ослабляющие натяг

Здесь  и
и  — средняя объемная температура соответственно обода центра и венца колеса. Значения коэффициентов
— средняя объемная температура соответственно обода центра и венца колеса. Значения коэффициентов  , 1/°С: для стали —
, 1/°С: для стали —  ; чугуна —
; чугуна —  ; бронзы, латуни —
; бронзы, латуни —  .
.
5) Минимальный натяг (мкм), необходимый для передачи вращающего момента,
6) Максимальный натяг (мкм), допускаемый прочностью охватывающей детали (ступицы, венца и др.),

7) Максимальная деформация (мкм), допускаемая прочностью охватывающей детали,

где
максимальное давление, допускаемое прочностью охватывающей детали ( — предел текучести материала охватывающей детали, МПа).
— предел текучести материала охватывающей детали, МПа).
8) Выбор посадки. По значениям  и
и  выбирают по таблице Б10 одну из посадок, удовлетворяющих условиям (4.11) и (4.12).
выбирают по таблице Б10 одну из посадок, удовлетворяющих условиям (4.11) и (4.12).
Приводимые в таблице Б10 значения минимального  и максимального
и максимального  вероятностных натягов подсчитаны по формулам, учитывающим рассеивание размеров вала и отверстия и, как следствие, рассеивание величины натяга.
вероятностных натягов подсчитаны по формулам, учитывающим рассеивание размеров вала и отверстия и, как следствие, рассеивание величины натяга.
9) Для выбранной посадки определяют силу запрессовки или температуру нагрева детали.
Сила запрессовки, 

где

 — давление от натяга выбранной посадки;
— давление от натяга выбранной посадки;
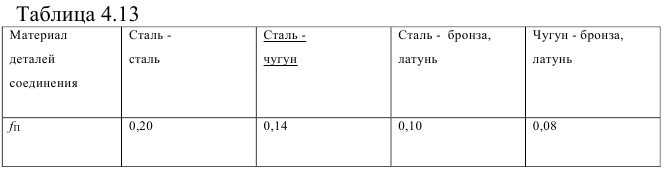
 — коэффициент сцепления (трения) при прессовании (таблица 4.13).
— коэффициент сцепления (трения) при прессовании (таблица 4.13).
10) Температура нагрева охватывающей детали, °С для обеспечения зазора при сборке
где  — зазор для удобства сборки, мкм; этот зазор принимают в зависимости от диаметра вала
— зазор для удобства сборки, мкм; этот зазор принимают в зависимости от диаметра вала  по таблице 4.14:
по таблице 4.14:

Температура нагрева должна быть такой, чтобы не происходило структурных изменений в материале. Для стали  = 230… 240°С, для бронзы = 150… 200°С.
= 230… 240°С, для бронзы = 150… 200°С.
Заклепочные соединения. Последовательность расчета.
Расчет прочных заклепочных швов (задачи 4, 6, 7, 10)
1) Определяют диаметр заклепки  и параметры шва: шаг многорядных швов
и параметры шва: шаг многорядных швов  и расстояние от оси заклепок до кромок
и расстояние от оси заклепок до кромок  по рекомендациям, приведенным в конспекте лекций [1,с. 121].
по рекомендациям, приведенным в конспекте лекций [1,с. 121].
2) Допускаемые напряжения. На практике при расчете прочных заклепочных швов силу трения не учитывают, используя более простой расчет по условным напряжениям среза  .
.
Для заклепок из сталей Ст 0, Ст 2, Ст 3 принимают = 140 МПа,  = 280… 320 МПа при просверленных отверстиях в соединяемых листах; при изготовлении отверстий продавливанием и при холодной клепке допускаемые напряжения понижают на 20… 30%.
= 280… 320 МПа при просверленных отверстиях в соединяемых листах; при изготовлении отверстий продавливанием и при холодной клепке допускаемые напряжения понижают на 20… 30%.
3) Максимальную нагрузку на одну заклепку определяют из условия среза по (см. формулу (4.1) [1, с. 120]).
3) Количество заклепок в шве определяют исходя из приложенной нагрузки. Для исключения возможности поворота соединяемых деталей число заклепок принимают 
4) Разрабатывают конструкцию заклепочного шва (при этом уточняют параметры шва 
5) Спроектированный заклепочный шов проверяют (см. формулу (4.3) [1, с. 120]) на растяжение деталей (листов) и (см. формулу (4.4) [1,с. 121]) на срез детали.
Расчет прочноплотных заклепочных швов (задача 3) производят в следующем порядке
1) Вычисляют толщину стенки цилиндрического сосуда (котла, автоклава и т, п.):
где  — давление па поверхность стенки сосуда;
— давление па поверхность стенки сосуда;  — внутренний диаметр сосуда;
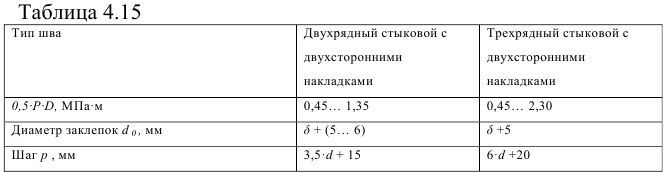
— внутренний диаметр сосуда;  — допускаемый коэффициент прочности продольного шва (расчет стенки сосуда производят по продольному шву), таблица 4.15;
— допускаемый коэффициент прочности продольного шва (расчет стенки сосуда производят по продольному шву), таблица 4.15;  — допускаемое напряжение при растяжении для стенки сосуда;
— допускаемое напряжение при растяжении для стенки сосуда;  = 1… 3 мм — добавка на коррозию металла.
= 1… 3 мм — добавка на коррозию металла.
2) Допускаемые напряжения. При расчете прочноплотных заклепочных швов их проверяют на плотность, т.е. на отсутствие относительного скольжения листов. Этому скольжению препятствуют возникающие между листами силы трения. Значение этой силы трения определяют экспериментально и условно относят к поперечному сечению заклепки. Поэтому проверка заклепок по допускаемому условному напряжению 
 одновременно является проверкой шва и на плотность. Значения
одновременно является проверкой шва и на плотность. Значения  даны в таблице 4.15, где приведены рекомендуемые значения основных параметров прочноплотных заклепочных швов в зависимости от значения
даны в таблице 4.15, где приведены рекомендуемые значения основных параметров прочноплотных заклепочных швов в зависимости от значения 
Допускаемые напряжения при растяжении для стенки сосуда определяют в зависимости от температуры нагрева стенки сосуда: при температуре 

где  — предел прочности при растяжении материала листов, из которых выполнена стенка сосуда (таблица А1);
— предел прочности при растяжении материала листов, из которых выполнена стенка сосуда (таблица А1);
 — коэффициент запаса прочности,
— коэффициент запаса прочности,  .
.

3) Максимальная нагрузка на одну заклепку в продольном шве

в поперечном шве

где  — число заклепок, которыми скрепляют листы на участке шва шириной
— число заклепок, которыми скрепляют листы на участке шва шириной  .
.
4) Производят проверочный расчет заклепок по допускаемому условному напряжению на срез
где  — условное расчетное напряжение на срез в заклепках;
— условное расчетное напряжение на срез в заклепках;  -число плоскостей среза заклепки.
-число плоскостей среза заклепки.
5) После определения  и проверки шва на плотность вычисляют остальные размеры шва.
и проверки шва на плотность вычисляют остальные размеры шва.
Для прочноплотных швов расстояние заклепки до края листа

Расстояние между рядами заклепок
Толщина накладок
Задача №4.3.1
Косозубое цилиндрическое колесо передает на вал номинальный вращающий момент  = 400 Н м. На зубья колеса действуют силы: окружная
= 400 Н м. На зубья колеса действуют силы: окружная  = 4000 Н; радиальная
= 4000 Н; радиальная  =1500 Н и осевая
=1500 Н и осевая  = 1000 Н; точка приложения этих сил расположена в середине зубчатого венца колеса на диаметре
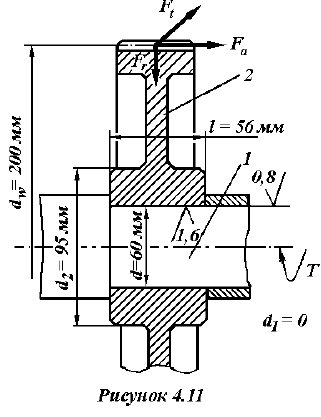
= 1000 Н; точка приложения этих сил расположена в середине зубчатого венца колеса на диаметре  . Размеры деталей соединения даны на рисунке 4.11. Материал колеса и вала: сталь 40Х, термообработка улучшение, твердость поверхности 240… 260 НВ, пределы текучести
. Размеры деталей соединения даны на рисунке 4.11. Материал колеса и вала: сталь 40Х, термообработка улучшение, твердость поверхности 240… 260 НВ, пределы текучести  = 650 МПа. Сборка осуществляется запрессовкой. Требуется подобрать стандартную посадку для передачи заданной нагрузки.
= 650 МПа. Сборка осуществляется запрессовкой. Требуется подобрать стандартную посадку для передачи заданной нагрузки.
Решение:
1 Коэффициент запаса сцепления принимаем  = 3 , так как на соединение действуют циклические напряжения изгиба. Напряжения изменяются потому, что силы
= 3 , так как на соединение действуют циклические напряжения изгиба. Напряжения изменяются потому, что силы  и
и  в пространстве неподвижны, а соединение вал-колесо вращается.
в пространстве неподвижны, а соединение вал-колесо вращается.
2 Коэффициент трения  (см. таблица 4.11), так как детали соединения стальные без покрытий и сборка осуществляется под прессом (запрессовка).
(см. таблица 4.11), так как детали соединения стальные без покрытий и сборка осуществляется под прессом (запрессовка).
3 Действующий на соединение изгибающий момент от осевой силы на колесе равен

4 Потребное давление для передачи вращающего момента и осевой силы определяем по формулам (4.1) и (4.2)

5 Потребное давление для восприятия изгибающего момента  из условия нераскрытая стыка находим по формуле (4.3)
из условия нераскрытая стыка находим по формуле (4.3)

Для дальнейшего расчета в качестве потребного давления  выбираем большее значение, т. е.
выбираем большее значение, т. е.

6 Расчетный теоретический натяг определяем по формуле Ляме (4.4)
Посадочный диаметр соединения  (см. рисунок 2.11), вал сплошной стальной с параметрами:
(см. рисунок 2.11), вал сплошной стальной с параметрами:


ступица (зубчатое колесо) стальная с параметрами:

здесь условно принимают наружный диаметр  охватывающей детали равным диаметру ступицы зубчатого колеса.
охватывающей детали равным диаметру ступицы зубчатого колеса.
Тогда по формулам (4.5), (4.6) коэффициенты
При этих параметрах потребный расчетный теоретический натяг равен (4.4)

6 Поправка на обмятие микронеровностей (4.9) составляет

где  согласно рисунка 4.11.
согласно рисунка 4.11.
7 Температурную поправку  , принимаем равной нулю. Минимальный натяг, требуемый для передачи заданной нагрузки, равен (4.11)
, принимаем равной нулю. Минимальный натяг, требуемый для передачи заданной нагрузки, равен (4.11)

8 Давление на поверхности контакта, при котором эквивалентные напряжения в ступице колеса достигают значения предела текучести материала ступицы  , находим по формуле (4.14)
, находим по формуле (4.14)
9 Расчетный натяг, соответствующий давлению  , т. е. натяг, при котором эквивалентные напряжения у внутренней поверхности ступицы достигнут предела текучести материала ступицы, составляет (4.13)
, т. е. натяг, при котором эквивалентные напряжения у внутренней поверхности ступицы достигнут предела текучести материала ступицы, составляет (4.13)

10 Максимально допустимый натяг (4.12) по условию отсутствия зон пластических деформаций у охватывающей детали (ступице зубчатого колеса) равен

11 Для образования посадок принимаем систему отверстия. Допускаем вероятность появления (риск появления) больших и меньших натягов 0,14%, т.е. принимаем надежность  = 0,9986. Условия пригодности посадки
= 0,9986. Условия пригодности посадки

12 В таблице Б10, из числа рекомендуемых стандартных посадок пригодна посадка  для которой вероятностный минимальный натяг
для которой вероятностный минимальный натяг  = 66 мкм больше минимального натяга, требуемого для передачи заданной нагрузки,
= 66 мкм больше минимального натяга, требуемого для передачи заданной нагрузки,  = 58,4 мкм, а максимальный вероятностный натяг
= 58,4 мкм, а максимальный вероятностный натяг  = 108 мкм меньше максимального натяга по условию отсутствия пластических деформаций у ступицы колеса
= 108 мкм меньше максимального натяга по условию отсутствия пластических деформаций у ступицы колеса  = 199,1 мкм.
= 199,1 мкм.
Прочность деталей соединения, в частности ступицы зубчатого колеса, проверять не надо, так как у выбранной посадки максимальный вероятностный натяг  =108 мкм. При таком натяге эквивалентные напряжения в ступице будут меньше предела текучести, поскольку эквивалентные напряжения в ступице достигают предела текучести при натяге 199,1 мкм.
=108 мкм. При таком натяге эквивалентные напряжения в ступице будут меньше предела текучести, поскольку эквивалентные напряжения в ступице достигают предела текучести при натяге 199,1 мкм.
Возможно эта страница вам будет полезна:
| Курсовая работа по деталям машин |
Задача №4.3.2
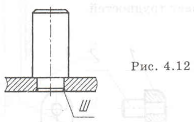
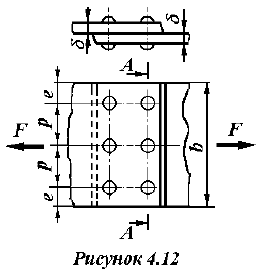
Рассчитать и сконструировать заклепочное соединение внахлестку двух полос с размерами в сечении  = 150 х 6 (рисунок 4.12); сила
= 150 х 6 (рисунок 4.12); сила  , действующая на соединение, приложена по оси симметрии листов и равна 80 кН. Материал листов сталь Ст 3, заклепок — сталь Ст 2.
, действующая на соединение, приложена по оси симметрии листов и равна 80 кН. Материал листов сталь Ст 3, заклепок — сталь Ст 2.
Решение:
1 Расчет ведем для прочного заклепочного соединения [1, с.121].
Определим диаметр заклепок

Примем
2 Определим максимальную нагрузку на одну заклепку из условия среза (см. формулу (4.1) [ 1, с. 120])

где
3 Необходимое число заклепок
Принимаем число заклепок 
Чтобы уменьшить влияние изгиба на прочность соединения, располагаем заклепки в 2 ряда по 3 в каждом (см. рисунок 4.12).
4 Определим расстояние от оси заклепки до края листа —  и шаг
и шаг  между заклепками в ряду [ 1, с. 121 ]
между заклепками в ряду [ 1, с. 121 ]

4 Проведем проверку по напряжениям смятия (см. формулу (4.2) [1, с.120])
уточнив при этом нагрузку, приходящуюся на одну заклепку
5 Проверим прочность листов по ослабленному заклепками сечению  (см. формулу (4.3) [1, с. 120])
(см. формулу (4.3) [1, с. 120])

Условие прочности выполнено.
Тема: Резьбовые соединения
Приступая к расчету резьбовых соединений, студенты должны изучить материал, изложенный в конспекте [1, с. 129… 135] и литературе [2, с. 21 …61], [3, с. 21 …78], [4, с. 63… 99].
Решения задач, как правило, ведут в следующем порядке.
1) Составляют расчетную схему соединения и определяют нагрузку, действующую на болт (винт, шпильку).
Внешние нагрузки, действующие на резьбовые соединения, в зависимости от условий нагружения могут быть осевыми, поперечными или комбинированными, по характеру действия -постоянными или циклическими.
При действии поперечной нагрузки применяют соединения двух видов:
болт поставлен в отверстие с зазором; болт поставлен в отверстие без зазора, а) в случае установки болтов с зазором, затяжкой должна создаваться сила трения на поверхности стыка, превышающая внешнюю сдвигающую нагрузку (см. формулы (4.26) [1, с. 134]) и формулу (1.20) [2, с. 37].
При этом сила, растягивающая болт (винт, шпильку), определяется следующим образом
где  — сила, действующая на болт;
— сила, действующая на болт;  — внешняя сдвигающая сила;
— внешняя сдвигающая сила;  — коэффициент запаса: = 1,3… 1,5 при статической нагрузке, = 1,8… 2,0 при переменной нагрузке;
— коэффициент запаса: = 1,3… 1,5 при статической нагрузке, = 1,8… 2,0 при переменной нагрузке;  -коэффициент трения в стыке: = 0,15… 0,20 — сталь по чугуну (по стали); = 0,3… 0,35 — сталь (чугун) по бетону; = 0,25 — сталь (чугун) по дереву;
-коэффициент трения в стыке: = 0,15… 0,20 — сталь по чугуну (по стали); = 0,3… 0,35 — сталь (чугун) по бетону; = 0,25 — сталь (чугун) по дереву;  — количество болтов;
— количество болтов;  — число стыков в соединении.
— число стыков в соединении.
б) при установке болтов без зазора (по переходной или посадке с натягом) силы трения в стыке не учитывают, т.к. затяжка болтов не обязательна. В этом случае стержень болта рассчитывают из условия прочности на срез и смятие, см. формулы (4.27), (4.28) [1, с. 134, 135]; (1.21), (1.22) [2, с. 38]; (6.33), (6.34), (6.35) [4, с. 86].
Приступая к расчету соединений, изображенных на рисунках 5.1, 5.2, 5.5, 5.6, необходимо уяснить, что в этих соединениях действует поперечная сила, стремящаяся сдвинуть соединяемые детали.
Сдвигающую силу определяют из условия равновесия деталей относительно оси вращения:
здесь  — сдвигающая сила, действующая на диаметре расположения болтов (винтов, шпилек)
— сдвигающая сила, действующая на диаметре расположения болтов (винтов, шпилек)  и окружные силы, действующие на соответствующих диаметрах; обычно это — силы сопротивления от приводимых в движение деталей.
и окружные силы, действующие на соответствующих диаметрах; обычно это — силы сопротивления от приводимых в движение деталей.
Эту поперечную силу уравновешивает сила трения в стыке соединяемых деталей, которая обеспечивается при затяжке резьбового соединения. При этом болт (винт, шпилька) подвержен растяжению.
В соединении изображенном на рисунке 5.11 для надежной передачи пиле вращения необходимо, чтобы момент сил трения был больше момента резания на 20… 25%, т.е.

где  — сила трения, возникающая между полотном пилы и шайбами при затяжке гайки
— сила трения, возникающая между полотном пилы и шайбами при затяжке гайки  ;
;
— коэффициент трения между пилой и шайбами, принимаем = 0,12;
 — сила давления в стыке, создаваемая усилием затяжки
— сила давления в стыке, создаваемая усилием затяжки
В соединении (рисунок 5.12,а) сила, действующая на винт  определяется из условия равновесия балки (рисунок 5.12,6)
определяется из условия равновесия балки (рисунок 5.12,6)

В случае, когда усилие приложено асимметрично, действующую нагрузку раскладывают на составляющие и приводят их к центру тяжести
стыка. Если число болтов в задаче не указано, то их количеством задаются.
Рассмотрим соединения в задачах 3, 4, 8, 9 (рисунки 5.13 и 5.14). В этих случаях нагрузка, приложенная асимметрично, раскрывает стык (и вызывает сдвиг деталей). Решение подобных
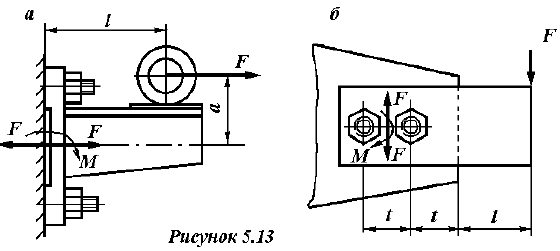
задач является комбинированным. Действующую нагрузку раскладывают на составляющие — осевую и поперечную, а затем приводят их к центру тяжести стыка, см. пример 5.3.2 данных методических указаний и пример 1.4 [2, с. 60] или [4, с. 94]. Также можно воспользоваться рекомендациями, изложенными при решении задач первой группы.
В результате этого к соединению, в общем случае, приложены: осевая и поперечная силы, равномерно воспринимаемые всеми резьбовыми деталями, и опрокидывающий момент, стремящийся раскрыть стык. Из уравнения равновесия — уравнения моментов относительно
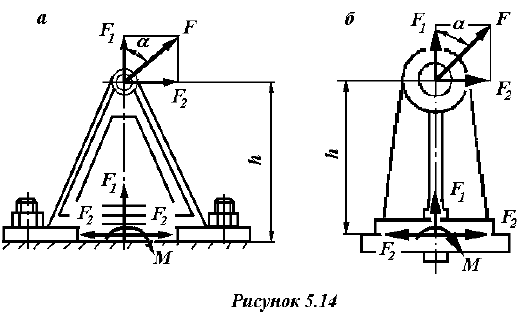
центра тяжести стыка — определяются силы, дополнительно действующие на болты (винты, шпильки) в осевом направлении.
По величине наибольшей осевой (отрывающей) силы из условия прочности стержня болта (винта, шпильки) на растяжение вычисляется внутренний диаметр резьбы.
В соединении (рисунок 5.15) болты поставлены с предварительной затяжкой, обеспечивающей герметичность соединения.
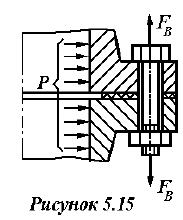
Внешняя сила, действующая на болтовое соединение , представляет собой силу внутреннего давления сжатого воздуха внутри емкости диаметром 
2) Выбирают материал болта (винта, шпильки), а при необходимости и материал соединяемых деталей. Крепежные детали общего назначения изготавливают из низко- и среднеуглеродистых сталей типа Сталь 10… Сталь 35 (таблица А1).
3) Находят допускаемые напряжения растяжения, смятия или среза в зависимости от условий работы резьбовых деталей.
Допускаемое напряжение растяжения  для болтового соединения находится из условия отсутствия пластических деформаций. Оно зависит от предела текучести материала винта
для болтового соединения находится из условия отсутствия пластических деформаций. Оно зависит от предела текучести материала винта  и равно
и равно
Здесь  — коэффициент запаса прочности. Численное значение коэффициента запаса рекомендуется выбирать в зависимости от технологии сборки. Если такая сборка выполняется динамометрическим ключом, который позволяет строго контролировать усилие затяжки, то = 1,3..1,5 . Затяжка при таком варианте сборки называется контролируемой. Однако в большинстве случаев ключи для затяжки не имеют средств контроля момента завинчивания, и в результате сила затяжки оказывается неопределенной. Сборка, выполняемая таким ключом, считается неконтролируемой, и в этом случае целесообразно увеличить значение коэффициента запаса и принимать его равным = 1,5… 4,0; причем наибольшие значения из указанного интервала следует выбирать для винтов малых диаметров
— коэффициент запаса прочности. Численное значение коэффициента запаса рекомендуется выбирать в зависимости от технологии сборки. Если такая сборка выполняется динамометрическим ключом, который позволяет строго контролировать усилие затяжки, то = 1,3..1,5 . Затяжка при таком варианте сборки называется контролируемой. Однако в большинстве случаев ключи для затяжки не имеют средств контроля момента завинчивания, и в результате сила затяжки оказывается неопределенной. Сборка, выполняемая таким ключом, считается неконтролируемой, и в этом случае целесообразно увеличить значение коэффициента запаса и принимать его равным = 1,5… 4,0; причем наибольшие значения из указанного интервала следует выбирать для винтов малых диаметров  , у которых возможность перетяжки является более вероятной.
, у которых возможность перетяжки является более вероятной.
Допускаемое напряжение среза можно определить по зависимости

а допускаемое напряжение смятия

4) Рассчитывают внутренний диаметр резьбы  , (см. формулы (4.21), (4.24) [1, с. 133, 134], (1.16), (1.19), (1.21) [2, с. 35… 38], (6.20), (6.21), (6.32) [4, с. 82… 86]). Из ГОСТ (таблица Б1) подбирают болт (винт, шпильку) с ближайшим большим внутренним диаметром резьбы.
, (см. формулы (4.21), (4.24) [1, с. 133, 134], (1.16), (1.19), (1.21) [2, с. 35… 38], (6.20), (6.21), (6.32) [4, с. 82… 86]). Из ГОСТ (таблица Б1) подбирают болт (винт, шпильку) с ближайшим большим внутренним диаметром резьбы.
5) Проводят проверочные расчеты.
6) При необходимости можно проверить соединение на отсутствие сдвига по основанию, сравнив сдвигающую составляющую с силой трения, вызванной затяжкой болта (винта, шпильки).
Если материал основания недостаточно прочный по сравнению с материалом болтов, например: чугунный кронштейн крепится к бетонной стене (основанию), то стену проверяют по максимальным напряжениям смятия
где  — суммарная нагрузка на болт, сжимающая (сминающая) основание;
— суммарная нагрузка на болт, сжимающая (сминающая) основание;  — площадь основания,
— площадь основания,  — допускаемое напряжение смятия для менее прочной детали резьбовой пары определяется согласно (5.5).
— допускаемое напряжение смятия для менее прочной детали резьбовой пары определяется согласно (5.5).
Допускаемое напряжение смятия в стыке для кирпичной кладки на известковом растворе —  ; для кирпичной кладки на цементном растворе —
; для кирпичной кладки на цементном растворе —  ; для бетона —
; для бетона — 
 ; для дерева —
; для дерева —  .
.
Возможно эта страница вам будет полезна:
| Контрольная работа по деталям машин |
Задача №5.3.1
Стальные полосы, растянутые силой  = 2,8 кН, крепятся с помощью
= 2,8 кН, крепятся с помощью
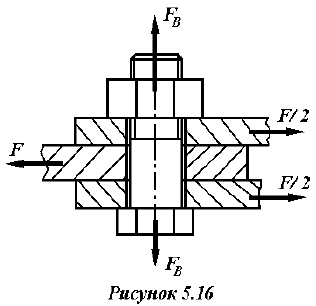
двух болтов, выполненных из стали Сталь 20 (рисунок 5.16). Определить диаметр болтов. Нагрузка постоянная.
Решение:
1 Для болтового соединения с неконтролируемой затяжкой принимаем = 3,5 (см. п. 3).
По таблице А1 для Сталь 20 предел текучести материала = 245 МПа.
Допускаемое напряжение растяжения по (5.3)

2 Необходимая сила затяжки болта согласно (5.1) Принимаем: коэффициент запаса по сдвигу, листов = 1,6 и коэффициент трения = 0,16

где = 2 (см рисунок 5.16).
3 С учетом скручивания винта из-за трения в резьбе [1, с. 133] расчетная сила затяжки болта

4 Расчетный (внутренний) диаметр резьбы

По таблица Б1 принимаем резьбу М 16 с шагом  = 2 мм, для которой
= 2 мм, для которой

Задача №5.3.2
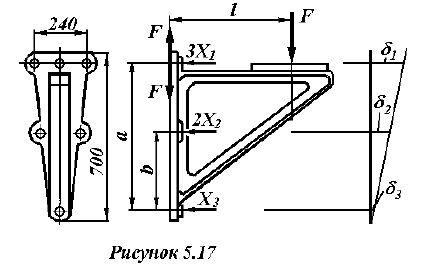
Приближенно рассчитать (рисунок 5.17): а) болты, крепящие к стене кронштейн, на котором установлен электромотор; б) удельное давление на стену. Данные: = 12 кН,

Решение:
1 Нагрузка к соединению приложена асимметрично, поэтому выполним приведение усилия к оси симметрии соединения. Для этого силу переносим параллельно самой себе в плоскость стыка. Прикладывая в плоскости стыка стены с кронштейном две равные и прямо противоположные силы , получаем пару сил  опрокидывающую кронштейн, и силу , стремящуюся сдвинуть его вниз.
опрокидывающую кронштейн, и силу , стремящуюся сдвинуть его вниз.
Предполагаем, что кронштейн опрокидывается (поворачивается) вокруг оси, проходящей через центр нижнего болта.
Момент должен быть уравновешен моментами от силы затяжки болтов.
Предполагая, что верхние три болта затянуты каждый с усилием  а средние — с усилием
а средние — с усилием  получаем уравнение моментов относительно оси поворота кронштейна
получаем уравнение моментов относительно оси поворота кронштейна

Принимая далее приближенно, что деформации болтов пропорциональны расстояниям  и
и 

и подставляем это значение в уравнение моментов
Отсюда усилие затяжки верхнего болта
Так как, кроме момента, действует еще усилие  = 1200 Н, нагружающее поперечно все болты, последние нужно затянуть дополнительно, чтобы получить силу трения, достаточную для удержания кронштейна на месте. Пусть
= 1200 Н, нагружающее поперечно все болты, последние нужно затянуть дополнительно, чтобы получить силу трения, достаточную для удержания кронштейна на месте. Пусть  — дополнительная сила затяжки на каждый из шести болтов, a
— дополнительная сила затяжки на каждый из шести болтов, a  = 0,3 — коэффициент трения между плитой кронштейна и стеной полагая при этом, что кронштейн чугунный (см. п. 5.2.1).
= 0,3 — коэффициент трения между плитой кронштейна и стеной полагая при этом, что кронштейн чугунный (см. п. 5.2.1).
Из условия неподвижности плиты
получим
Таким образом, необходимая полная затяжка болта составит

Так как при расчете не учитывалось влияние собственного веса кронштейна и вибрации, имеющей место при работе электромотора, расчетное усилие для болта верхнего ряда необходимо увеличить (обычно достаточно в 1,5 раза)

Хотя болты среднего и нижнего рядов несут меньшую нагрузку, чем верхнего ряда, все болты делаем одинаковыми.
2 Принимаем, что материал кронштейна — сталь Ст 5. Крепление кронштейна осуществляется к кирпичной стене, выполненной на цементном растворе.
3 Для болтового соединения с неконтролируемой затяжкой принимаем  = 2,5 (см. п. 3).
= 2,5 (см. п. 3).
По таблице А1 для стали Ст 5 предел текучести материала

Допускаемое напряжение растяжения по (5.3)

4 Расчетный внутренний диаметр резьбы болта
Принимаем болт с метрической резьбой. По таблице Б1 внутренний диаметр резьбы

Обозначение резьбы M18x2,5 ГОСТ 9150-81.
5 Общая затяжка шести болтов прижимает плиту кронштейна к стене с усилием

6 Площадь плиты кронштейна составляет примерно (размеры кронштейна см. на рисунке 5.17)
7 Если основание (опорная поверхность) выполнено из материала (бетон, кирпичная кладка, дерево) менее прочного, чем кронштейн, производят проверку прочности основания по напряжениям смятия согласно (5.6)

Полученное напряжение смятия равное

допустимо, если выполнить стену кирпичной на цементном растворе для которой

Тема: Шпоночные, шлицевые соединения
Теоретический материал но расчету соединений шпоночных и зубчатых (шлицевых) изложен в [1, с. 136… 141], [2, с. 91… 104], [3, с. 87… 100], [4, с. 101… 111].
Решение задач можно вести в следующем порядке.
1) По диаметру вала  определить размеры поперечного сечения шпонок или размеры и число зубьев шлицевого соединения.
определить размеры поперечного сечения шпонок или размеры и число зубьев шлицевого соединения.
2) Допускаемое напряжение смятия  определяется пределом текучести
определяется пределом текучести  и зависит от вида приложенной нагрузки и характеристик материалов контактирующих деталей. Значение выбирается в расчете на наименее прочный материал их тех, что находятся в контакте.
и зависит от вида приложенной нагрузки и характеристик материалов контактирующих деталей. Значение выбирается в расчете на наименее прочный материал их тех, что находятся в контакте.
Тогда

где — предел текучести, МПа;  — коэффициент запаса.
— коэффициент запаса.
При нереверсивной нагрузке, мало изменяющейся по величине, принимают коэффициент запаса =1,9… 2,3 , а при частых пусках и остановках — =2,9… 3,5; при реверсивной нагрузке коэффициент запаса повышают на 30 %.
Допускаемые напряжения на срез для шпонок обычно принимают  = 60… 100 МПа (меньшее значение принимают при динамических нагрузках).
= 60… 100 МПа (меньшее значение принимают при динамических нагрузках).
Для шлицевых соединений фактические напряжения сильно зависят от координаты рассматриваемой точки на шлице и поэтому они оказываются значительно больше средних. Это обстоятельство можно учесть, если уменьшать допускаемые напряжения, увеличивая при этом коэффициенты запаса. При статической нагрузке допускаемые напряжения смятия можно принимать = 80… 120 МПа при твердости поверхности шлицев  и = 120… 200 МПа при твердости поверхности шлицев
и = 120… 200 МПа при твердости поверхности шлицев  . В случае подвижного соединения допускаемые напряжения уменьшают в два раза.
. В случае подвижного соединения допускаемые напряжения уменьшают в два раза.
3) Проверить прочность элементов соединения в соответствии с видами разрушения.
а) Призматические шпонки имеют прямоугольное сечение. Стандарт предусматривает для каждого диаметра вала определенные размеры поперечного сечения шпонки. Поэтому при проектных расчетах размеры  и
и  принимают из таблицы Б4 и определяют расчетную длину
принимают из таблицы Б4 и определяют расчетную длину  шпонки
шпонки
Длину шпонки  выбирают из стандартного ряда (таблица Б4). Длину ступицы
выбирают из стандартного ряда (таблица Б4). Длину ступицы  назначают на 8… 10 мм больше длины шпонки. Если по результатам расчета шпоночного соединения получают длину ступицы
назначают на 8… 10 мм больше длины шпонки. Если по результатам расчета шпоночного соединения получают длину ступицы  то вместо шпоночного целесообразнее применить шлицевое соединение или соединение с натягом.
то вместо шпоночного целесообразнее применить шлицевое соединение или соединение с натягом.
Причиной разрушения шпоночного соединения, помимо нормальных пластических деформаций, может быть пластический сдвиг (срез), вызванный наибольшими касательными напряжениями.
И тогда шпонки проверяют на срез
Однако если размеры поперечного сечения шпонки в зависимости от диаметра вала выбираются из нормального ряда, то выполнять такой расчет нет необходимости, так как условие прочности на срез выполняется автоматически.
б) Сегментные шпонки. Размеры сегментных шпонок рекомендуется выбирать в соответствии с данными таблицы Б5 . Расчет сегментных шпонок проводится в форме проверочного и выполняется по той же методике и по тем же формулам, что и расчет на сопротивление смятию для призматических шпоночных соединений. Тогда
Проверка соединения на срез осуществляется по формуле (6.3), принимая при этом  .
.
в) Штифтовые соединения.
Диаметр  и расчетную длину штифта (цилиндрической шпонки) в первом приближении принимают по соотношениям в зависимости от диаметра вала
и расчетную длину штифта (цилиндрической шпонки) в первом приближении принимают по соотношениям в зависимости от диаметра вала  :
:

и уточняют по ГОСТ (таблица Б8).
- штифт расположен параллельно оси вращения (рисунок 6.8) соединение при этом обеспечивает передачу момента вращения
 .
.
При нагружении внешним моментом в продольном сечении штифта появляются касательные напряжения, которые не могут превышать предела текучести при сдвиге.
Условие прочности на сопротивление срезу для осевого штифтового соединения можно записать как
Условие отсутствия на поверхности контакта пластических деформаций (смятия), вызванных нормальными напряжениями, записывается в виде (см. формулу (4.29) [1, с. 137])
По указанным формулам можно определить длину шпонки, задавшись ее диаметром, или задавшись ее длиной, найти диаметр шпонки.
штифт установлен в радиальном направлении (рисунок 6.2).
Здесь каждая поверхность среза представляет собой круг. Как уже было сказано выше, в момент среза на этих поверхностях действуют касательные напряжения, равные пределу текучести при сдвиге. Тогда условие прочности на сопротивление срезу имеет вид
где  — число поверхностей среза.
— число поверхностей среза.
в) Шлицевые соединения.
Смятие и износ рабочих поверхностей зубьев связаны с одним и тем же параметром — напряжением смятия  . Это позволяет рассматривать как обобщенный критерий расчета и на смятие и на износ, принимая при этом на основе опыта эксплуатации подобных конструкций. Такой расчет будет называться упрощенным расчетом по обобщенному критерию.
. Это позволяет рассматривать как обобщенный критерий расчета и на смятие и на износ, принимая при этом на основе опыта эксплуатации подобных конструкций. Такой расчет будет называться упрощенным расчетом по обобщенному критерию.
При проектировочном расчете шлицевых соединений после выбора размеров сечения зубьев по стандарту (таблицы Б6 и Б7) определяют длину зубьев  из условия прочности по напряжениям смятия (см. формулу 4.30 [1, с. 140])
из условия прочности по напряжениям смятия (см. формулу 4.30 [1, с. 140])
где  — коэффициент неравномерности распределения нагрузки между зубьями (зависит от точности изготовления и условий работы), = 1,1… 1,5.
— коэффициент неравномерности распределения нагрузки между зубьями (зависит от точности изготовления и условий работы), = 1,1… 1,5.
Геометрические размеры шлица вычисляют в зависимости от шлицевого соединения. Так для прямобочных шлицев

для эвольвентных

Если получается, что  , то изменяют размеры, термообработку или принимают другой вид соединения.
, то изменяют размеры, термообработку или принимают другой вид соединения.
Длину ступицы принимают  и более в зависимости от конструкции соединения.
и более в зависимости от конструкции соединения.
Возможно эта страница вам будет полезна:
| Помощь по деталям машин |
Задача №6.3.1
Выбрать по стандарту призматическую шпонку для соединения шестерни с валом  = 55 мм (рисунок 6.11). Материал шестерни -Сталь 40Х, материал шпонки — Сталь 45, длина ступицы
= 55 мм (рисунок 6.11). Материал шестерни -Сталь 40Х, материал шпонки — Сталь 45, длина ступицы  =72 мм,
=72 мм,
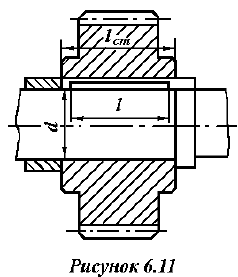
передаваемый момент  = 500 Нм при постоянной реверсивной нагрузке.
= 500 Нм при постоянной реверсивной нагрузке.
Решение:
1 Согласно стандарту, на призматические шпонки (таблица Б4) выбираем шпонку со следующими размерами: 
 . Учитывая длину ступицы определяем длину шпонки (см. п. 2, а)
. Учитывая длину ступицы определяем длину шпонки (см. п. 2, а)  , затем из стандартного ряда (таблица Б4) выбираем длину шпонки
, затем из стандартного ряда (таблица Б4) выбираем длину шпонки  мм; расчетная длина
мм; расчетная длина

Принята «Шпонка 16 х 10 х 63 ГОСТ 23360 — 78».
2 Находим допускаемое напряжение смятия. Для материала шпонки — Сталь 45 (по заданию)  = 290 МПа (таблица А1) допускаемый коэффициент запаса прочности
= 290 МПа (таблица А1) допускаемый коэффициент запаса прочности  = 2,5 (см. п. 2) по формуле (6.1)
= 2,5 (см. п. 2) по формуле (6.1)

3 Проверяем соединение на смятие (см. формулу (4.29) [1, с. 137])

Условие прочности выполнено.
Задача №6.3.2
Подобрать шлицевое соединение для блока шестерен с валом коробки передач (рисунок 6.12). Расчетный диаметр вала  = 35 мм, рабочая длина ступицы блока
= 35 мм, рабочая длина ступицы блока  = 65 мм. Соединение передает = 200 Н м при спокойной нагрузке. Материал вала — Сталь 45 ( = 290 МПа), материал блока зубчатых колес -Сталь 40Х ( = 600 МПа).
= 65 мм. Соединение передает = 200 Н м при спокойной нагрузке. Материал вала — Сталь 45 ( = 290 МПа), материал блока зубчатых колес -Сталь 40Х ( = 600 МПа).
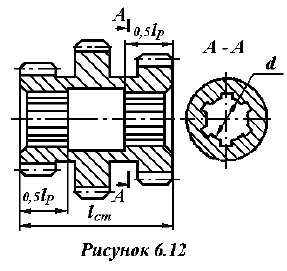
Рабочие поверхности зубьев закалены  . Блок шестерен переключается не под нагрузкой.
. Блок шестерен переключается не под нагрузкой.
Решение:
1 Выбираем прямобочное шлицевое соединение как наиболее распространенное. Для закаленных зубьев принимаем центрирование по внутреннему диаметру.
2 По таблице Б7 находим размеры соединения по средней серии, которая рекомендуется при перемещении ступиц не под нагрузкой. Для диаметра вала

3 Для подвижного соединения при спокойной нагрузке принимаем  (см. п. 2).
(см. п. 2).
4 Геометрические размеры шлица вычисляют по формуле (6.10)
По формуле (6.9) расчетное условное напряжение смятия

что удовлетворяет условию 
Задача №6.3.3
Подобрать и проверить на прочность подвижное шлицевое соединение (шлицы эвольвентные) вала при передаче момента  диаметр вала
диаметр вала  . Рабочие поверхности шлицев подвергнуты специальной термообработке. Принять длину ступицы шестерни
. Рабочие поверхности шлицев подвергнуты специальной термообработке. Принять длину ступицы шестерни  .
.
Решение:
1 Для эвольвентных шлицев по таблице Б6 выбираем шлицевое соединение с  = 3 мм (при =1,5 мм получается слишком большое число зубьев).
= 3 мм (при =1,5 мм получается слишком большое число зубьев).
Итак,

2 Для подвижного соединения при спокойной нагрузке при зубьях подвергнутых специальной термообработке  = 80 МПа.
= 80 МПа.
3 Геометрические размеры шлица вычисляют по формуле (6.11)

Проверяем соединение на смятие.

что меньше .
Задача №6.3.4
На консольную часть вала центробежного насоса, выполненного из стали 45, насажено колесо зубчатой передачи (Сталь 35) с помощью штифта (цилиндрической шпонки — см. рисунок 6.8). Штифт (сталь Ст 6) установлен с натягом (напряженное соединение). Определить размеры штифта, если: мощность  = 10 кВт, частота вращения
= 10 кВт, частота вращения  = 980 об/мин, диаметр вала
= 980 об/мин, диаметр вала  = 35 мм.
= 35 мм.
Решение:
1 Определяем момент, передаваемый валом,

2 Диаметр  и расчетную длину штифта
и расчетную длину штифта  принимают по соотношениям (6.5):
принимают по соотношениям (6.5):

3 Допускаемые напряжения смятия (см. п. 2) для Стали 35, как наименее прочной из материалов соединения,  = 260 МПа коэффициент запаса
= 260 МПа коэффициент запаса  = 3,0; тогда по формуле (6.1)
= 3,0; тогда по формуле (6.1)

Допускаемые напряжения среза принимаем

Проверяем соединение на смятие по формуле (6.7)

5 Условие прочности на срез по формуле (6.6)

Принимаем штифт по таблице Б8 «Штифт бтб х 30 ГОСТ 3128- 70».
Тема: Передача винт- гайка
Прежде чем приступить к расчету передач винт-гайка следует изучить теоретический материал, изложенный в конспекте [1, с. 76… 78] и литературе [2, с. 310… 313], [3, с. 292… 294]; [4, с.262…268].
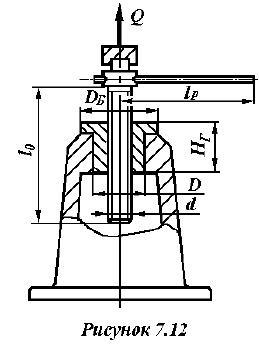
Некоторые затруднения вызывает расчет клинчатого домкрата, показанного на рисунке 7.3.
В этом случае необходимо обратить внимание на то, что усилие на винт  в явном виде не задано, а его необходимо определить из уравнения равновесия клина
в явном виде не задано, а его необходимо определить из уравнения равновесия клина  (рисунок 7.11).
(рисунок 7.11).
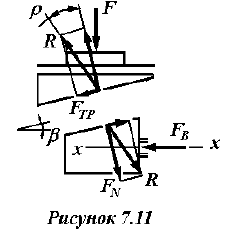
Сила  действующая со стороны груза, уравновешивается силой нормального давления
действующая со стороны груза, уравновешивается силой нормального давления  и силой трения
и силой трения  . Равнодействующая реакция
. Равнодействующая реакция  на стыке ползунов отклонена от нормали на угол трения
на стыке ползунов отклонена от нормали на угол трения  . Проецируя равнодействующую на направление
. Проецируя равнодействующую на направление  получим силу, которая приложена к винту
получим силу, которая приложена к винту

Теперь можно перейти к расчету передачи винт-гайка по стандартной методике, приведенной в литературе, указанной выше.
1) Назначают материалы для изготовления винта и гайки или принимают в соответствие с заданием. Механические характеристики материалов приведены в Приложении А.
2) Определяют допускаемые напряжения  для материала винта,
для материала винта,  — для материала гайки,
— для материала гайки,
Допускаемое напряжение  на растяжение или сжатие стальных винтов вычисляют , назначая коэффициент запаса
на растяжение или сжатие стальных винтов вычисляют , назначая коэффициент запаса  = 2,5… 3,0.
= 2,5… 3,0.
где  — предел текучести основного металла (таблица А1).
— предел текучести основного металла (таблица А1).
Допускаемые напряжения для материала гайки обычно принимают следующими:
- на смятие бронзовой (чугунной) гайки по чугуну или стали
 =42… 55 МПа;
=42… 55 МПа; - на растяжение: для бронзы
 = 34… 44 МПа, для чугуна = 20… 24 МПа.
= 34… 44 МПа, для чугуна = 20… 24 МПа.
3) Принимают допускаемое давление  между витками резьбы винта и гайки. Для пар трения: сталь по чугуну = 5… 6 МПа, сталь по бронзе = 8… 10 МПа, закаленная сталь по бронзе = 10… 12 МПа.
между витками резьбы винта и гайки. Для пар трения: сталь по чугуну = 5… 6 МПа, сталь по бронзе = 8… 10 МПа, закаленная сталь по бронзе = 10… 12 МПа.
4) Задаемся (или задано в условии задачи) профилем резьбы и относительной рабочей высотой профиля  , учитывая величину и направление осевой нагрузки. Так для прямоугольной и трапецеидальной резьбы = 0,5; для упорной = 0,75; для треугольной ^ = 0,541.
, учитывая величину и направление осевой нагрузки. Так для прямоугольной и трапецеидальной резьбы = 0,5; для упорной = 0,75; для треугольной ^ = 0,541.
5) Выбираем конструкцию гайки — цельная, разъемная — и принимаем коэффициент высоты гайки: для цельных гаек  = 1,2… 2,5; для разъемных — = 2,5… 3,5 (большие значения для резьб меньших диаметров).
= 1,2… 2,5; для разъемных — = 2,5… 3,5 (большие значения для резьб меньших диаметров).
6) Определяем средний диаметр резьбы из условия износостойкости

по которому подбирают ближайшие стандартные значения параметров резьбы — диаметры: внутренний  , средний
, средний  , наружный
, наружный  , шаг
, шаг  (таблицы Б2, БЗ).
(таблицы Б2, БЗ).
Резьба, параметры которой определены из расчета на износостойкость, обычно имеет избыточный запас прочности на срез, поэтому резьбу винта и гайки на срез обычно не проверяют.
7) Определяется угол подъема винтовой линии  и проверяется условие самоторможения
и проверяется условие самоторможения
где  — число заходов резьбы;
— число заходов резьбы;  — угол трения;
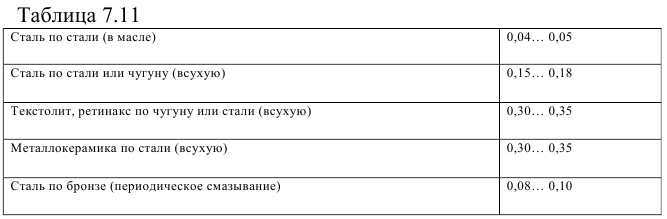
— угол трения;  — коэффициент трения скольжения (таблица 7.11)
— коэффициент трения скольжения (таблица 7.11)
8) Определяются расчетные и конструктивные размеры гайки. а) Высота гайки
б) Число витков гайки определяют, учитывая неравномерность распределения осевой нагрузки по виткам резьбы, выдерживая условие

в) Наружный диаметр  определяется из условия ее прочности на растяжение и кручение:
определяется из условия ее прочности на растяжение и кручение:
где  — наружный диаметр резьбы. Отсюда
— наружный диаметр резьбы. Отсюда
г) Диаметр бурта гайки

9) Винт проверяется на прочность. Этот расчет выполняется как проверочный. Так как тело винта одновременно подвергается сжатию (или растяжению) и кручению, то, согласно энергетической теории, условие прочности винта записывается так:

Здесь
где  — осевая сила;
— осевая сила;  — внутренний диаметр резьбы;
— внутренний диаметр резьбы;

где  — момент сил в резьбе.
— момент сил в резьбе.
Приближенно можно провести проверочный расчет винта на прочность по расчетной осевой силе  (см. расчет затянутых болтов) по условию
(см. расчет затянутых болтов) по условию
10) Проводится расчет винта па устойчивость. Этот расчет также выполняется как проверочный для работающих на сжатие длинных винтов. Условие устойчивости имеет вид
Здесь  — коэффициент продольного изгиба, зависящий от материала винта и гибкости
— коэффициент продольного изгиба, зависящий от материала винта и гибкости  стержня (таблица 7.12). Гибкость стержня можно определить по формуле
стержня (таблица 7.12). Гибкость стержня можно определить по формуле
где  — коэффициент приведения длины (для двухопорных винтов = 1; если опорной является гайка, то = 2);
— коэффициент приведения длины (для двухопорных винтов = 1; если опорной является гайка, то = 2);  -расчетная длина винта (для двухопорных винтов — расстояние между опорами; если опорой является гайка, то расстояние от середины гайки до свободного конца
-расчетная длина винта (для двухопорных винтов — расстояние между опорами; если опорой является гайка, то расстояние от середины гайки до свободного конца  );
);  — радиус инерции сечения (для винта
— радиус инерции сечения (для винта  ).
).
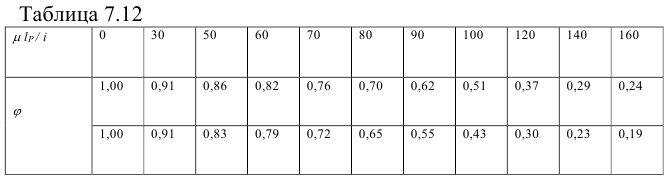
Нижние значения относятся к сталям повышенного качества.
11) Определяется длина рукоятки. Усилие, прикладываемое на рукоятке винтового механизма, должно обеспечивать преодоление момента сил трения в резьбе
Длину рукоятки определим из равенства моментов силы трения в резьбе и усилия, приложенного к рукоятке, приняв при этом усилие рабочего на рукоятку  тогда
тогда

Возможно эта страница вам будет полезна:
| Заказать работу по деталям машин |
Задача №7.3.1
Рассчитать основные параметры ручного домкрата (рисунок 7.12) грузоподъемностью  = 50 кН. Длина винта
= 50 кН. Длина винта  = 500 мм, его материал — сталь 45, материал гайки — серый чугун СЧ18. Резьба трапецеидальная.
= 500 мм, его материал — сталь 45, материал гайки — серый чугун СЧ18. Резьба трапецеидальная.
Решение:
1 Расчет винта
1.1 Вес груза сжимает винт таким же по величине усилием, т.е.  = . Для обеспечения самоторможения принимаем однозаходную резьбу.
= . Для обеспечения самоторможения принимаем однозаходную резьбу.
1.2 По условию износостойкости (7.2) резьбы определяем ее средний диаметр , приняв

допускаемое давление в резьбе  = 6 МПа (см. п.п. 3, 4, 5)
= 6 МПа (см. п.п. 3, 4, 5)
Принимаем стандартную трапецеидальную (по заданию) резьбу винта (таблица Б2) с параметрами: наружный диаметр  = 50 мм, внутренний диаметр
= 50 мм, внутренний диаметр  =41 мм, средний диаметр
=41 мм, средний диаметр  = 46 мм, шаг резьбы
= 46 мм, шаг резьбы  = 8 мм.
= 8 мм.
1.3 Определяем угол подъема резьбы  на среднем диаметре (7.3) и проверяем наличие самоторможения (7.4), приняв по таблице 7.11 коэффициент трения
на среднем диаметре (7.3) и проверяем наличие самоторможения (7.4), приняв по таблице 7.11 коэффициент трения  = 0,15 (угол трения = 8,53°)
= 0,15 (угол трения = 8,53°)

Условие самоторможения соблюдено, так как  .
.
1.4 Проверка винта на прочность. Принимая допускаемое напряжение на растяжение  = 90 МПа, определяем напряжение (7.7)
= 90 МПа, определяем напряжение (7.7)

Прочность винта обеспечена.
1.5 Проверка винта на устойчивость. Расчетная длина винта  (при высоте гайки (7.5)
(при высоте гайки (7.5)  ) равна
) равна

Тогда гибкость винта (при  ) будет равна (7.15)
) будет равна (7.15)

1.6 По таблице 5.11 находим коэффициент продольного изгиба

Тогда, приняв по (7.1)

будем иметь по (7.14)

Устойчивость винта обеспечена. 2 Расчет гайки
2.1 Определим ее наружный диаметр  гайки по формуле (7.8), приняв = 22 МПа, тогда:
гайки по формуле (7.8), приняв = 22 МПа, тогда:

Принимаем = 80 мм.
2.2 Диаметр бурта  определяем по эмпирической зависимости (7.9)
определяем по эмпирической зависимости (7.9)

Принимаем = 110 мм.
2.3 Выполним проверку бурта на смятие

что значительно меньше допускаемого напряжения  = 90 МПа.
= 90 МПа.
3 Расчет рукоятки
3.1 Момент сил трения в резьбе по формуле (7.16)

3.2 Длина рукоятки по формуле (7.17)
Примем длину рукоятки равной 1190 мм.
Кстати готовые задачи на продажу и теория из учебников по предмету детали машин тут.
Тема: Кинематический и силовой расчет передаточного механизма
Приступая к расчету кинематических и силовых параметров механических передач, студенты должны изучить материал, изложенный в конспекте [1, с.29… 34] или в источниках [2, с.117… 119], [3, с.111…113], [4, с. 114… 115].
Решение задач можно вести в следующем порядке.
1) Определяют передаточные отношения передач; под передаточным отношением и понимается отношение угловых скоростей на ведущем и ведомом колесах (валах) передачи. Помимо этого передаточное отношение передачи можно определить
2) Вычисляют частоту вращения и угловую скорость на всех валах привода; зная передаточное отношение и опираясь на (6.1), можно вычислить угловую скорость
и так далее для каждого вала привода.
Угловую скорость  , рад/с, не всегда удобно использовать как характеристику скорости вращательного движения. Многие каталоги и рекомендации в технике для этого применяют частоту вращения
, рад/с, не всегда удобно использовать как характеристику скорости вращательного движения. Многие каталоги и рекомендации в технике для этого применяют частоту вращения  об/мин. Угловая скорость и частота вращения связаны соотношением
об/мин. Угловая скорость и частота вращения связаны соотношением
3) Вычисляют мощность на валах привода;
мощность вращательного движения  Вт, уменьшается пропорционально к.п.д. механических устройств, служащих для передачи движения с вала на вал
Вт, уменьшается пропорционально к.п.д. механических устройств, служащих для передачи движения с вала на вал

здесь  — к.п.д. передачи;
— к.п.д. передачи;
 — к.п.д. пары подшипников (опор) вала. 4) Определяют величину вращающего момента на валах привода; момент вращения —
— к.п.д. пары подшипников (опор) вала. 4) Определяют величину вращающего момента на валах привода; момент вращения —  Нм. Если мощность
Нм. Если мощность  выражается в киловаттах, кВт, то
выражается в киловаттах, кВт, то
5) Определяют общий к.п.д. и общее передаточное отношение привода.
Как известно, передаточное отношение кинематической цепи, состоящей из  последовательно установленных пар, равно произведению передаточных отношений этих пар
последовательно установленных пар, равно произведению передаточных отношений этих пар

Общий к.п.д. привода при последовательном соединении механизмов и устройств также определяется произведением частных к.п.д.

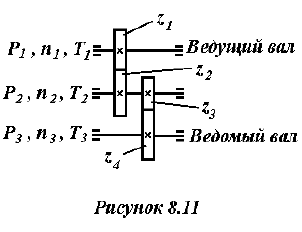
Задача №8.3.1
Определить передаточное отношение между входными и выходными звеньями и каждой передачи в отдельности; угловую скорость, число оборотов, мощность и крутящий момент каждого вала; общий коэффициент полезного действия двухступенчатой передачи, изображенной на рисунке 8.11.
Числа зубьев колес соответствующих передач: 

к.п.д. зубчатой цилиндрической передачи  = 0,97; к.п.д., учитывающий потери в опорах одного вала,
= 0,97; к.п.д., учитывающий потери в опорах одного вала,  = 0,99; полезная мощность, подводимая к первому валу = 10 кВт; скорость вращения первого вала
= 0,99; полезная мощность, подводимая к первому валу = 10 кВт; скорость вращения первого вала
Решение:
1 Передаточные отношения передач по формуле (8.1)
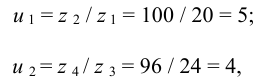
тогда общее передаточное отношение двухступенчатой передачи согласно формуле (8.7)

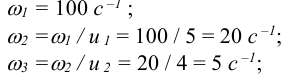
2 Определяем угловые скорости и частоты вращения валов по формулам (8.2) и (8.3)
3 Мощности на валах передаточного механизма согласно формуле (8.4)

4 Моменты на валах передаточного механизма по (8.5) или (8.6)

5 Общий к.п.д. передаточного механизма согласно формуле (8.8)

Примеры решения задач по всем темам деталей машин
Детали машин – научная дисциплина по теории расчета и конструированию деталей и узлов машин общемашиностроительного применения. Детали общего назначения применяют в машиностроении в очень больших количествах, поэтому любое усовершенствование расчета и конструкций этих деталей, позволяющее уменьшить затраты материала, снизить стоимость производства, повысить долговечность, приносит большой экономический эффект.
Детали машин и основы конструирования — как наука относится к более общей области науки – машиностроению – и занимается разработкой научных основ расчета и проектирования деталей и узлов общемашиностроительного применения, экспериментальными исследованиями и обобщением инженерного опыта создания машин и механизмов.
Введение в основы конструирования
До изучения типовых узлов и деталей машин необходимо познакомиться с основами конструирования, которые надо использовать при разработке деталей и узлов конструкций. Такой подход позволит в дальнейшем избежать ошибок и создавать не только типовые, а самые разнообразные и совершенные изделия.
При конструировании нужно руководствоваться общими концепциями, в основе которых лежат эксплуатационные, производственно-технологические, экономические и эргономические требования.
Отметим высокую стоимость военной техники 2000 $ за 1 кг (у автомобилей в 200 раз меньше), а у МКС «Спейс Шаттл» — 10000 $ за 1 кг. Такая высокая стоимость связана с большим объемом теоретических и экспериментальных исследований. Это требует тщательного изучения всех элементов создания JIA, включая конструирование.
Конструкция изделия должна максимально удовлетворять потребности пользователя, т. е. при низкой цене должна иметь высокое качество. Технические характеристики должны быть на уровне мировых достижений и иметь резерв развития.
Основные принципы и правила при конструировании механизмов, узлов и деталей с учетом всех изложенных требований реализуют следующие мероприятия:
- Обеспечение показателей, записаппых в техническом задании (ТЗ), определяющих назначение, технические и экономические характеристики объекта: производительность, мощность, скорость движения, стоимость и другие параметры.
- Выбор наиболее рациональной схемы конструкции узлов и их элементов, например, использование вместо развернутой схемы передачи соосной или замена передачи винт — гайка скольжения па роликовинтовую передачу (РВИ). Создание машин нового поколения с использование мехатроники (сочетание механических элементов с электронными устройствами).
- Повышение надежности и ресурса. У детали надежность обеспечивается прочностью, жесткостью и стойкостью к воздействиям: вибрации, износу, температуре, давлению, влажности и др.
- Уменьшение материалоемкости, что выполняется при создании компактных конструкций и изготовлении деталей из материала с высокой удельной прочностью (металлы, биметаллы, неметаллы и композиты), выборе размеров и формы детали, обеспечивающей выравнивание напряжений. Возможно также упрочнение материала различными методами (термическими, химико-термическими, физическим воздействием высоких энергий и др.). Использование заготовок, максимально приближенных к окончательной форме детали, получаемых литьем, штамповкой, сваркой и другими высокопроизводительными способами.
- Малого энергопотребления и высокой износостойкостью при эксплуатации, что реализуется при минимальных потерях на трение и высоком КПД. Например, использование в передачах подшипников качения вместо подшипников скольжения.
- Обоснованному назначению точности и шероховатости деталей и обеспечению их взаимозаменяемости. Использованию стандартизации и унификации деталей и их элементов.
- Исключение попадания грязи, пыли и влаги на подвижные детали изделий, используя герметичные корпуса, кожухи, уплотнения и другие элементы конструкций, а на ряд поверхностей, особенно наружных, нанесение антикоррозионных покрытий. В результате устраняется коррозия, а в узлах трения уменьшается износ.
- Включение элементов (лючков, регулировочных устройств …) для обеспечения технического обслуживания, ремонта и контроля.
- Создание безопасности и комфорта оператору или исключение его присутствия (автоматизировать процесс), устранение вредного зоздействия на человека и окружающую среду.
- Учет производственно-технологических требований (см. гл. 3).
Рассмотрев общие принципы и правила, перейдем к более подробному изучению основ конструирования, иллюстрируя примерами решений и задачами.
Прочность деталей и узлов
Одно из основных эксплуатационных требований — обеспечение надежности конструкций, что особенно важно для узлов ЛЛ. Надежная деталь должна быть прочной, а в ряде случаев и обладать необходимой жесткостью.
Прочная и жесткая деталь при эксплуатации не должна разрушаться и подвергаться недопустимым упругим и пластическим деформациям. Примерами опасных деформаций являются большие прогибы и перекосы валов с зубчатыми колесами при эксплуатации, образование от действия нагрузок ямок на дорожках подшипников качения.
Условия прочности для сечения, в котором под действием внешних силовых факторов возникают лишь нормальные напряжения:
• В расчетах общего машиностроения:
- По допускаемым напряжениям
 или
или - По запасам прочности
 ,
,
где  — допускаемые и предельные, нормальные напряжения;
— допускаемые и предельные, нормальные напряжения;  — фактический и допускаемый коэффициенты запаса прочности.
— фактический и допускаемый коэффициенты запаса прочности.
• Расчеты ЛA проводят по разрушающим напряжениям

где  — расчетные и эксплуатационные нагрузки;
— расчетные и эксплуатационные нагрузки;  — коэффициент безопасности (
— коэффициент безопасности ( , обычно 1,5—2);
, обычно 1,5—2);  — площадь сечения;
— площадь сечения;  — предел прочности;
— предел прочности;  — коэффициент запаса прочности при расчете ЛА. по разрушающим напряжениям. Для касательных напряжений формулы аналогичны, но в них нужно заменить
— коэффициент запаса прочности при расчете ЛА. по разрушающим напряжениям. Для касательных напряжений формулы аналогичны, но в них нужно заменить  на
на  .
.
Повышение прочности и жесткости детали наиболее просто можно добиться, увеличивая размеры в опасных сечениях или используя материал лучшего качества. Обычно такое решение приводит к увеличению массы, габаритов и стоимости. Поэтому нужно конструктору использовать способы обеспечения прочности при минимальном увеличении массы. Указанные способы изучаются ниже и позволяют получить деталь с минимальной материалоемкостью.
Конструирование прочных узлов и деталей минимальной массы сводится к выбору рациональной схемы конструкции, формы, размеров и материала деталей. Возможно использование и упрочнения материала.
Минимальная масса конструкции обеспечивается следующими способами:
а) Создание изделия с рациональной конструктивно-силовой схемой:
Пример с решением №1.1.
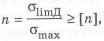
Грунтозаборное устройство корабля, совершающего посадку на Венеру, в исходном вариапте имело трубчатый корпус шнека, который крепился кронштейнами к двум различным элементам конструкции: кронштейны 2,3 — к ферме (Ф), а кронштейн 1 — к приборному отсеку (П) (рис. 1.1,а). При испытаниях было установлено, что в момент посадки при перегрузке  шнек заклинивало. Внесенные изменения позволили получи!ъ более рациональную конструктивно-силовую схему (рис. 1.1,6) — корпус шнека стал крепиться на едином кронштейне (К), что уменьшило деформацию и обеспечило надежную работу.
шнек заклинивало. Внесенные изменения позволили получи!ъ более рациональную конструктивно-силовую схему (рис. 1.1,6) — корпус шнека стал крепиться на едином кронштейне (К), что уменьшило деформацию и обеспечило надежную работу.
Для получения конструкций минимальной массы необходимо предусмотреть передачу силы но кратчайшему пути. Это осуществляется тогда, когда конструкция подвергается растяжению, сжатию, сдвигу, но не изгибу. К этому требованию можно отнести и метод «блокировка деформаций».
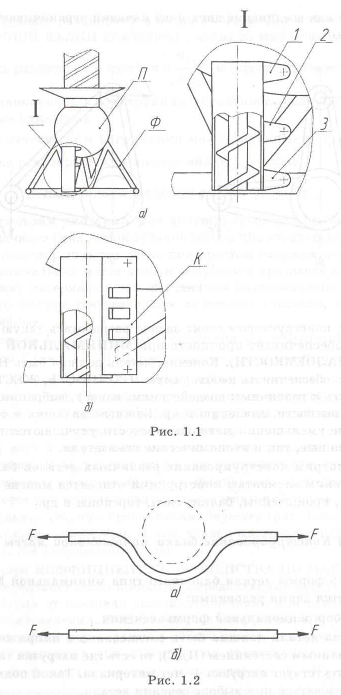
Пример с решением №1.2.
На рис. 1.2 показан стержень, работающий на растяжение от силы  . Неудачная конструкция, в которой стержень на криволинейном участке нагружен изгибающим моментом (рис. 1.2,а). В правильном варианте криволинейный участок отсутствует (рис. 1.2,6). В результате этого во втором случае масса стержня снижается.
. Неудачная конструкция, в которой стержень на криволинейном участке нагружен изгибающим моментом (рис. 1.2,а). В правильном варианте криволинейный участок отсутствует (рис. 1.2,6). В результате этого во втором случае масса стержня снижается.
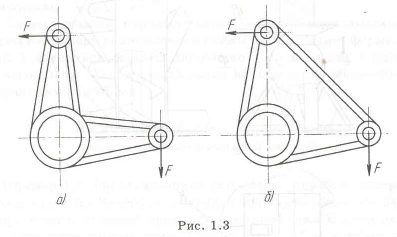
Пример с решением №1.3.
На рис. 1.3,а изображена неудачная конструкция качалки, плечи которой работают на изгиб. В измененной конструкции (рис. 1.3,6) этот недостаток устранен, так как дополнительная полка передает нагрузки по кратчайшему пути, работает на растяжение и напряжения уменьшаются. Последний вариант можно отнести и к использованию метода «блокировка деформаций», так как соединение двух плеч качалки ограничивают их де формацию.
Перед конструктором стоит задача разработать такую деталь, которая обеспечивает прочность при МИНИМАЛЬНОЙ МАССЕ (МАТЕРИАЛОЕМКОСТИ). Конечно, деталь должна быть НАДЕЖНОЙ, т. е. обеспечивать необходимую ПРОЧНОСТЬ, ЖЕСТКОСТЬ и стойкость к различным воздействиям: износу, вибрации, температуре, влажности, давлению и др. Важным является и то, что в результате уменьшения материалоемкости улучшаются как эксплуатационные, так и экономические показатели.
Рассмотрим конструирование различных деталей балочного типа. К таким элементам конструкции относятся многие детали: валы, оси, кронштейны, балки, тяги, торсионы и др.
б) Конструирование балки минимальной массы:
Выбор формы детали балочного типа минимальной МАССЫ определяется двумя условиями:
Выбор рациональной формы сечения.
Форма детали должна быть согласована с напряженно-деформированным состоянием (НДС), то есть где нагрузка там и материал, отсутствует нагрузка — нет материала. Такой подход должен реализоваться при выборе сечения детали.
Создание равпопрочной по длине балки. Для получения РАВНОПРОЧНОЙ БАЛКИ необходимо , чтобы во всех сечениях удовлетворялось равенство
и условие прочности

В равнопрочной конструкции вероятность разрушения всех элементов одинакова.
При статическом нагружении можно принимать

и условие равнонрочности примет вид

Выбор рациональной формы сечения
Рассмотрим ряд примеров конструирования прочных деталей, балочного типа, минимальной массы при статической нагрузке. Эти задачи решаются легко при простом напряженном состоянии. Минимальная масса детали получается при равномерных напряжениях материала в каждом сечении (выравнивание напряжений), что достигается удалением из сечения участков, где напряжения малы.
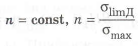
Пример с решением №1.4.
Рассмотрим кронштейн, нагруженный постоянной силой (рис. 1.4,а). Нормальные напряжения  от изгибающего момента в прямоугольном сечении распределяются неравномерно (рис. 1.4,6). Они имеют максимальную величину в крайних точках сечения и снижаются до нуля у нейтральной оси. Для выравнивания напряжений удаляют материал из наименее нагруженных мест и сосредотачивают его в более нагруженных участках сечения. В результате получают рациональную форму сечения. В пределе можно добиться выравнивания напряжений, что реализуется при использовании тонкостенных оболочек. Наиболее рациональные сечения кронштейна: двутавр (рис. 1.4,в) и полый прямоугольник (рис. 1.4,г). У них удален материал у нейтральной оси
от изгибающего момента в прямоугольном сечении распределяются неравномерно (рис. 1.4,6). Они имеют максимальную величину в крайних точках сечения и снижаются до нуля у нейтральной оси. Для выравнивания напряжений удаляют материал из наименее нагруженных мест и сосредотачивают его в более нагруженных участках сечения. В результате получают рациональную форму сечения. В пределе можно добиться выравнивания напряжений, что реализуется при использовании тонкостенных оболочек. Наиболее рациональные сечения кронштейна: двутавр (рис. 1.4,в) и полый прямоугольник (рис. 1.4,г). У них удален материал у нейтральной оси  , где напряжения малы.
, где напряжения малы.
Введем КОФФИЦИЕНТ СОВЕРШЕНСТВА ПО МАССЕ  , который определяет долю площади (определяющей массу) облегченного сечения от площади сплошного сечения при равном их моменте сопротивления. В нашем случае коэффициент равен отношению площади двутавра (или полого прямоугольника) к площади прямоугольника при равенстве их прочностных характеристик, определяемых моментами сопротивлений
, который определяет долю площади (определяющей массу) облегченного сечения от площади сплошного сечения при равном их моменте сопротивления. В нашем случае коэффициент равен отношению площади двутавра (или полого прямоугольника) к площади прямоугольника при равенстве их прочностных характеристик, определяемых моментами сопротивлений  . Площади и моменты сопротивления относительно оси двутавра и полого прямоугольника, приведенные на рис. 1.4, равны. Запишем выражения для площади сечения прямоугольника и двутавра
. Площади и моменты сопротивления относительно оси двутавра и полого прямоугольника, приведенные на рис. 1.4, равны. Запишем выражения для площади сечения прямоугольника и двутавра

и момента сопротивления
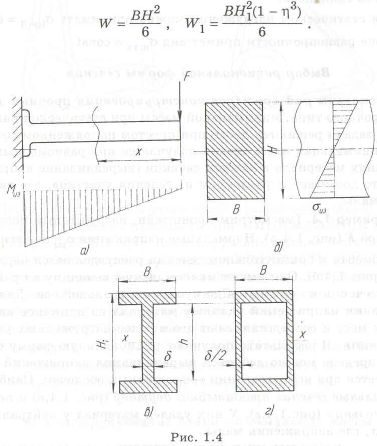
Геометрические характеристики сечений приведены на рис. 1.4. Из формулы (1.2) определяем высоту двутавра равнопрочного прямоугольному сечению, а затем находим

Отметим, что в формулах у двутавра не учитывается стенка, что при  не оказывает существенного влияния на
не оказывает существенного влияния на  . При и
. При и  ошибка менее 2%, а при и
ошибка менее 2%, а при и  менее 6%. У облегченной балки стенка необходима для восприятия перерезывающей силы
менее 6%. У облегченной балки стенка необходима для восприятия перерезывающей силы  . Приближенно толщину стенки
. Приближенно толщину стенки  можно определить по формуле
можно определить по формуле  .
.
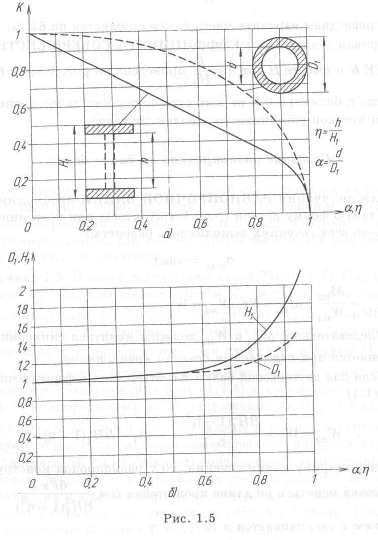
Приведем некоторые результаты:
В последнем варианте масса балки снижается на 81 %. Кривая зависимости КОФФИЦИЕНТА СОВЕРШЕНСТВА ПО МАССЕ и высоте  от
от  — приведена на рис. 1.5,а и б. Увеличение
— приведена на рис. 1.5,а и б. Увеличение  более
более  не допустимо, так как далее происходит потеря местной устойчивости у полок двутавра.
не допустимо, так как далее происходит потеря местной устойчивости у полок двутавра.
Создание равнопрочной по длине балки
Для получения РАВНОПРОЧНОЙ БАЛКИ необходимо выбрать такую форму детали (рис. 1.4,а), чтобы при постоянной нагрузке во всех сечениях выполнялось равенство

где

Следовательно,  и
и  должны меняться синхронно, что выполняется при переменном сечении кронштейна.
должны меняться синхронно, что выполняется при переменном сечении кронштейна.
Если для двутавровой балки в соответствии с формулами (1.1), (1.2), (1.4)

изменить ширину полки сечения, то у равнопрочой конструкции она должна меняться по длине кронштейна
С увеличением  увеличивается и
увеличивается и  .
.
Возможно также изменять и высоту двутавра, тогда
Такая конструкция кронштейна приведена на рис. 1.6, где пунктиром показана расчетная высота  для равнопрочной конструкции, а сплошными линиями наиболее распространенный вариант кронштейна.
для равнопрочной конструкции, а сплошными линиями наиболее распространенный вариант кронштейна.
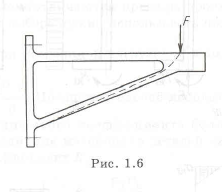
Выбор формы детали также связан с технологией изготовления: механической обработкой, литьем, штамповкой и др. Обычно при конструировании выбирают сечение в виде двутавра, а не полого прямоугольника, так как его проще изготовить при механической обработке и штамповке.
Пример с решением №1.5.
На деталь действуют силы (рис. 1.7). Они нагружают стенку 1 изгибающим моментом и сжимающей силой , которые вызывают нормальные напряжения. Для решения используем принцип независимости действия сил (суперпозиции). Перенесем силу на ось симметрии стенки 1, добавив  (рис. 1.7,а). Далее независимо рассматриваем нагружение стенки изгибающим моментом Миз (рис. 1.7,(5) и сжимающей силой F (рис. 1.7,в). Эпюры нормальных напряжений от
(рис. 1.7,а). Далее независимо рассматриваем нагружение стенки изгибающим моментом Миз (рис. 1.7,(5) и сжимающей силой F (рис. 1.7,в). Эпюры нормальных напряжений от  и суммарная приведены на рис. 1.7,г. Переходим к выбору сечения. Для изгибающего момента рациональным сечением является двутавр, а для сжимающей силы сечение произвольно. Следовательно, целесообразно принять за рациональное сечение двутавр. Из эпюры суммарных напряжений видим, что нагружение полок двутавра различно. Учитывая это, делаем их разной площади. Площадь более нагруженной полки Б больше, чем другой (рис. 1.7,г). На стенку действуют постоянный изгибающий момент и сжимающая сила. Для обеспечения равнопрочности она должна иметь по всей длине постоянное сечение. Эскиз детали приведен на рис. 1.7,д.
и суммарная приведены на рис. 1.7,г. Переходим к выбору сечения. Для изгибающего момента рациональным сечением является двутавр, а для сжимающей силы сечение произвольно. Следовательно, целесообразно принять за рациональное сечение двутавр. Из эпюры суммарных напряжений видим, что нагружение полок двутавра различно. Учитывая это, делаем их разной площади. Площадь более нагруженной полки Б больше, чем другой (рис. 1.7,г). На стенку действуют постоянный изгибающий момент и сжимающая сила. Для обеспечения равнопрочности она должна иметь по всей длине постоянное сечение. Эскиз детали приведен на рис. 1.7,д.
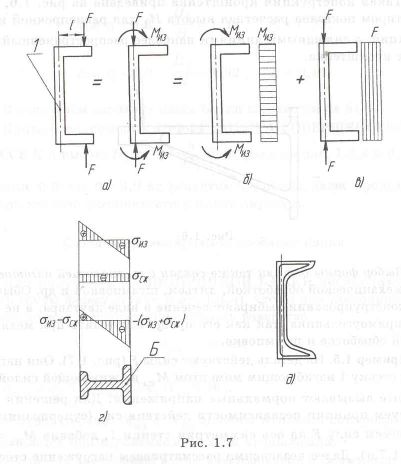
Пример с решением №1.1.1
Разработать конструкцию двухопорной балки минимальной массы нагруженной силой  и сравнить ее с массой консольной (рис. 1.8).
и сравнить ее с массой консольной (рис. 1.8).
При разработке конструкции двух балок (см. рис. 1.8) минимальной массы вначале выбираем рациональное сечение — двутавр. Этот профиль соответствует рациональному распределению нормальных напряжений от изгибающего момента (см. рис. 1.4). Далее переходим к конструированию равнопрочной по длине балки  . Максимальное напряжение
. Максимальное напряжение

Определим для двух опорной балки максимальный изгибающий момент  (рис. 4.1,а), а у консольной балки
(рис. 4.1,а), а у консольной балки  (рис. 4.1 ,б).
(рис. 4.1 ,б).
Максимальный изгибающий момент у консольной балки в 4 раза больше, чем у двухопорной.
В качестве примера рассмотрим обеспечение равнопрочности по длине балки прямоугольного сечения. Для выполнения условия  необходимо соответственно менять и величину
необходимо соответственно менять и величину  , которая у балки прямоугольного сечения равна
, которая у балки прямоугольного сечения равна  . Для нее это реализуем изменением высоты сечения
. Для нее это реализуем изменением высоты сечения  . Максимальное там, где наибольшее значение
. Максимальное там, где наибольшее значение  .
.
Сравним массу двухопорной и консольной балки с прямоугольным сечением одинаковой длины ( , масса
, масса  площадь поперечного сечения
площадь поперечного сечения  ). Их массы отличаются в два раза.
). Их массы отличаются в два раза.
Конструкция балки с двутавровым сечением приведены на рис. 4.1,е.
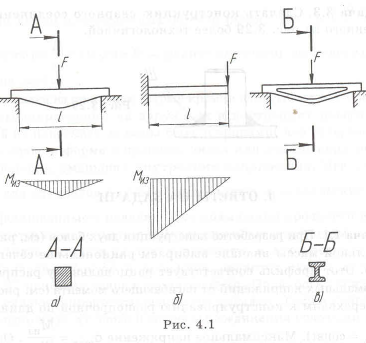
Пример с решением №1.2.1
Сконструировать кронштейн минимальной массы, нагруженный сжимающей силой (рис. 1.9). Нужно учитывать, что нормальные напряжения в сечении распределяются равномерно.
Конструкция кронштейна В минимальной массы, нагруженного сжимающей силой  , приведена на’ рис. 4.2,а (в соответствии с рис. 1.9). Нормальные напряжения в сечении распределяются равномерно (рис. 4.2,6), поэтому рациональное сечение можно брать любое, но сила должна быть приложена в центре жесткости. Если это не будет выполнено, то возникнет дополнительный изгибающий момент и масса кронштейна увеличится. Равнопрочность по длине кронштейна, нагруженной постоянной по длине сжимающей силой обеспечивается, если ее сечение постоянное (рис. 4.2,а).
, приведена на’ рис. 4.2,а (в соответствии с рис. 1.9). Нормальные напряжения в сечении распределяются равномерно (рис. 4.2,6), поэтому рациональное сечение можно брать любое, но сила должна быть приложена в центре жесткости. Если это не будет выполнено, то возникнет дополнительный изгибающий момент и масса кронштейна увеличится. Равнопрочность по длине кронштейна, нагруженной постоянной по длине сжимающей силой обеспечивается, если ее сечение постоянное (рис. 4.2,а).
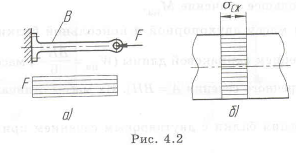
Выбор материала детали
Рассмотрим детали, нагруженные растягивающей силой, из разных материалов (отличаются пределы прочности и плотность материалов). При выборе нужно использовать коэффициент удельной прочности при постоянной нагрузке  или
или  , а при циклической нагрузке
, а при циклической нагрузке  . Предпочтительней использовать материал, у которого величина этого коэффициента больше. Более точно можно оценить влияние материалов деталей на массу, вводя дополнительно коэффициент
. Предпочтительней использовать материал, у которого величина этого коэффициента больше. Более точно можно оценить влияние материалов деталей на массу, вводя дополнительно коэффициент 

Существенно уменьшается масса равнопрочного стержня при замене стали на легкие сплавы. При переходе от стали ЗОХАГСА  к титановому сплаву ВТ6
к титановому сплаву ВТ6 
 к алюминиевому сплаву В95
к алюминиевому сплаву В95 
 а при переходе к магниевому сплаву МА5
а при переходе к магниевому сплаву МА5  . Наименьшую массу имеют детали из титанового сплава.
. Наименьшую массу имеют детали из титанового сплава.
Рассмотрим другой вариант примера 1,5 , когда сравниваются балки из разных материалов, нагруженные изгибающим моментом.
Оценим влияние материалов деталей на массу, вводя коэффициент  . Его определяют для сечения с переменной
. Его определяют для сечения с переменной  по длине двутавра из равенства разрушающих изгибающих моментов и соответственно
по длине двутавра из равенства разрушающих изгибающих моментов и соответственно  . Для выполнения этого равенства при замене материала нужно дополнительно изменить высоту двутавра
. Для выполнения этого равенства при замене материала нужно дополнительно изменить высоту двутавра  . Задавая высоту двутавра
. Задавая высоту двутавра  находим
находим
Для получения равнопрочной балки при  нужно уменьшить до .
нужно уменьшить до .
При переходе от прямоугольного сплошного сечения к двутавровому и замене материала детали формула коэффициента совершенства детали по массе запишется в виде  .
.
Если при одной и той же конфигурации детали заменить сталь алюминиевым сплавом, то ее масса уменьшится примерно в три раза. Кроме того, у алюминиевых сплавов повышенная теплопроводность, что полезно, например, для теплонагруженных узлов червячных передач. Однако у них модуль упругости в два раза меньше и соответственно меньше жесткость.
В конструкциях, где нужна повышенная податливость и пониженная теплопроводность, нужно использовать композиционные материалы и пластмассы.
Рассмотрим валы. У вала, нагруженного изгибающим и крутящим моментами, используют сплошное круглое сечение или кольцевое. При увеличении внутреннего диаметра кольцевого сечения возможен переход к равномерному распределению напряжения. Проиллюстрируем это на примере вала, нагруженного изгибающим  и крутящим
и крутящим  моментами. У сплошного вала нормальные
моментами. У сплошного вала нормальные  и касательные
и касательные  напряжепия распределяются неравномерно (рис. 1.10,а,б). Напряжепия меняются пропорционально радиусу
напряжепия распределяются неравномерно (рис. 1.10,а,б). Напряжепия меняются пропорционально радиусу  :
:
где — расстояние от нейтральной оси;  — момент инерции сечения при изгибе и кручении.
— момент инерции сечения при изгибе и кручении.
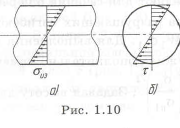
При наличии у вала отверстия напряжения распределяются более равномерно (рис. 1.11,а,б). При

(переход к тонкостенным конструкциям).
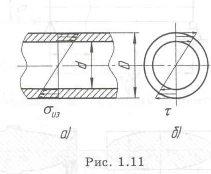
Пример с решением №1.6.
Рассмотрим неподвижную ось зубчатого колеса, нагруженную изгибающим моментом от силы (рис. 1.12,а). Из заданных сечений круглого и кольцевого выберем рациональное.
Определим для сплошного круглого и кольцевых сечений площадь
и момент сопротивления

Определим, используя формулы (1.5) и (1.6), наружный диаметр кольцевого сечения равнопрочного сплошному, круглому  при заданном
при заданном 
Коэффициент совершенства по массе
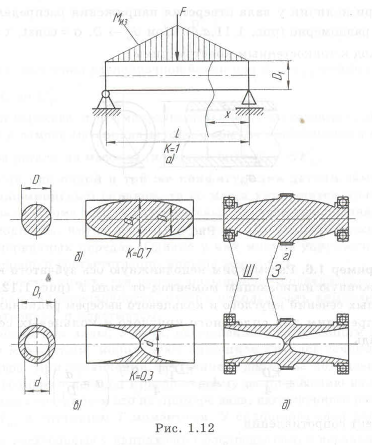
а с учетом разных материалов деталей определяется по формуле

где
Графики зависимости  и
и  от
от  приведен на рис. 1.5. Из них видно, что рациональным сечением является кольцевое. Его также нужно использовать при конструировании вращающихся деталей (валов, осей).
приведен на рис. 1.5. Из них видно, что рациональным сечением является кольцевое. Его также нужно использовать при конструировании вращающихся деталей (валов, осей).
Перейдем к выбору формы неподвижной оси (рис. 1.12), нагруженной изгибающим моментом. Рассмотрим конфигурацию равнопрочной детали для двух случаев:
а) Ось со сплошным, круглым сечением.
В середине оси  в сечении с координатой
в сечении с координатой 
 (1.8)
(1.8)
на участке
где  — максимальный изгибающий момент и — максимальный диаметр при
— максимальный изгибающий момент и — максимальный диаметр при  .
.
Равнонрочность обеспечиваем путем изменения наружной поверхности. Из выражения (1.8) находим диаметр наружной поверхности по длине оси

Изменив соответственно наружный диаметра оси  (рис. 1.12,6), получаем у равнопрочной детали уменьшение массы на -30%, но сравнению с круглой осью постоянного сечения.
(рис. 1.12,6), получаем у равнопрочной детали уменьшение массы на -30%, но сравнению с круглой осью постоянного сечения.
б) Ось с кольцевым сечением и постоянным наружным диаметром сравним со сплошным.
Для сплошного сечения  , а для кольцевого
, а для кольцевого
Равнопрочность обеспечиваем путем изменения диаметра отверстия. Из выражения (1.9) находим диаметр отверстия  по длине оси
по длине оси 
Уменьшение массы у равнопрочной оси с кольцевым сечением (рис. 1.12,в) достигает -70% по сравнению с круглой осью постоянного сечения. На рис. 1.12 — характеристика относительной массы вала (отношение массы равнопрочного вала к массе вала с постоянным, сплошным сечением).
На рис. 1.12,г,д показаны возможные конструкции таких осей, у которых лишь в местах установки подшипников (у шипов (Ш) и кольцевых участков) равнопрочность не обеспечена  .
.
Пример с решением №1.7.
Рассмотрим вращающуюся ось, нагруженную в середине силой  , которая вызывает переменные нормальные напряжения (рис. 1.12,а). Выбор рационального сечения рассмотрен в примере 1.6. В этом случае нельзя использовать условие
, которая вызывает переменные нормальные напряжения (рис. 1.12,а). Выбор рационального сечения рассмотрен в примере 1.6. В этом случае нельзя использовать условие  так как предельные напряжения могут меняться для разных сечений
так как предельные напряжения могут меняться для разных сечений  .
.
Необходимо отметить, что в этом случае, так как нагрузка переменная, то при определении  нужно принимать не
нужно принимать не  , a
, a 
Оценивать равнопрочность нужно но формуле  и в каждом сплошном сечении определить запас прочности
и в каждом сплошном сечении определить запас прочности 
( , где величина
, где величина  может отличаться в различных сечениях).
может отличаться в различных сечениях).
 , подставляя в
, подставляя в  из выражения (1.8), получаем
из выражения (1.8), получаем

откуда находим
Здесь  — предельные напряжения в рассматриваемом сечении; — предел ограниченной выносливости для материала детали;
— предельные напряжения в рассматриваемом сечении; — предел ограниченной выносливости для материала детали;  — коэффициенты снижения предела выносливости для текущего и среднего сечений.
— коэффициенты снижения предела выносливости для текущего и среднего сечений.
На рис. 1.12,г показана возможная конструкция такой оси. Если у нее в местах установки подшипников и резких переходов у галтелей с малым радиусом и зубьев, не учтен коэффициент прочность не обеспечена (они обозначены Ш и 3). Для получения равнопрочной детали нужно уменьшить концентрацию напряжений в этих зонах или увеличить диаметр.
При определении  для материала нужно использовать формулу (1.7), в которой
для материала нужно использовать формулу (1.7), в которой  заменено на
заменено на  , где
, где
Пример с решением №1.8.
Рассмотрим короткий стержень, нагруженный сжимающей силой. В этом случае прочность определяется из условия

а напряжения распределены равномерно. Поэтому форма сечения не влияет па массу, если сила приложена в центре жесткости сечения. При замене материала коэффициент массового совершенства определяется по формуле
Нужно учитывать, что при растяжении-сжатии балок сечение может быть произвольно, если сила приложена в центре жесткости.
Пример с решением №1.9.
Проанализировать, как правильно выбрать расположения стенки корпуса относительно кольцевых гнезд под подшипники (рис. 1.13). На корпус от подшипника передается сила . При смещении стенки влево возрастает моментная нагрузка  на нее, увеличивается наружная поверхность корпуса редуктора (этот участок зачернен) и масса (рис. 1.13,а). В варианте на рис. 1.13,(5 на стенку не действует моментная нагрузка (лучше силовая схема), но несколько увеличивается наружная поверхность редуктора и масса, что не желательно. В случае смещения стенки вправо моментная нагрузка на стенку также возрастает, но уменьшается наружная поверхность редуктора и его масса (рис. 1.13,в). Последний вариант конструкции предпочтительнее, особенно у маломощных редукторов. У редукторов большой мощности нагрузки на стенку снижают, устанавливая ребра жесткости (рис. 1.13,г).
на нее, увеличивается наружная поверхность корпуса редуктора (этот участок зачернен) и масса (рис. 1.13,а). В варианте на рис. 1.13,(5 на стенку не действует моментная нагрузка (лучше силовая схема), но несколько увеличивается наружная поверхность редуктора и масса, что не желательно. В случае смещения стенки вправо моментная нагрузка на стенку также возрастает, но уменьшается наружная поверхность редуктора и его масса (рис. 1.13,в). Последний вариант конструкции предпочтительнее, особенно у маломощных редукторов. У редукторов большой мощности нагрузки на стенку снижают, устанавливая ребра жесткости (рис. 1.13,г).
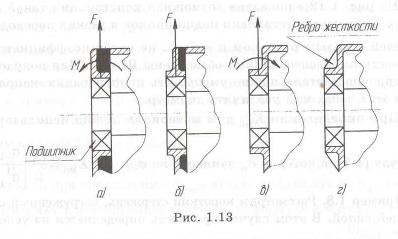
в) Уменьшение концентрации напряжений
Снижение концентрации напряжений важно для увеличения прочности и долговечности деталей при циклическом нагружении.
Уменьшить концентрацию напряжений можно выполнить двумя способами: конструктивным и технологическим. В первом случае не рекомендуется делать резких переходов формы (галтелей с малым радиусом, пазов под шпонки…) и избегать скачков нагрузки от сосредоточенных сил, прессовых посадок и других. При технологическом способе прочность детали увеличивается за счет создания в поверхностном слое остаточных напряжений сжатия и/или повышения прочности поверхностного слоя. Это осуществляется дробеструйной обработкой, обкаткой роликами, химико-термическими способами (цементация, азотирование), методами физического воздействия высокой энергией (лазерная, ионно-плазменная обработка) и др. Особенно опасны участки детали, где имеется двойная концентрация напряжений.
Пример с решением №1.10.
На рис. 1.14,а показан вал с двойной концентрацией напряжений: на наружной поверхности и в отверстии. После устранения резких переходов вала па наружной поверхности или смещения проточки в отверстии или в обоих изменений (1.14,6) его прочность увеличивается.
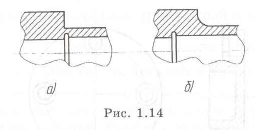
Для уменьшения концентрации напряжений у шипа вала с галтелью (см. рис. 1.15) можно провести следующие изменения: увеличить радиус р, по он не должен быть меньше, чем фаска у устанавливаемого на шип подшипника. Если это не выполняется, то можно взять  и установить промежуточное кольцо
и установить промежуточное кольцо  (рис. 4.3,а), или сделать у вала разгрузочную канавку
(рис. 4.3,а), или сделать у вала разгрузочную канавку  (рис. 4.3,6).
(рис. 4.3,6).
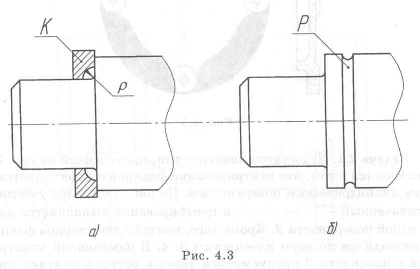
Пример с решением №1.5.1.
У крышки подшипника (рис. риал из малонагруженных участков. Выбрать материал крышки.
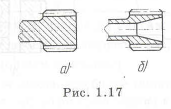
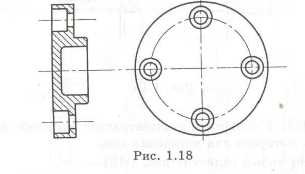
д) Увеличение материала на участках, где нагрузки велики и использование резервирования
Неудачная крышка подшипника приведена на рис. 1.20. Правильная конструкция литой крышки изображена на рис. 4.5, в которой удален материал из малонагруженных участков, обозначенных У (они зачернены). Материал крышки алюминиевый или магниевый сплавы. Например, у литых изделий AЛ4, MЛ4, а у изготовленных механической обработкой — Д16Т, МА5. У литых деталей делаются приливы П, поверхность которых подвергается обработке.

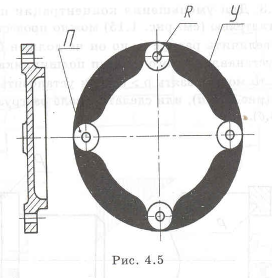
Жесткость деталей и узлов
Жесткость определяет способность детали сопротивляться деформации при нагружении. Наряду с деталями, где деформация ограничена и жесткость должна быть достаточно высокой (валы, балки), имеются элементы с регламентированной и/или малой жесткостью (пружины, сильфоны, гибкие колеса волновых передач). Целесообразно использовать для обеспечения необходимой жесткости балок рациональные сечения, выбранные из условия прочности. Такие сечения также будут иметь минимальную массу. Однако равнопрочная конструкция имеет минимальную жесткость.
Нельзя допускать потерю общей и местной устойчивости. Общая устойчивость балки, нагруженной сжимающими силами, связана с жесткостью. Действующая сила должна быть меньше критической силы, которую определяют по формуле Эйлера:

При конструировании длинных стержней, которые могут потерять общую устойчивость, их рациональным сечением, обеспечивающем минимальную массу, будет кольцевое, которое имеет максимальное значение отношения момента инерции сечения к погонной массе. Используются детали, состоящие из труб.
Повышение жесткости возможно путем:
• использования материала с более высоким модулем упругости (например, вместо алюминиевых сплавов  бериллиевых
бериллиевых  который имеет более высокую удельную жесткость
который имеет более высокую удельную жесткость  или композиционных материалов;
или композиционных материалов;
• замена деформации изгиба на растяжение-сжатие;
• использование ребер или перегородок; увеличение площади контакта;
• увеличение жесткости наиболее податливого элемента сжатию (например, упругой прокладки) и др.
Пример 1.15.
Рассмотрим изгиб кронштейна под действием  (рис. 1.4, где
(рис. 1.4, где  — изгибающий момент). Нужно выбрать рациональное сечение, обеспечивающее необходимую жесткость при минимальной массе. Определим КОФФИЦИЕНТ СОВЕРШЕНСТВА МАССЫ НО ЖЕСТКОСТЕ
— изгибающий момент). Нужно выбрать рациональное сечение, обеспечивающее необходимую жесткость при минимальной массе. Определим КОФФИЦИЕНТ СОВЕРШЕНСТВА МАССЫ НО ЖЕСТКОСТЕ  при
при  Запишем выражения для площадей прямоугольника
Запишем выражения для площадей прямоугольника  и двутавра
и двутавра
и моментов инерции прямоугольника  и двутавра
и двутавра
Приравнивая моменты инерции  кронштейнов из одинаковых материалов
кронштейнов из одинаковых материалов  находим высоту двутавра равножесткого прямоугольному сечению.
находим высоту двутавра равножесткого прямоугольному сечению.
Окончательно получаем коэффициент совершенства по массе
Графики зависимости высоты двутаврого профиля равножесткого прямоугольному и коэффициента совершенства по массе  (рис. 1.21,а) и высота
(рис. 1.21,а) и высота  (рис. 1.21,6) от величины
(рис. 1.21,6) от величины  приведены сплошными линиями. Обозначения в примерах 1.15, 1.16 аналогичны приведенным на рис. 1.5.
приведены сплошными линиями. Обозначения в примерах 1.15, 1.16 аналогичны приведенным на рис. 1.5.
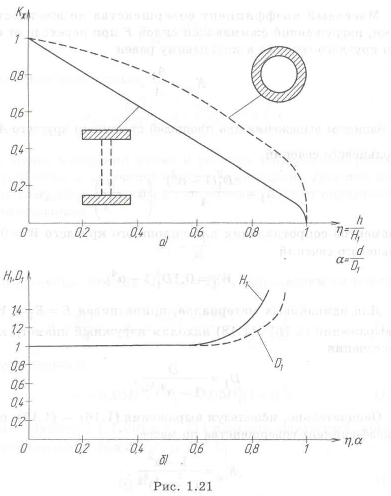
При разных материалах
где
Пример с решением №1.16.
Определить массовый коэффициент совершенства по жесткости для балки, нагруженной изгибающим моментом при замене сплошного круглого сечения на кольцевое у равнопрочных стержней 
Массовый коэффициент совершенства по жесткости для балки, нагруженной сжимающей силой при переходе от сплошного круглого сечения к кольцевому равен

Запишем выражения для площадей сплошного круглого  и кольцевого сечений
и кольцевого сечений
и моментов сопротивления для сплошного круглого  и кольцевого сечений
и кольцевого сечений
Для одинаковых материалов, приравнивая  и
и  из выражений (1.16)—(1.18) находим наружный диаметр кольцевого сечения
из выражений (1.16)—(1.18) находим наружный диаметр кольцевого сечения
Окончательно, используя выражения (1.16) — (1.17), получаем коэффициент совершенства по массе
Графики зависимости  и
и  от
от  приведены пунктиром на рис. 1.21. Например, при
приведены пунктиром на рис. 1.21. Например, при

Аналогичные значения будут и при определении коэффициента совершенства по массе для жесткости металлических стержней с круговым сечением, нагруженным вращающим моментом, так как  равно
равно  .
.
Пример с решением №1.17.
Рассмотрим длинный стержень  , у которого может произойти ПОТЕРЯ УСТОЙЧИВОСТИ. Критическая сила определяется по формуле Эйлера:
, у которого может произойти ПОТЕРЯ УСТОЙЧИВОСТИ. Критическая сила определяется по формуле Эйлера:

а критические напряжения

Не меняя у стержня длину и условия закрепления, рассмотрим два сечения — сплошное круглое и кольцевое. Для них коэффициент совершенства массы по устойчивости будет определяться также отношением:

При равенстве жесткостей  определяем их площадь
определяем их площадь
и момент инерции

Из выражений ( 1.20) и (1.21) находим наружный диаметр кольцевого сечения при 
а коэффициент совершенства но массе для устойчивости имеет вид
а при 
У равножестких стержней  при замене только их материалов со стали
при замене только их материалов со стали  на титан
на титан 
 получаем
получаем  , т. е. их масса меньше на 19%.
, т. е. их масса меньше на 19%.
Стандартизация и унификация
Использование стандартизации и унификации деталей и узлов улучшает качество изделий и делает конструкцию более технологичной и экономичной ее производство.
Стандартизация и унификация соответствует, как эксплуатационным, так и производственно-технологическим требованиям.
Стандартизация — это регламентирование конструкции и ти-иоразмеров применяемых машиностроительных деталей, узлов, агрегатов. Стандартизация ускоряет проектирование, облегчает изготовление, эксплуатацию и ремонт машин и механизмов и при целесообразной конструкции деталей способствует увеличению надежности машин. Например, имеются стандарты на резьбу, модули зубчатых колес, что позволяет применять для их изготовления стандартный инструмент. Использование стандартных деталей и изделий позволяет наладить их массовое производство, что обеспечивает высокое качество и низкую стоимость. Особенно это важно для сложных изделий, например, электродвигателей и подшипников.
Л зависимости от сферы действия предусматриваются следующие категории стандартов: международные (ИСО), государственные (ГОСТ) и отраслевые (ОСТ).
Унификация это приведение объектов одинакового, функционального назначения к единообразию но установленному признаку и рациональное сокращение числа этих объектов на основе данных об их эффективной применяемости. Унификация состоит в многократном применении в конструкции одних и тех же элементов и деталей. Это наиболее распространенная и эффективная форма улучшения технологичности изделий.
Стандартизация изделий, их составных частей и деталей дает наибольший эффект при сочетании с унификацией. В результате этих мероприятий сокращается номенклатура стандартного рабочего и мерительного инструмента, что особенно важно при использовании сложного инструмента (фрез, метчикоп, плашек и др.). стоимость которых значительно увеличивается при индивидуальном производстве нестандартных образцов.
Примером унификации может служить использование одинаковых подшипников у вала, хотя действующие на них нагрузки отличаются.
Точность взаимного положения деталей
Точность деталей и их взаимного положения является одной из составляющих эксплуатационных требований к конструкции. Точность самих деталей изучается в курсе метрология, где излагаются основы взаимозаменяемости.
Базирование деталей
Базирование — предание детали требуемого положения, относительно выбранной системы координат. Поверхность, ось, точка, принадлежащие детали и используемые для базирования, называются базами. Погрешностью базирования называют отклонение фактически полученного положения детали от требуемого. Чаще всего базирование деталей производят по плоским, цилиндрическим поверхностям деталей и их комбинациям. При соединении двух деталей вследствие погрешностей формы сопрягаемых поверхностей и некоторых других факторов возможны перекосы деталей. например при установке узких деталей на валах.
Пример с решением №2.1.
Выбрать базу в зависимости от отношения длины сопряженного участка к диаметру  . При большом отношении
. При большом отношении  радиальный зазор
радиальный зазор  между валом 1 и отверстием в детали 2 мал (рис. 2.1) и принимают за основную базу цилиндрическую поверхность (ступицы колеса, втулки и т.д.). При этом между торцами детали 2 и буртиком вала образуется клиновый зазор
между валом 1 и отверстием в детали 2 мал (рис. 2.1) и принимают за основную базу цилиндрическую поверхность (ступицы колеса, втулки и т.д.). При этом между торцами детали 2 и буртиком вала образуется клиновый зазор  . При < 0,8 радиальный зазор достаточно велик (рис. 2.1,6) и цилиндрическая поверхность не обеспечивает необходимой точности. Поэтому за основную базу принимают торец детали 2, прилегающий к буртику вала, который должен быть изготовлен с необходимой точностью.
. При < 0,8 радиальный зазор достаточно велик (рис. 2.1,6) и цилиндрическая поверхность не обеспечивает необходимой точности. Поэтому за основную базу принимают торец детали 2, прилегающий к буртику вала, который должен быть изготовлен с необходимой точностью.
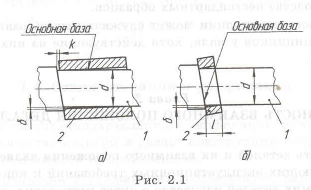
Центрирование деталей. Работоспособность проектируемого изделия во многом определяется необходимой соосностью деталей и узлов, входящих в изделие, то есть требуемой точностью центрирования. Соосность характеризуется величиной смещения номинально совпадающих осей цилиндрических поверхностей. Выбор расположения этих поверхностей определяет допуск соосности. При обеспечении требуемой соосности надо принимать во внимание то, что резьбовые соединения не обеспечивают правильного центрирования из-за биения среднего диаметра и зазоров в резьбе. В качестве центрирующих поверхностей в таких случаях, как правило, используются цилиндрические или соосные с резьбой гладкие цилиндрические пояски.
Пример с решением №2.2.
На рис. 2.2,а базой установки пальца водила является резьба, что не обеспечивает необходимой точности положения его оси. Для обеспечения необходимой точности нужно фиксировать палец по цилиндрической поверхности (база). Правиль-
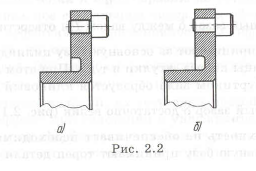
ная конструкция приведена на рис. 2.2,6, в которой палец запрессован в водило и базой является цилиндрическая поверхность.
Необходимо также избегать фиксации детали по нескольким поверхностям, так как это усложняет изготовление и сборку.
Пример с решением №2.3.
Установить призматическую шпонку на валу Неправильная конструкция изображена на рис. 2.3,а где отсутствует зазор  у торцевой поверхности шпонки
у торцевой поверхности шпонки  и фиксация шпонки выполняется но всем граням, что не оправдано, а только усложняет изготовление. Следует фиксировать шпонку только по рабочим граням, предусмотрев между верхней плоскостью шпонки и пазом в ступице зазоры 3, а у торцевой поверхности зазор (рис. 2.3,б).
и фиксация шпонки выполняется но всем граням, что не оправдано, а только усложняет изготовление. Следует фиксировать шпонку только по рабочим граням, предусмотрев между верхней плоскостью шпонки и пазом в ступице зазоры 3, а у торцевой поверхности зазор (рис. 2.3,б).
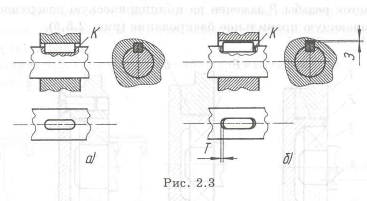
Пример с решением №2.4.
Центрирование втулки в отверстии. На рис. 2.4,а центрирование втулки выполняется по двум цилиндрическим поверхностям 1 и 2. Такое центрирование не оправдано, так как усложняет изготовление и сборку, увеличивает стоимость и не улучшает конструкцию. Правильная конструкция приведена на рис. 2.4,6,
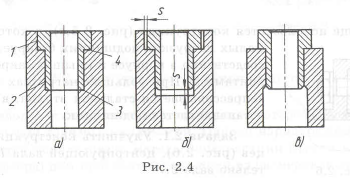
где предусмотрен зазор s, а на рис. 2.4,в верхняя часть (буртик) выступает наружу. На рис. 2А,а также неправильная установка втулки вдоль оси (опора фиксируется по двум поверхностям 3 и 4. Это устранено введением зазора s у торца втулки (рис. 2.4,6) или увеличением диаметра отверстия (рис. 2.4,в).
Пример с решением №2.5.
Изменить конструкцию (рис. 2.5,о) для обеспечения правильного базирования вала в стенке 1 корпуса. Вал 4 в подшипнике 3 и подшипник 3 в крышке 2 базируются по цилиндрическим поверхностям, что обеспечивает точное положение вала относительно крышки. Крышка крепится в корпусе на резьбе Р, которая не обеспечивает необходимой точности. В правильном варианте участок резьбы Р заменен на цилиндрическую поверхность Ц, обеспечивающую правильное базирование (рис. 2.5,(5).
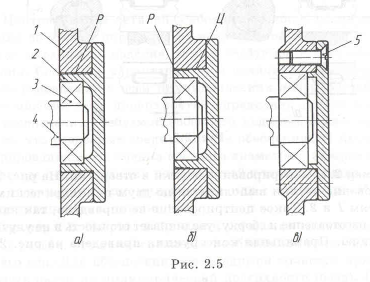
Чаще используется конструкция (рис. 2.5,в), в которой при малых нагрузках подшипник базируется непосредственно в корпусе и крышка закрепляется винтами 5. При больших нагрузках в корпус запрессовывается стальная втулка, в которой устанавливается подшипник.
Пример с решением №2.1.1.
Улучшить конструкцию фланцев (рис. 2.6), центрирующей вала 1 относительно вала 2.
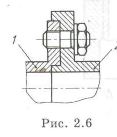
Фиксация детали па плоскости
Недостаток конструкции, приведенной на рис. 2.6, заключается в том, что центрирование фланцев осуществляется по двум цилиндрическим поверхностям. На рис. 4.6 удален участок 1, обозначенный — • • — • • — , и центрирование выполняется лишь по одной поверхности 2. Кроме того, контакт двух торцов фланцев производился по двум плоскостям 3,4. В измененной конструкции у плоскости 3 предусмотрен зазор и остался контакт лишь по плоскости 4. Возможен и другой вариант — контакт по плос-
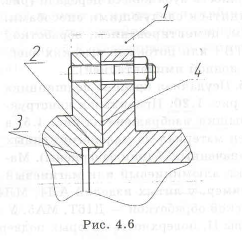
кости .3, а зазор по плоскости 4. Во втором случае нагрузки на фланец больше.
Пример с решением №2.6.
Рассмотрим конструкцию корпуса. Фиксация крышки К на основании О корпуса (рис. 2.7) может осуществляться с помощью двух, а иногда и более штифтов. Более двух штифтов устанавливают, когда оир не только фиксируют деталь, но и передают большие силы, действующие в плоскости стыка. Силы перпендикулярные к плоскости стыка воспринимаются винтами или шпильками с гайками. В местах установки штифтов и крепежных деталей снаружи корпуса делаются приливы. Не рекомендуется плоскость стыка делать ступенчатой, т. к. это усложняет его изготовление и герметизацию. Плоскость стыка основания с крышкой корпуса при окончательной сборке покрывают тонким слоем герметика.
Пример с решением №2.2.1.
Обеспечить точное положение стакана на плоскости (рис. 2.8).
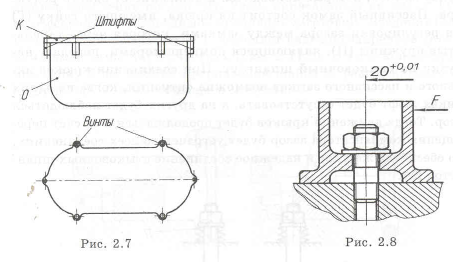
Точное положение стакана на плоскости не обеспечивается его закреплением шпилькой с гайкой (см. рис. 2.8). Точную фиксацию нужно выполнять с помощью двух штифтов (рис. 4.7,а) или цилиндрическим выступом (рис. 4.7,6)- При этом шпилька разгружается от перерезывающих сил, а нагружается лишь растягивающими силами.
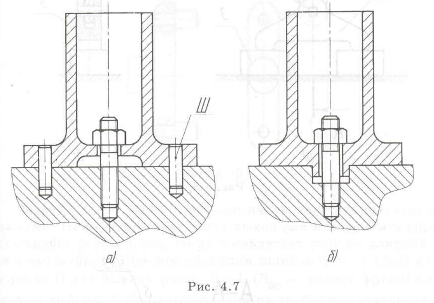
Методы взаимозаменяемости
Наиболее технологична конструкция, в которой используется метод полной взаимозаменяемости. Однако наряду с ним иногда приходится использовать методы компенсации (путем введения компенсатора) или пригонки (когда один из размеров подгоняется при сборке). Метод пригонки используется лишь в индивидуальном производстве.
Устранение пригонки (подгонки). Использование пригонки затрудняет изготовление конструкций и его нужно устранять, что особенно важно в круппосерийном и массовом производстве. Точность замыкающего звена вместо пригонки (метод пригонки) может обеспечиваться за счет введения компенсатора (метод регулировки).
Пример с решением №2.7.1.
Использование компенсаторов на КА. На рис. 2.9 показаны активный (ЗА) и пассивный (ЗП) замки, установленные на стыковочных шпангоутах космического аппарата (КА). Крюк активного замка закреплен и перемещается под действием пальца, соединенного с крюком в точке  . Палец эксцентрично закреплен на барабане Б, вращающимся вокруг оси
. Палец эксцентрично закреплен на барабане Б, вращающимся вокруг оси  . На барабане закреплен трос (Т), который приводит его во вращение. Трос соединяет группу замков, которые приводятся в движение от одного редуктора. Пассивный замок состоит из крюка, имеющего гайку (Г) для регулировки зазора между замками, которая через тарельчатые пружины (П), являющиеся компенсаторами, передает нагрузки на стыковочный шпангоут. При соединении крюков активного и пассивного замков возможна ситуация, когда на одних замках люфт будет отсутствовать, а на других будет наблюдаться зазор. Тогда движения крюков будет продолжаться и за счет перемещения компенсатора зазор будет устранен во всех соединениях, что обеспечит жесткое и надежное соединение стыковочных шпангоутов КА.
. На барабане закреплен трос (Т), который приводит его во вращение. Трос соединяет группу замков, которые приводятся в движение от одного редуктора. Пассивный замок состоит из крюка, имеющего гайку (Г) для регулировки зазора между замками, которая через тарельчатые пружины (П), являющиеся компенсаторами, передает нагрузки на стыковочный шпангоут. При соединении крюков активного и пассивного замков возможна ситуация, когда на одних замках люфт будет отсутствовать, а на других будет наблюдаться зазор. Тогда движения крюков будет продолжаться и за счет перемещения компенсатора зазор будет устранен во всех соединениях, что обеспечит жесткое и надежное соединение стыковочных шпангоутов КА.
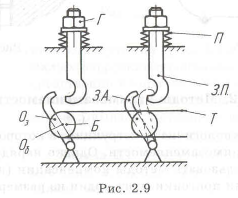
Пример с решением №2.8.
Другие компенсаторы ЛA. В гидравлических системах в качестве компенсаторов используются сильфоны (рис. 2.10), которые имеют меньшую жесткость, чем трубопровод и хорошо деформируются, компенсируя отклонения.
Компенсаторы в виде регулировочных колец используются в схеме установки подшипников враспор, что позволяет установить необходимый зазор для обеспечения удлинения вала при изменении температуры.
Развитием использования компенсаторов можно считать применение метода самоустанавливаемости. Для этого в конструкцию вводят компенсирующие неточности подвижные детали, установленные на цилиндрических или сферических шарнирах или используют телескопические соединения.
Пример с решением №2.9.
Спроектировать устройство, обеспечивающее надежное крепление детали (Д). Узел, приведенный на рис. 2.11,а, не обеспечивает необходимое крепление заготовки. Введение самоустанавливающегося звена I позволяет надежно закрепить деталь, прижимая ее на двух участках (рис. 2.11,6). В этой конструкции под гайку 2 подложена сферическая шайба 3, разгружающая откидной болт 4 от изгибающего момента.
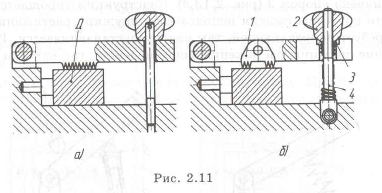
Пример с решением №2.10.
Разработать узел, позволяющий пространственно ориентировать стержень и выполнять осевую регулировку. Для компенсации углового перемещения стержня 1 относительно двух перпендикулярных осей используется шаровая опора III (рис. 2.12, где 1 — стержень; 2 — накидная гайка; 3 — опора; 4 — шпилька; 5 — гайка; 6 — стопорная шайба; 7 — отсек). Осевую регулировку выполняют с помощью винта 8 и гайки 9, которая стопорится шайбой 10.
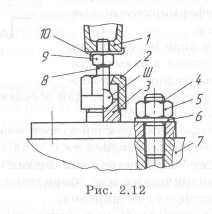
Нример 2.11. На рычаг 1 действует пружина сжатия 4 (рис. 2.13,а). При повороте рычага торцы пружины перекашиваются, и она изгибается, что может привести к потере устойчивости. Это устраняется введением в конструкцию телескопической направляющей 5, которая не дает пружине изгибаться. Длина направляющей, состоящей из двух труб, за счет телескопического соединения меняется. Заделка с двух сторон у труб шарнирная 2. Движение рычага ограничено упором 3 (рис. 2.13,6). Конструкция упрощается, если вместо пружины сжатия использовать пружину растяжения. Она не требует направляющей, так как самоустанавливается. Использование пружины растяжения менее надежно, так как при ее раз-
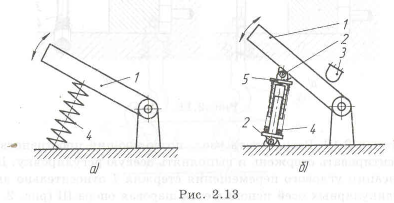
рушении конструкция не работает, а пружина сжатия продолжает функционировать.
Пример с решением №2.3.1.
Внести изменения в конструкцию узла (рис. 2.14) для обеспечения надежного закрепления двух деталей Д1 и Д2 разной высоты.

Для обеспечения надежного закрепления двух деталей 3 разной высоты (см. рис. 2.14) внесем изменения в конструкцию узла. Горизонтальную плапку закрепим на штоке, с помощью цилиндрического шарнира 2. Планка самоустанавливается и устраняет зазор между ней и деталью и обе детали надежно закрепляются (рис. 4.8,а). Планку 1 нужно сделать переменной высоты для обеспечения ее равнопрочности. Для цилиндрического шарнира использовано соединение ухо—вилка (рис. 4.8,(5, где 4 — ухо, 5 — вилка планки 1).
Пример с решением №2.4.1.
Изменить крепление электродетонатора ЭД для обеспечения точной регулировки зазора между ЭД и удлиненным кумулятивным зарядом УКЗ (рис. 2.15).
Решение задачи рис. 2.15 можно осуществить, заменив цилиндрическое отверстие (рис. 4.9,а) у электродетонатора под крепежный винт на продолговатое (рис. 4.9,6).
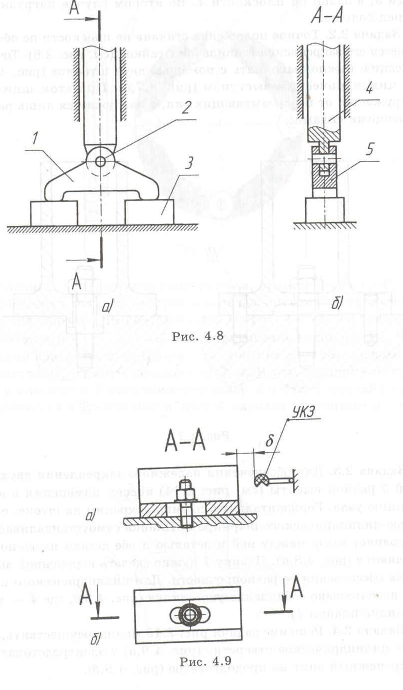
Некоторые методы и принципы конструирования
Рассмотрим их.
Блочный принцип. Использование блочного конструирования позволяет существенно повысить технологичность при сборке и особенно при ремонте изделия.
Пример с решением №2.12.
Сконструировать узел, в котором используется блочный принцип.
На рис. 2.16,а, приведен золотниковый клапан. При износе его требуется сложный ремонт. Необходима пригонка цилиндричес-
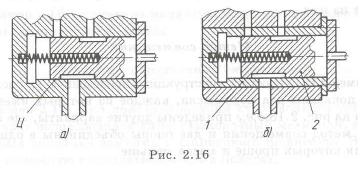
кой поверхности Ц золотника и сопряженного цилиндрического отверстия, выполненного в корпусе. На рис. 2.16,6 изображена более совершенная конструкция, где введен блок, состоящий из золотника 2, заключенного в стакан 1. Наружная поверхность золотника не изнашивается и при ремонте не требуется доработка корпуса, а следует заменить весь блок, что существенно упрощает ремонт.
Компактность конструкции. Меньшие габариты получаем при переходе к более совершенным передачам, например, при замене многоступенчатой цилиндрической зубчатой передачи на волновую. Использование более совершенных схем расположения колес также уменьшает размеры. Соосная схема редуктора (рис. 2.17,6) лучше, так как она имеет меньший объем и массу, чем развернутая (рис. 2.17,а).
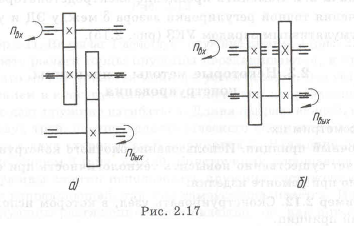
При конструировании для получения более совершенных изделий можно использовать эвристические приемы. Приведем некоторые из них.
Метод совмещения
Пример с решением №2.13.
Упростить конструкцию, приведенную на рис. 2.18,а. На ней показаны два коромысла, каждое из которых имеет свою опору, а на рис. 2.18,б,в,г приведены другие варианты, где использовался метод совмещения и две опоры объединены в одну, конструкция которых проще и масса меньше.
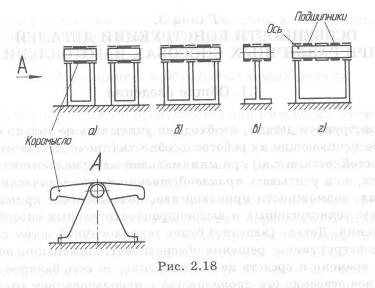
Метод «матрешки», когда один элемент конструкции помещается внутри другого.
Пример 2.14. Например, мотор привода лунохода установлен внутри колеса и узел становится более компактным.
Метод наоборот
Пример 2.15. В методе наоборот, например, возможна замена в передаче винт-гайка вращение винта на вращение гайки и др.
Метод применения решений, аналогичных имеющимся в природе
Пример 2.16. Структура манипулятора многоразового КА «Буран» аналогична руке человека.
Метод преобразования структуры
Пример 2.17. При конструировании стыковочного устройства К А вначале использовался лишь стыковочный механизм, который потом был дополнен замками стыковочного шпангоута. Это обеспечило надежную эксплуатацию КА в полетах.
Особенности конструкции деталей при различных способах изготовления
Конструируя детали, необходимо учитывать не только факторы, обеспечивающие их работоспособность (прочность, жесткость, износостойкость, и т.д.) при минимальной материалоемкости и габаритах, но и учитывать производственно-технологические требования: возможности производства, позволяющие применение наиболее технологичных и высокопроизводительных способов изготовления. Деталь (изделие) будет технологичной в том случае, если конструктивное решение обеспечивает наименьшие затраты труда, времени и средств на изготовление, то есть быстрое и экономичное освоение его производства с использованием современных технологических процессов.
Кратко сформулируем общие технологические требования к конструкции деталей и узлов.
- Заготовка должна быть максимально приближена к окончательной форме, а механическая обработка сведена к минимуму.
- Обеспечение использования высокопроизводительных способов механической обработки (обработка напроход, удобные базы, унификация элементов, одновременное изготовление нескольких деталей).
- При изготовлении деталей должна быть предусмотрена возможность использования прогрессивных способов изготовления: прецизионных, лазерных, электронно-ионно-плазменных и других высокопроизводительных технологий, что повышает качество изделий.
- Расчленение сложных деталей на несколько с простыми формами поверхностей и использовать составные конструкции. Обеспечение доступа к составным частям, их установку и съем.
- При изготовлении рядом способов (литье, штамповка, прессование, вытяжка) следует избегать резких переходов и делать плавные очертания.
- Применять стандартизацию и унификацию элементов конструкций.
- Учитывать объем выпуска и возможности производства.
Далее рассмотрим подробнее требования к конструкции для наиболее распространенных способов изготовления
Механически обрабатываемые детали
Обычно до массового производства для выяснения возможностей сбыта выпускают малую серию изделий. Целесообразно изготовление малых серий выполнять на универсальном оборудовании с механической обработкой. Это связано с экономическими требованиями.
Рассмотрим пути обеспечения технологичности конструкции.
Сокращение объема механической обработки. Поверхности детали, подвергаемые механической обработке, должны быть минимально необходимыми. Форма заготовки должна быть максимально приближена к окончательной форме детали. Расход материала при изготовлении детали оценивается коэффициентом использования материала (КИМ)
где  — масса детали;
— масса детали;  — масса загатовки.
— масса загатовки.
Нужно стремиться к разработке деталей с высоким значением КИМ. При безотходном производстве КИМ = 1.
Пример с решением №3.1.
Сократить объем механической обработки. На рис. 3.1,а представлена неудачная деталь, если она изготавливается из круглого прутка, то отходы в стружку большие. Лучше, когда гайка отдельно от шайбы (рис. 3.1,6) делается из шестигранного прутка, что уменьшает отходы. При большой серии можно изго-
тавливать гайку объемной штамповкой, что приводит также к минимальным отходам и повышается производительность.
Использование составных конструкций. Конструкцию деталей сложной формы целесообразно делать составной, если это не противоречит выполнению других требований.
Пример с решением №3.2.
Упростить неудачную конструкцию (рис. 3.2,а), которую сложно изготовить. Переходят к составной конструкции. Отделение штуцера 1 от емкости 3 (рис. 3.2,6) значительно упрощает изготовление каждого элемента сборочной единицы. Возможно присоединение штуцера сваркой, пайкой или с помощью резьбы. В случае использования цилиндрической резьбы для исключения течи среды (газ, жидкость) нужно между кольцевым выступом штуцера 1 и емкостью установить уплотнительную прокладку 2.
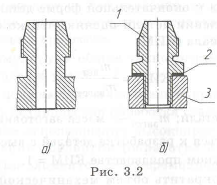
Пример с решением №3.3.
Увеличить КИМ у монолитной конструкции (рис. 3.3,а). Переход к составной конструкции, включающей вал и колесо (рис. 3.3,6) существенно сокращает расход металла. Возможны вместо запрессовки и другие способы соединения вала со
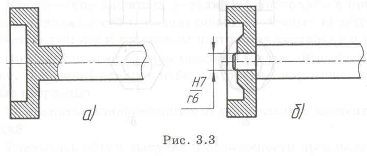
ступицей колеса. Аналогичную составную конструкцию целесообразно использовать и при разработке узла — поршня со штоком.
Пример с решением №3.1.1.
Сделать конструкцию водила, представленную на рис. 3.4, более технологичной.
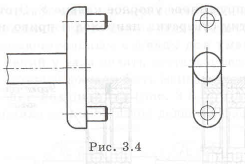
Свободный подход и выход для инструмента повышает качество и производительность.
Пример с решением №3.4.
Для обработки отверстий под подшипники в корпусе (рис. 3.5,а) инструмент крепится на оправке О, закрепленной консольно (отсутствует свободный выход). После изменения конструкции (рис. 3.5,6) возможно крепление оправки на двух опорах (имеется свободный подход и выход), что облегчает обработку и повышает точность, необходимую при обработке отверстий под подшипники. Для устранения попадания грязи внутрь корпуса отверстие закрывается крышкой.
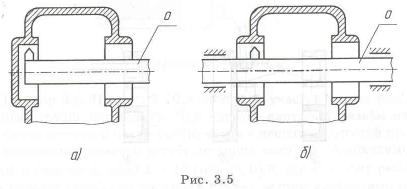
Пример с решением №3.5.
Внести изменения в конструкцию сателлита (рис. 3.6,а) для облегчения изготовления. На рис. показано не технологичное изделие, в котором нельзя изготовить отверстие под подшипники напроход. В измененном варианте (рис. 3.6,0) использована составная конструкция. Кольцевой выступ заменен канавкой, в которую вставлено пружинное упорное кольцо У. Этот вариант обеспечивает обработку отверстия напроход и приводит к увеличению точность.
Обеспечение подхода и выхода инструмента
Размеры и форма элементов детали, назначаемые конструктором, должны учитывать способы механической обработки и необходимых измерений и соответственно размеры и форму режущего и вид измерительного инструментов.
Пример с решением №3.6.
Во втулке (рис. 3.7,а) нужно просверлить отверстие О, что невозможно сделать на обычном оборудовании (свер-
лильном станке…), если нельзя проделать дополнительное отверстие на наружной поверхности детали. В этом случае нужно изменить конструкцию так, чтобы обеспечить подход для инструмента (сверла С рис. 3.7,6) или использовать электроэрозионную обработку (рис. 3.7,в, где Э обозначен электрод).
Пример с решением №3.7.
У шлифованных поверхностей шипов для уменьшения износа шлифовального круга нужно делать канавку (рис. 3.8,а). Допускается в исключительных случаях для уменьшения концентрации напряжений у вала делать галтель с регламентированным радиусом R, который должен быть меньше, чем фаска у устанавливаемого на шип подшипника (рис. 3.8,6). Для обеспечения установки подшипника на конце шипа делается фаска.
Задача 3.2. Устранить технологические ошибки у вала со шлицами (рис. 3.9).
Пример с решением №3.8.
На рис. 3.10,а приведен участок вала с резьбой, который трудно изготовить. При нарезке наружной резьбы плашкой (из-за режущей части инструмента с неполной высотой профиля) невозможно довести резьбу до торца выступа. Необходимо оставлять участок длиной  (рис. 3.10,6, где
(рис. 3.10,6, где  — шаг резьбы). При нарезке резьбы на токарном станке резцом необходимо предусмотреть стандартную канавку ширипой
— шаг резьбы). При нарезке резьбы на токарном станке резцом необходимо предусмотреть стандартную канавку ширипой  для его выхода (рис. 3.10,в).
для его выхода (рис. 3.10,в).
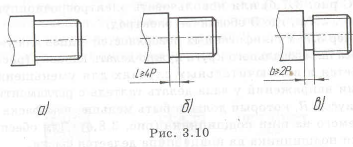
Нарезка внутренней резьбы метчиком до торца отверстия также невозможна (из-за режущей части инструмента с неполным профилем) (рис. 3.11,а). Нужно оставлять участок длиной (рис. 3.11,6). При нарезке резцом предусматривается канавка шириной для его выхода (рис. 3.11,в).
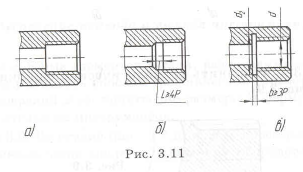
У паза под шпонку (рис. 3.12,аДв) нужно предусмотреть отверстие  или канавку радиуса
или канавку радиуса  или увеличение радиуса
или увеличение радиуса  от-
от-
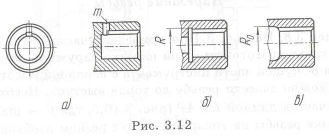
верстия для выхода инструмента (резца) на долбежном станке. В последнем случае можно изготовить паза под шпонку, используя протяжку.
Обработка отверстий
Пример с решением №3.9.
Для упрощения обработки внести изменения в конфигурацию отверстия (рис. 3.13,а), точность диаметра которого определяется 12 квалитетом. На рис. 3.13 изображен неудачный вариант, так как отсутствует конус от сверла, который остается при обработке отверстия. Устранение конуса возможно дополнительной обработкой — расточкой отверстия, но это не целесообразно. Правильный вариант показан на рис. 3.13,б.
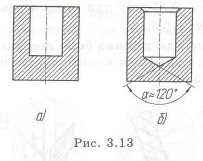
При обработке отверстий с большей точностью остаются переходные участки  в местах режущей части инструмента (сверла, зенкера, развертки), где размеры отличаются от необходимых на рабочих участках. Точность и шероховатость отверстия: от сверла 12 квалитет
в местах режущей части инструмента (сверла, зенкера, развертки), где размеры отличаются от необходимых на рабочих участках. Точность и шероховатость отверстия: от сверла 12 квалитет  (рис. 3.14,а); от зенкера 10—12 квалитет,
(рис. 3.14,а); от зенкера 10—12 квалитет,  = 2,0…2,5 (рис. 3.14,6); от развертки 6—11 квалитет, = 0,32…2,5 (рис. 3.14,в). Длина режущей части у машинной развертки
= 2,0…2,5 (рис. 3.14,6); от развертки 6—11 квалитет, = 0,32…2,5 (рис. 3.14,в). Длина режущей части у машинной развертки  , а у ручной
, а у ручной  ); от протяжки 7—9 квалитет, = 0,32…2,5.
); от протяжки 7—9 квалитет, = 0,32…2,5.
Возможно также изготовление отверстий электроэрозионной обработкой (ЭЭО), но она более энергоемка и менее производительна, чем механическая. Ее использование оправдано для деталей сложной формы с отверстиями и пазами, сплавов высокой твердости, миниатюрных тонкостенных и нежестких изделий. Например, для изготовления отверстия в недоступном для сверления
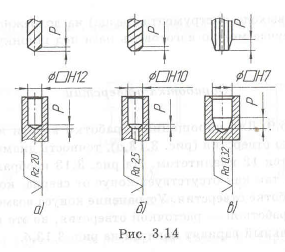
месте в примере 3.6. ЭЭО дает при мягком режиме высокую точность и достигает = 0,3.
Сверление отверстий должно быть под углом более 70 к поверхности (рис. 3.15,а), а при меньшем угле нужно менять конструкцию (рис. 3.15,6).
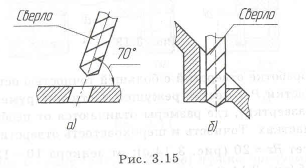
Отделение черновых поверхностей от чистовых и поверхностей с разной точностью.
Пример с решением №3.10.
Внести изменения в конструкцию вала (рис. 3.16,а). Ее недостатком является трудность обеспечения качественной обработки поверхности кулачка. На рис. 3.16,6 изображена более технологичная конструкция, где точная поверхность кулачка отделена от грубой поверхности вала и условия шлифования его контура постоянной ширина улучшаются.
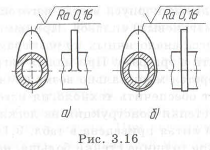
Совместную обработку в сборе следует избегать Однако не во всех случаях это возможно.
Пример с решением №3.11.
Единственно возможный вариант изготовления соединения вал-ступица является обработка отверстия под штифт при сборке (рис.3.17). В этом случая делается исключение и детали обрабатываются совместно. При этом легче изготавливать и собирать узел, изображенный на рис. 3.17,6, а не приведенный на рис. 3.17,а.
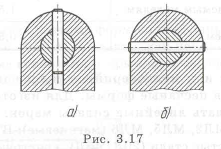
Также наиболее простой вариант изготовления — совместная обработка отверстий под штифты в основании и крышке корпуса редуктора.
Особенности конструкций литых деталей
Литые корпуса мощных редукторов в общем машиностроении обычно изготавливаются из чугуна, а у JIA из легких сплавов. Толщина стенки у таких конструкций находится с учетом обеспечения прочности и жесткости. Если механизм малой мощности (до 100 Вт), то в них литые корпуса всегда изготовляются из легких (алюминиевых и магниевых) сплавов. При замене алюминиевого сплава на сталь масса аналогичных по размерам и форме деталей увеличивается почти в три раза. При малых нагрузках, действующих на корпус, берется минимально возможная толщина стенок, которую позволяет обеспечить технология изготовления. Минимальная толщина стенки конструкций из легких сплавов в зависимости от способа литья приведена в табл. 3.1. При использовании других металлов толщина стенки больше, например, у чугуна не менее б мм, а у стали 4 мм.
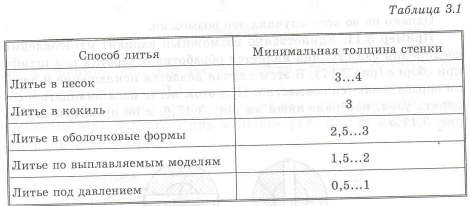
В единичном или мелкосерийном производстве обычно используют литье в песчаные формы. Для изготовления деталей можно использовать литейные сплавы марок: AЛ2, AЛ3, AЛ9 (алюминиевые); MЛ2, MЛ5, MЛ6 (магниевые); BT5Л, BT6Л (титановые); углеродистые стали (20Л, 45Л), конструкционные легированные (40ХЛ, 40ХНТЛ, 35ХГСЛ) и высоколегированные (2X1ЗЛ, Х9С2Л, Х18Н24С2Л) стали, чугуны (СЧ10, СЧ20, СЧ40) и др.
Механическую обработку нужно свести к минимуму.
Форма заготовки должна быть максимально приближена к форме детали. Необходимо обратить внимание на приемы, связанные с повышением технологичности, что существенно влияет на себестоимость изделия. Эти приемы заключаются в упрощении формы и конструкции детали, замене механической обработки процессом без снятия стружки, исключения пригоночных работ, унификация конструкции, форм, размеров деталей, использования стандартных элементов.
У литых деталей целесообразно отделять черновые поверхности от чистовых. В местах, где поверхность обрабатывается целесообразно предусмотреть припуск К.
Пример с решением №3.12.
Обеспечить минимальную механическую обработку поверхности литой детали. При конструировании у бобышки нужно предусмотреть, выступающей над поверхностью детали припуск К (рис. 3.18,а). Крышку редуктора на поверхности разъема с основанием лучше также делать с припуском, как показано на рис. 3.18,6.
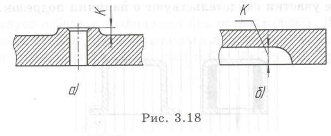
Следует избегать разъема форм по наклонным и ступенчатым поверхностям (рис. 3.19,а), а делать, как показано на рис. 3.19,б. Плоскость разъема основания и крышки корпуса редуктора также должна быть плоской, а не ступенчатой.
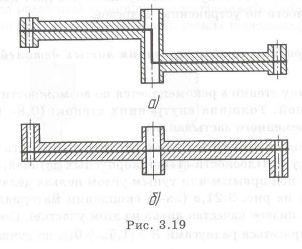
Устранение подрезок
Для беспрепятственного извлечения модели из формы нужно, чтобы на поверхности модели не было подрезок — выступов или углублений, расположенных перпендикулярно или наклонно к направлению выемки, которые при извлечении модели срезают отформованные участки. Модель детали (рис. 3.20,а) нельзя вынуть без подрезки из формы в указанном стрелкой Паправлении при литье в землю (подрезаемые участки зачернены). После изменения конструкции (рис. 3.20,6) подрезка устраняется. Подрезаемые участки можно определить, используя правило теней. При освещении детали лучами перпендикулярными к плоскости разъема затененные участки свидетельствуют о наличии подрезок.
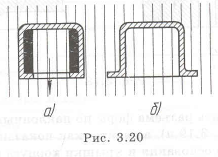
Крупные и сложные литые детали целесообразно разделить на части и делать составную конструкцию, что дает дополнительные возможности по устранению подрезок.
Правила конструирования литых деталей:
- Толщину стенки s рекомендуется по возможности делать постоянной. Толщина внутренних стенок:
 (для одновременного застывания).
(для одновременного застывания). - Переход от стенки к стенке следует выполнять плавно по радиусу
 . Плоскости стенок корпусных деталей, соединяющихся под прямым или тупым углом нельзя делать, как показано на рис. 3.21,а (из-за скопления материала у стыка стенок низкое качество литья на этом участке). Стенки должны сопрягаться радиусами
. Плоскости стенок корпусных деталей, соединяющихся под прямым или тупым углом нельзя делать, как показано на рис. 3.21,а (из-за скопления материала у стыка стенок низкое качество литья на этом участке). Стенки должны сопрягаться радиусами  , но лучше радиусы делать больше
, но лучше радиусы делать больше  (рис. 3.21,6 и в), что улучшает качество отливки.
(рис. 3.21,6 и в), что улучшает качество отливки.
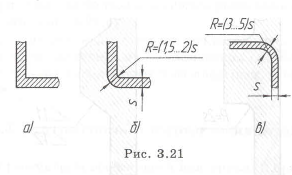
Следует избегать соединения под острым углом. Для сопряжения стенок, расположенных под острым углом, вводят дополнительный участок высотой —  (рис. 3.22).
(рис. 3.22).
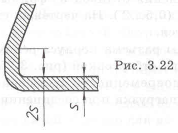
Стенки различной толщины нужно соединять клиновыми переходами (рис. 3.23,6), а не делать резких переходов (рис. 3.23,а).
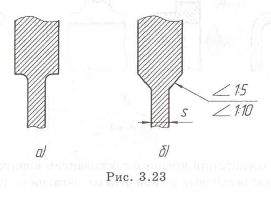
Бобышки соединяют со стенками радиусами  или уклонами 1:1 или 1:2 (рис. 3.24).
или уклонами 1:1 или 1:2 (рис. 3.24).
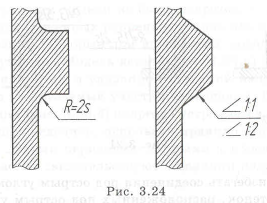
• Поверхности перпендикулярные к плоскости разъема, для облегчения удаления отливок из формы должны иметь литейные уклоны (0,5…2′). На чертежах стандартные уклоны не проставляются.
• Внешние обводы разъема корпуса рекомендуется снабжать но всему контуру отбортовкой (рис. 3.25,а) для увеличения жесткости, одновременности застывания, равномерности распределения нагрузки при соединении и лучшей герметизации стыка.
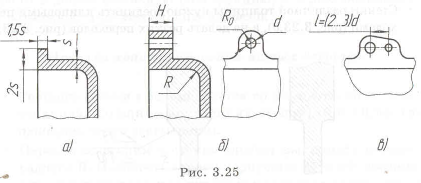
• В местах соединений крышки с основанием корпуса (рис. 3.25,6) с помощью резьбовых и штифтовых деталей на корпусе снаружи делают приливы с радиусом  и высотой
и высотой  (
( — диаметр шпильки, болта, винта или штифта).
— диаметр шпильки, болта, винта или штифта).
Если приливы для болтов и штифтов расположены близко, то их объединяют (рис. 3.25,в).
Наряду с литыми корпусами из легких сплавов находят применение корпуса, полученные механической обработкой и сваркой. Кроме того, их изготавливают из пластмасс, особенно в бытовой технике.
Другие способы изготовления деталей
Кратко рассмотрим особенности конструкций при других способах изготовления. Ряд правил конструирования существует и для деталей, изготавливаемых штамповкой, прессованием, гибкой, вытяжкой. Например, при штамповке для обеспечения правильного течения металла конфигурацию деталей нужно приближать к простым геометрическим симметричным формам и плавно сопрягать друг с другом. Делать закругления  при переходе от одной поверхности к другой. Острые кромки притупить до радиуса
при переходе от одной поверхности к другой. Острые кромки притупить до радиуса  мм. Детали имеют штамповочные уклоны (0,5…5 ).
мм. Детали имеют штамповочные уклоны (0,5…5 ).
Пример с решением №3.13.
Разработать конструкцию рычага из алюминиевого сплава АК8. Конструкция рычага изготовленного штамповкой приведена на рис. 3.26. Он обладает более высокой прочностью, чем аналогичный литой. Однако для изготовления требуются сложные дорогостоящие штампы, что целесообразно использовать лишь при больших сериях.
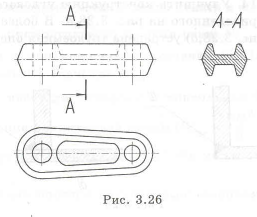
При гибки алюминиевых листов нужно задавать  , а при вытяжке
, а при вытяжке  , где
, где  — радиус скругленного участка, a
— радиус скругленного участка, a  — толщина листа.
— толщина листа.
У деталей из пластмасс острые кромки закругляют = 0.5…1 мм. Радиусы закруглений на наружных и внутренних поверхностях деталей из пластмасс должны быть плавными, что облегчает течение расплава в форме в процессе литья или прессования повышают прочность, уменьшая внутренние напряжения. Эти радиусы  . для элементов с резьбой используют металлические футорки, заформованные в изделие. Для повышения прочности изделия армируют или используют композиционные материалы, которые имеют более высокую удельную прочность и жесткость.
. для элементов с резьбой используют металлические футорки, заформованные в изделие. Для повышения прочности изделия армируют или используют композиционные материалы, которые имеют более высокую удельную прочность и жесткость.
Наиболее простой и надежной является сварка встык. На рис. 3.27 показана сварка встык кожуха. Прочность таких соединений близка к прочности основного металла. Также используются нахлесточные, угловые и тавровые соединения угловыми швами.
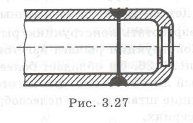
Пример с решением №3.14.
Улучшить конструкцию углового сварного соединения Ш, приведенного на рис. 3.28,а. В более совершенной конструкции (рис. 3.28,6) устранена трудоемкая операция разделки кромки.
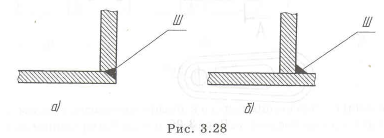
Пример с решением №3.15.
Сделать конструкцию сварного соединения Ш, приведенного на рис. 3.29 более технологичной.
Более качественная конструкция закрепления пальца сваркой приведена на рис. 4.12. В ней палец зафиксирован и сварной шов Ш удален от обрабатываемой поверхности.