
Оглавление:



Прокаливаемость стали
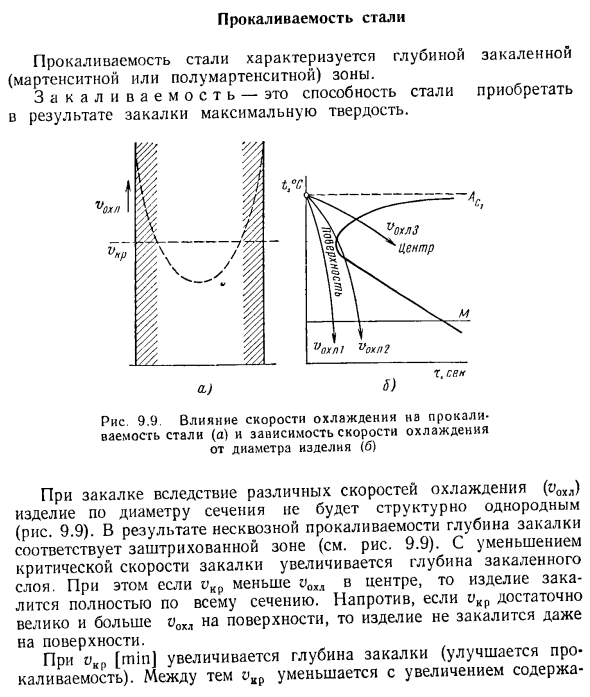
- Обдумывание стали Пластичность стали характеризуется глубиной упрочняющей (мартенситной или полумартенситной) зоны. Отверждаемость — это способность приобретать максимальную твердость в результате отверждения. Т. С. Н. (Л) 6) Рис. 9.9.Влияние скорости охлаждения на прокаленную сталь (а) и зависимость скорости охлаждения от диаметра изделия(б)
При закалке с различными скоростями охлаждения (ouhl) поперечный диаметр изделия не является структурно однородным(рис. 9.9). в результате прокачки глубина отверждения соответствует затененной зоне (см. рис. 9.9). по мере уменьшения критической скорости отверждения глубина отвержденного слоя уменьшается. increases. In кроме того, если гибель центра ВКП невелика, то изделие полностью затвердеет
во всем поперечном сечении. Людмила Фирмаль
Если же, наоборот, икры достаточно крупные, а на поверхности больше ОХЛ, то изделие не затвердеет даже на поверхности. С ИК () [мин], глубина отверждения увеличивается (отверждаемость улучшается).С другой стороны, g ’ mr уменьшается с увеличением содержания C и примесей в стали. Отвердеваемость связана со скоростью превращения A — + P. чем больше размер частиц, тем медленнее скорость превращения A — + P и тем меньше телят.
Увеличение температуры закалки и увеличение времени нагрева увеличивает размер зерна, уменьшает Cr и улучшает прокаливаемость. Отверждаемость оценивается по критическому диаметру DKP (максимальный диаметр поперечного сечения образца сквозного отверждения в данной охлаждающей среде).Каждая охлаждающая среда соответствует определенному значению£kr и более эффективной среде(максимальной температуре окружающей среды).
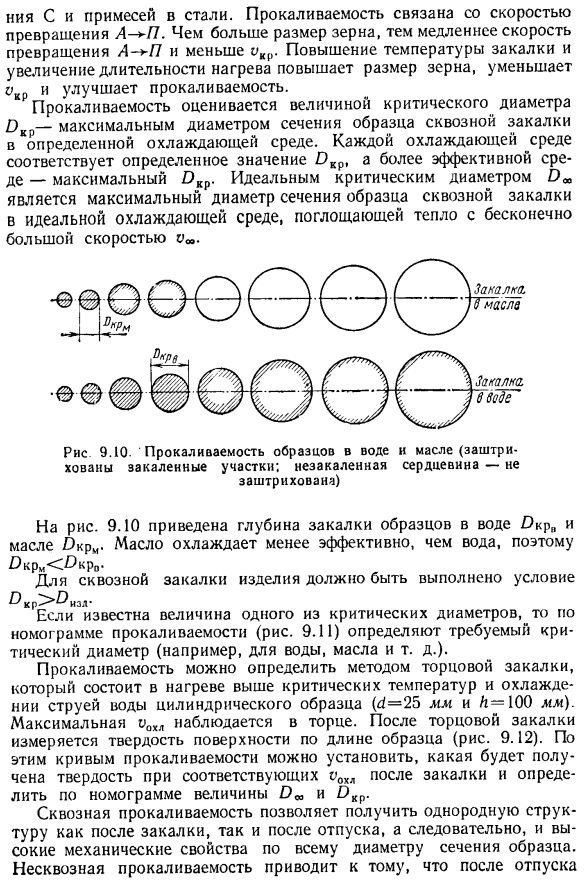
- Идеальный критический диаметр-это максимальный диаметр поперечного сечения закаленного образца в идеальной охлаждающей среде, поглощающей тепло с бесконечно высокой скоростью. Рисунок 9.10. «Отверждаемость образца в воде и масле (Отвержденная область заштрихована, а незатвердевшая сердцевина не заштрихована) На рисунке 9.10 показана глубина отверждения образцов в воде£> cr»и масле bkrm.
Поскольку масло имеет более низкую эффективность охлаждения, чем вода,£> КРМ < £ > кр0. Для упрочнения изделия, условие^ cr> ^ ed * Если известно значение одного из критических диаметров, то требуемый критический диаметр определяется по склеротической ионограмме (рис.9.11) (например, вода, масло и др.). Прокаливаемость может быть определена механически quenching. It состоит в нагревании выше критической температуры и охлаждении струей воды цилиндрического образца
(d = 25 мм и/ 1 = 100 мм). Людмила Фирмаль
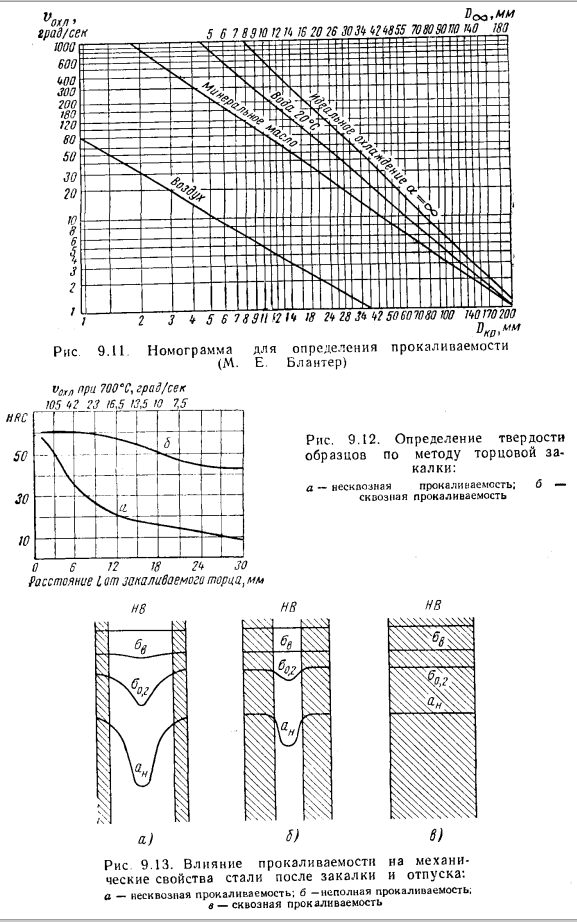
Максимум ОХЛ наблюдается в конце. После механического отверждения измеряют поверхностную твердость по длине образца(рис. 9.12).По этим кривым упрочнения можно установить, какая твердость получается для соответствующего aohl после закалки, и определить значения Dn и£> cr по номограмме. Упрочнение позволяет получить однородную структуру, как после закалки, так и после отпуска, в результате чего получаются высокие механические свойства по всему диаметру поперечного сечения образца.
После отпуска по прокаливаемости Рис. 9.12.Определение твердости образца методом механической закалки: а-беспричинный склероз; б- Через прокаливаемость виртуальный канал. rl nP ’ −1 700°С, град / сек Расстояние от закаленного тория L, мм Невада (Л) Персонал ГЕМОГЛОБИН. 5)с) Рис. 9.13.Влияние прокаливаемости на механические свойства стали после закалки и отпуска: а-непроникающая прокаливаемость; б-неполная прокаливаемость. c-закаливаемость снижает пластичность и вязкость и изменяет свойства от поверхности к центру.
На рисунке 9.13 показано влияние прокаливаемости на механические свойства стали….
Смотрите также:
| Деформация стали при термической обработке | Обработка холодом |
| Термомеханическая обработка | Охлаждение при термической обработке |
