
Значительные улучшения в процессе ручной дуговой сварки обеспечиваются процессом глубокой сварки (ранее называвшимся ультракороткой дуговой сваркой-UKD).
При сварке таким способом используется электрод с огнезащитным покрытием, так что конец электрода может быть плотно прижат к изделию во время сварки.
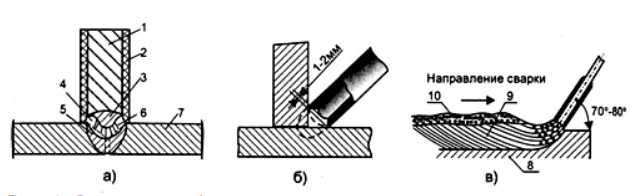
- На конце электрода сформирован небольшой корпус с нерасплавленным покрытием, в котором дуга горит, и электрод находится в конце этого корпуса (рис. 2а), предотвращая короткое замыкание.
Сварка с глубоким проплавлением: схема a-сварки, поперечное сечение b, продольное сечение, 1 электрод, 2 покрытия, 3 капли расплавленного электрода, 4 дуги сварки, 5 ванн, 6 корпусов; 8 продуктов. 9-сварной металл; 10-шлак
Следовательно, между концом электрода и изделием нет зазора.
Сварочная дуга, ограниченная покрытием на внешней стороне покрытия, интенсивно проводит тепло к основному материалу сварного изделия, способствует его плавлению и образует шов с глубоким проникновением. Глубокое проникновение приводит к значительному образованию шва из-за расплавления металла в связанном продукте, уменьшая количество присадочного металла до 50%.
Короткое дуговое горение под защитным покрытием из гипса практически не соприкасается с атмосферой, в результате чего получается плотная сварная конструкция с минимальным содержанием кислорода и азота, улучшающая механические свойства сварного шва , Для сварки общего назначения с глубоким проникновением углеродистой и низколегированной конструкционной стали используются электроды типа ОЗС-Зс с увеличенной толщиной покрытия.
По мере увеличения тока глубина проникновения увеличивается. Электрод должен быть наклонен под углом 70-80 ° к шву (рис. 2в). Расплавленный металл вытесняется газом в направлении, противоположном направлению сварки, образуя равномерный сварной шов. При сварке наклонным электродом расплавленный конец электрода помещают на свариваемую кромку, а когда кромка обрезается, сам электрод перемещается вдоль соединительной линии.
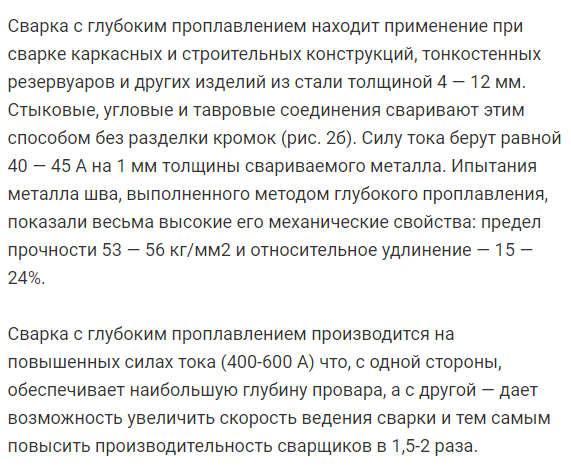
Сварка с глубоким проплавлением используется для сварки каркасов и строительных конструкций, тонких резервуаров и других стальных изделий толщиной 4-12 мм. Стыковые, угловые и Т-образные соединения свариваются таким образом без режущей кромки (Рисунок 2b). Интенсивность тока равна 40-45 А на мм толщины металла шва. Испытания металла сварного шва, созданного методом глубокого проникновения, показали очень высокие механические свойства: прочность на разрыв 53-56 кг / мм2 и относительное удлинение -15-24%.
Сварка с глубоким проплавлением выполняется с увеличением силы тока (400-600 А), с одной стороны, обеспечивая максимальную глубину проплавления, а с другой стороны, увеличивая скорость сварки, тем самым повышая производительность сварщика от 1,5 до 2 раз. вы можете.
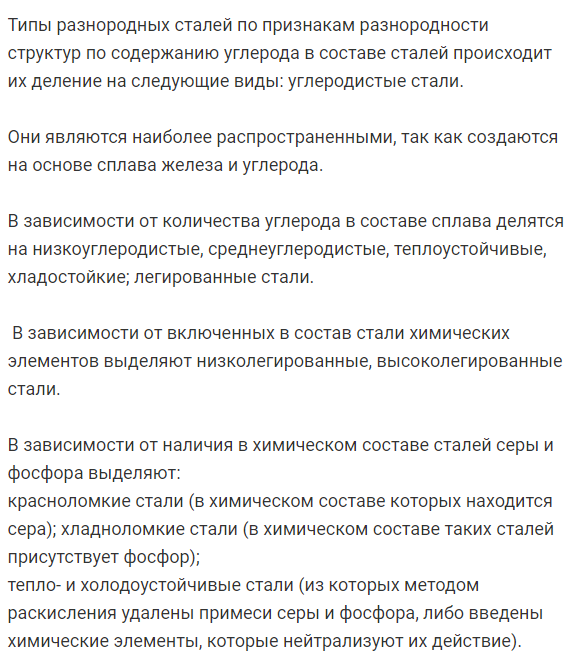
Разнородные виды стали с признаками структурной неоднородности в зависимости от содержания углерода в составе стали подразделяются на следующие виды: углеродистая сталь.
Они наиболее распространены, потому что они основаны на сплавах железа и углерода.
В зависимости от количества углерода в сплаве он классифицируется как низкоуглеродистый, среднеуглеродистый, жаростойкий и морозостойкий. Легированная сталь
В зависимости от химических элементов, содержащихся в составе стали, различают низколегированную сталь и высоколегированную сталь.
В зависимости от наличия серы и фосфора в химическом составе стали:
- Красная хрупкая сталь (химический состав содержит серу), холодная хрупкая сталь (в химическом составе такой стали присутствует фосфор);
- Термостойкая сталь и холодостойкая сталь (десульфурация удаляет примеси серы и фосфора или вводит химические элементы, которые нейтрализуют эффект)
Смотрите также:
Примеры решения задач по материаловедению
