
Оглавление:


Посадки с зазором
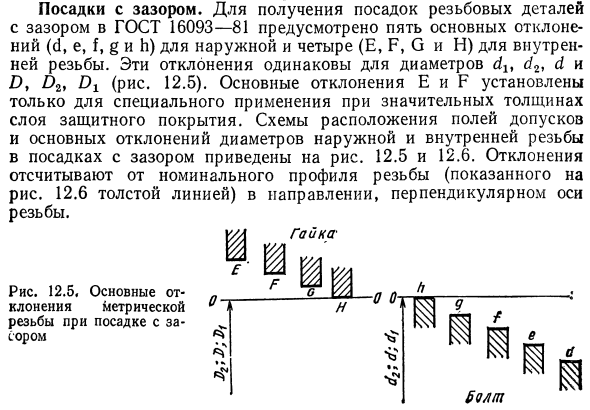
- Для получения резьбового соединения с зазором с резьбой ГОСТ 16093 81 имеет пять основных отклонений (d, e, I, § и b) для наружных резьб и четыре основных отклонения (E, P, O, И H). Эти отклонения одинаковы для диаметров 12, 1 и О, О2, О (рис. 12.5). Основные отклонения E и P установлены только для специальных применений, где слой защитного покрытия имеет значительную толщину. На рисунке показана схема расположения поля допуска и основные отклонения диаметров наружной и внутренней резьб в зазоре. 12,5 и 12,6.
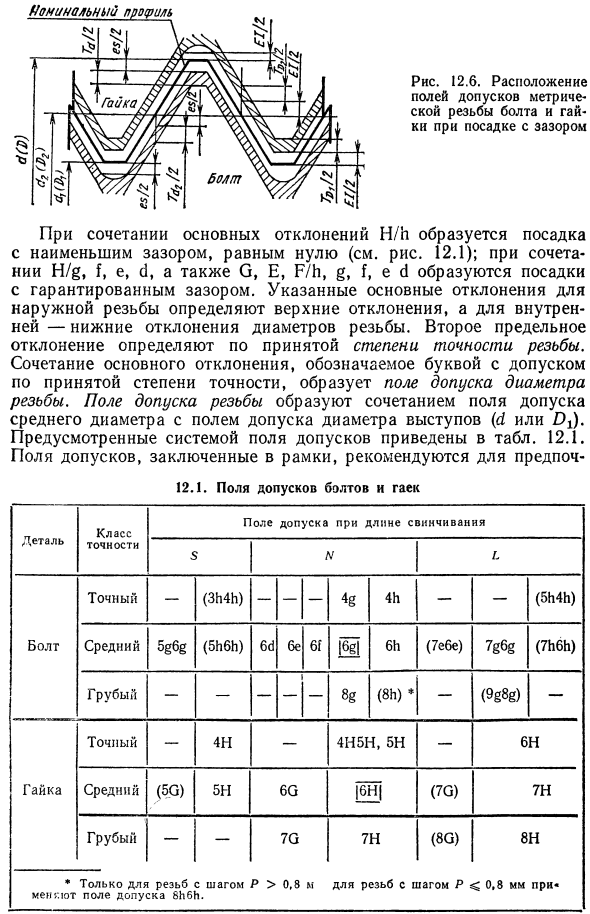
Отклонения отсчитываются от номинального профиля резьбы (обозначенного жирной линией на рисунке 12.6) в направлении, перпендикулярном оси резьбы. Рисунок 12.5. главный Степень посадки метрической резьбы Рисунок 12.6. Болт метрической резьбы допуска поля и положения Уход при посадке с разрывом Сочетание неприменимых основных отклонений образует посадку с минимальным зазором, равным нулю (см. Рисунок 12.1). Комбинация H S, T, e, b и O, E, P L, 8, 1, e 1 образует посадку с гарантированным клиренсом.
Перед измерением в начальной и конечной точках исследуемого профиля устанавливают окуляр и зеркальные плоскости угла 90. Людмила Фирмаль
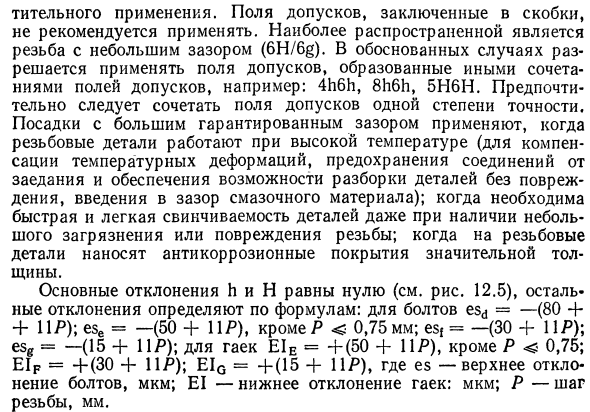
Указанное основное отклонение внутренней резьбы определяет верхнее отклонение, а в случае внутренней резьбы — нижнее отклонение диаметра винта. Второе предельное отклонение зависит от степени точности принятого потока. Сочетание основных отклонений, обозначенных буквами с допустимыми допусками точности, образует поле допусков диаметра винта. Поле допусков винта формируется путем объединения поля допусков среднего диаметра и поля допусков диаметра выступа (d или P1). В таблице приведены поля допуска, предоставленные системой. 12.1.
- В зависимости от ваших предпочтений, поле допуска, включенное в структуру, рекомендуется. 12.1. Поле допуска болта и гайки. Поля допуска, заключенные в скобки, не рекомендуется. Наиболее распространенными являются нити с небольшими зазорами (6H 6§). Там, где это разрешено, допускается использование полей допуска, образованных другими комбинациями полей допуска. Например, S6L, 8H6I, 5H6H.
Если возможно, комбинируйте поля допусков с одинаковой точностью. Когда резьба работает при высоких температурах, используются площадки с большими гарантированными зазорами (с возможностью компенсации температурной деформации, защиты соединений от заклинивания, разборки деталей без повреждений и введения смазки в зазоры).
Функции-это геометрические, электрические, механические и другие параметры, влияющие на производительность машины и сервисные функции других изделий или сборочных единиц. Людмила Фирмаль
При условии, даже при незначительном повреждении грязи или пряжи, когда требуется быстрая и легкая конструкция детали, когда на резьбовую часть наносится значительная толщина антикоррозийного покрытия. Основное отклонение b и H равно нулю (см. Рис.12.5), а оставшееся отклонение определяется по формуле. Для болтов ez = — (80 + + 11P); ese = — (50 + PR), кроме P 0,75 мм. ez = — (30 + 11P); ezv = — (15 + 11P); если гайка E1e = + (50 + PR), исключить P g 0,75.
Смотрите также:
| Суммарный допуск среднего диаметра резьбы | Посадки с натягом |
| Системы допусков и посадок метрических резьб | Влияние точности изготовления резьбы на прочность резьбовых соединений |
