

Инженерный профиль — это длинное изделие с определенной формой поперечного сечения (длина одного размера намного больше, чем боковое измерение).
Данные о группах профилей, которые имеют разные формы и размеры, называются диапазонами.
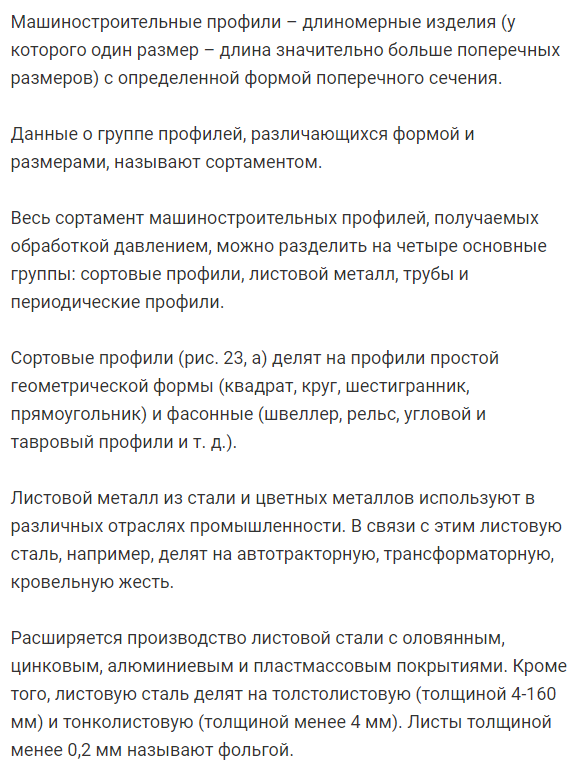
- Весь спектр инженерных профилей, полученных обработкой давлением, можно разделить на четыре основные группы: высококачественные профили, листовой металл, трубы и периодические профили.
Профили сортов (рис. 23, а) делятся на простые геометрические фигуры (квадраты, круги, шестиугольники, прямоугольники) и профили (каналы, рельсы, углы, профили тройников и т. Д.).
- Сталь и листовой металл из цветных металлов используются в различных отраслях промышленности. В этом отношении, например, стальные листы можно разделить на автомобили, трансформаторы и кровельные плиты.
Расширяется производство листового металла с оловянным, цинковым, алюминиевым и пластиковым покрытием. Кроме того, стальные листы делятся на плиты (толщина 4-160 мм) и листы (толщина менее 4 мм). Листы толщиной менее 0,2 мм называются фольгой.
Трубы можно разделить на бесшовные и сварные.
Бесшовные трубы используются в наиболее важных случаях трубопроводов, работающих в суровых условиях под внутренним давлением.
Периодический профиль меняет форму и площадь поперечного сечения периодически вдоль оси заготовки (рис. 23, б). Они используются в качестве заготовок для последующей штамповки и в качестве заготовок для окончательной обработки.
Прокатка, прессование и волочение были использованы для изготовления инженерного профиля. Таким образом, помимо группировки по геометрическим свойствам, профили также делятся по способу изготовления.
Производство ламинатного профиля
- До 90% всех рафинированных сталей и большинства цветных металлов проката. Во время прокатки металл пластически деформируется вращающимся валком. Относительное положение валка и заготовки, форма и количество валков могут отличаться. В дополнение к наиболее распространенным типам вертикального качения (рисунок 3.4.6), выделяются еще два типа — горизонтальный и горизонтальный спиральный.
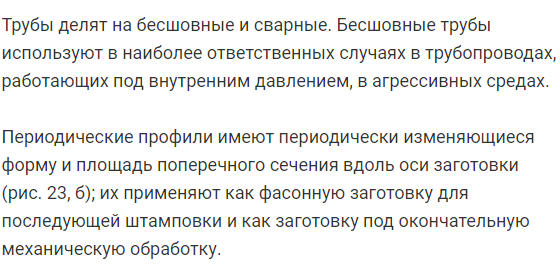
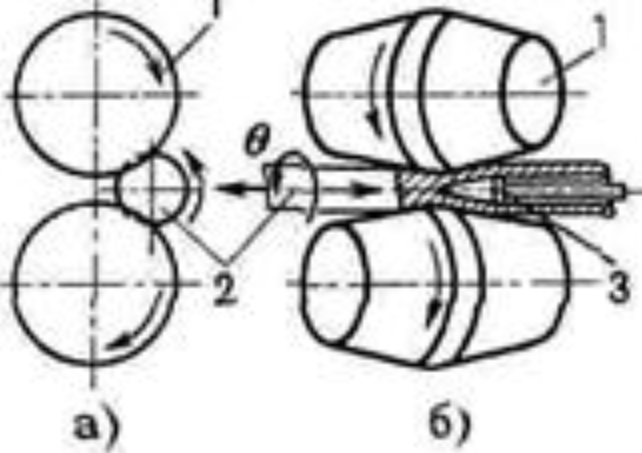
При прокатке в горизонтальном направлении (рис. 24, а) валки 1 вращаются в одном направлении и дают вращение заготовке 2 для деформации заготовки.
Во время поперечно-спиральной прокатки (рис. 24, б) валок 1 располагается под углом и уведомляет заготовку 2 во время деформации вращения и перемещения.
Поперечный (а) и поперечный винт (б) Схема прокатки: 1 валок: 2 заготовки; 3-оправка
При прокатке бесшовных труб первая операция мигает — образование отверстий в слитках или круглых заготовках. Эта операция выполняется при высоких температурах в прошивном стане.
Чаще всего используются сверлильные мельницы с двумя бочкообразными валками, оси которых расположены под небольшим углом (5-15 °) относительно друг друга (см. Рис. 24, б). Оба ролика 1 вращаются в одном направлении. Другими словами, в этом случае используется принцип поперечного спирального крена.
Благодаря такому расположению валков заготовка 2 подвергается как вращательным, так и поступательным перемещениям.
В этом случае в металле создается радиальное растягивающее напряжение. Это позволяет металлу течь радиально из центра, образуя внутреннюю полость, облегчая сверление отверстий с оправкой 3, прикрепленной к траектории заготовки.
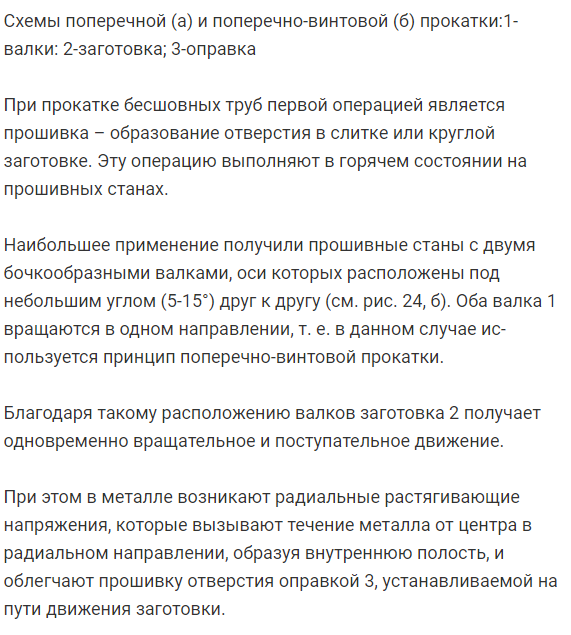
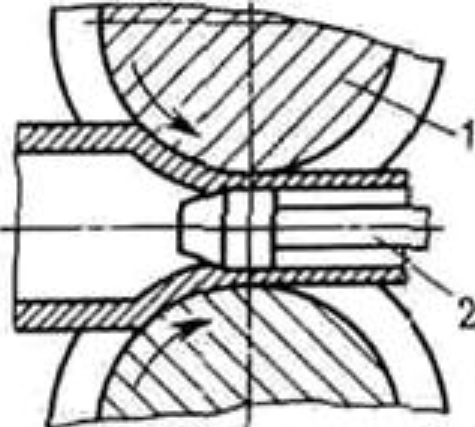
Последующая прокатка сшитой заготовки до необходимого диаметра и толщины стенки производится на прокатном стане. Например, в наиболее распространенном способе трубы прокатывают с помощью короткой оправки 2 в так называемой автоматической двухвалковой мельнице (рис. 25). Рулон 1 образует непрерывно расположенную круглую колею, а зазор между оправкой 2, закрепленной на длинном валу, и потоком ролика определяет толщину стенки трубы.
Схема прокатки труб в автоматической мельнице
Сварные трубы изготавливаются из плоской заготовочной ленты (называемой полосой) или листа, ширина которого соответствует окружности трубы (или половине длины). Процесс изготовления сварной трубы включает в себя следующие основные операции: сгибание плоской заготовки в трубу, приварка кромки, уменьшение диаметра получаемой трубы (уменьшение)
- Когда получена труба со спиральным швом, лента, размотанная с рулона, спирально наматывается вокруг трубы и приваривается по краям.
Смотрите также:
Примеры решения задач по материаловедению
| Физическая природа кристаллизации металлов. | Строение слитка. |
| Горячая объемная штамповка. | Влияние различных факторов на пластичность металлов и сопротивление пластическому деформированию. |
