
Процесс пайки включает в себя ряд операций, основными из которых являются:
- Поверхностная обработка для пайки.
- Качество обработки поверхности при пайке сильно влияет на уровень и стабильность свойств паяного соединения.
Доступны следующие основные методы очистки поверхности:
- Тепло (горелка, отжиг в восстановительной атмосфере, вакуум);
- Механическая (обработка режущими инструментами или абразивами, пескоструйная обработка или дробеструйная обработка);
- Химия (обезжиривание, химическое травление, электрохимическое травление, травление ультразвуковой обработкой, сочетание обезжиривания и травления).
Подготовка деталей для пайки также включает использование специальных технических покрытий гальваническими или химическими методами, нанесение покрытия из горячего олова (погружение в расплавленный припой), ультразвуковое наплавление и термическое вакуумное напыление.
Зачастую сборка включает нанесение припоя, пайки в виде проволоки или фольги для взвешивания.
При размещении припоя необходимо учитывать условия пайки: положение изделия в печи или другом нагревательном устройстве, режимы нагрева и охлаждения.
Применение флюса. При сборке деталей для пайки может потребоваться нанесение флюса. Разбавьте порошковый флюс дистиллированной водой, чтобы получилась тонкая паста, нанесите ее с помощью шпателя или стеклянного стержня, а затем просушите детали термостатом при 70-80 ° С в течение 30-60 минут. В случае газовой пламенной пайки флюс имеет форму трубки, заполненной канифолью, при пайке с паяльником, на рабочей части паяльника или вместе с припоем при использовании оловянно-свинцового припоя. Горячая пайка поставляется.
Пайка (нагрев соединений или общий нагрев собранных деталей) обычно производится при температуре выше точки плавления припоя на 50-100 ° C. В зависимости от температуры плавления используемого припоя пайку можно разделить на высокие и низкие температуры.
Непаянные поверхности защищены от контакта с припоем специальным графитовым покрытием с добавлением небольшого количества извести. Иммерсионная пайка используется для стали, меди, алюминия и твердых сплавов, которые являются элементами сложной геометрии.
Этот процесс требует большого количества припоя. Тип погружной пайки — это пайка бегущей волной припоя, когда расплавленный припой накачивается и образует волну, которая превышает уровень плавления. Паяльная часть движется в горизонтальном направлении. При прикосновении к ванне происходит пайка. Бегущие волны припаяны в электронной промышленности при производстве печатных радиопроводов.
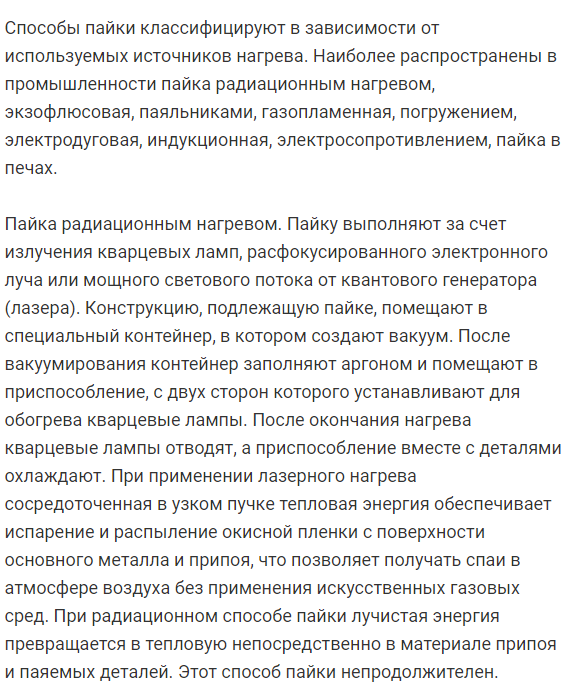
Методы пайки классифицируются в зависимости от используемого источника тепла. Наиболее распространенными в отрасли являются пайки с лучистым нагревом, дефлюкс, паяльник, пламя, погружение, искрение, индукция, электрическое сопротивление, пайка в печи.
Пайка лучистым нагревом. Пайка выполняется излучением кварцевой лампы, расфокусированным электронным пучком или сильным световым потоком от квантового генератора (лазера). Паяльная конструкция помещается в специальный контейнер, в котором создается вакуум. После эвакуации контейнер заполняется аргоном и помещается в устройство. Кварцевые лампы установлены с обеих сторон устройства для обогрева.
После нагрева кварцевая лампа выключается, и устройство охлаждается вместе с деталями. При использовании лазерного нагрева концентрация на тепловой энергии узкого луча может привести к испарению оксидной пленки и ее распылению с поверхности основного металла и припоя, что приводит к образованию связи в атмосфере без использования искусственного газа.
- В методе паяльного излучения энергия излучения преобразуется непосредственно в тепло припоем и материалом припаянной детали. Этот метод пайки является коротким.
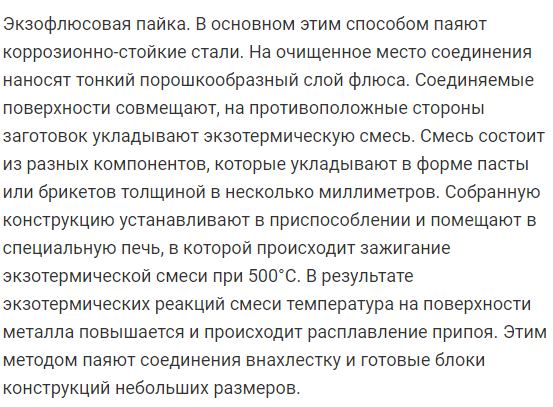
Exoflux пайка. Как правило, коррозионно-стойкая сталь паяется с использованием этого метода. Тонкий порошкообразный слой флюса наносится на чистые суставы. Соединенные поверхности соединяются, и экзотермическая смесь помещается на противоположную сторону заготовки.
Смесь состоит из различных ингредиентов, расположенных в форме пасты или брикета толщиной в несколько миллиметров. Собранная конструкция устанавливается в устройстве и помещается в специальную печь, в которой экзотермическая смесь воспламеняется при 500 ° С.
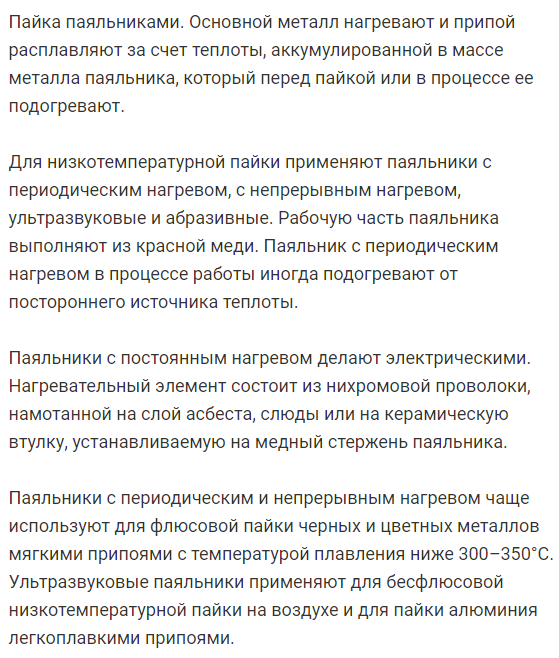
В результате экзотермической реакции смеси температура поверхности металла повышается, и припой плавится. Используя этот метод, соединение внахлестку и готовый блок небольшой структуры спаяны. Пайка с паяльником. Основной металл нагревается за счет тепла, накопленного в металлическом комке паяльника, и припой плавится. Паяльник нагревается перед пайкой или во время процесса.
Для низкотемпературной пайки используются обычный нагрев, непрерывный нагрев, ультразвуковые волны и паяльник, в котором используется абразив. Рабочая часть паяльника выполнена из бронзы. Железо, которое периодически нагревается во время процесса, может нагреваться от внешнего источника тепла.
Постоянно нагреваемый паяльник сделан из электричества. Нагревательный элемент состоит из нихромовой проволоки, намотанной на керамическую втулку, прикрепленную к медному стержню из асбеста, слюдяного слоя или паяльника.
Паяльники с периодическим и непрерывным нагревом часто используются для флюсовой пайки черных и цветных металлов с использованием мягких припоев с температурами плавления ниже 300-350 ° С. Ультразвуковые паяльники используются для бесфлюсовой низкотемпературной пайки на воздухе и пайки алюминия с растворимым припоем.
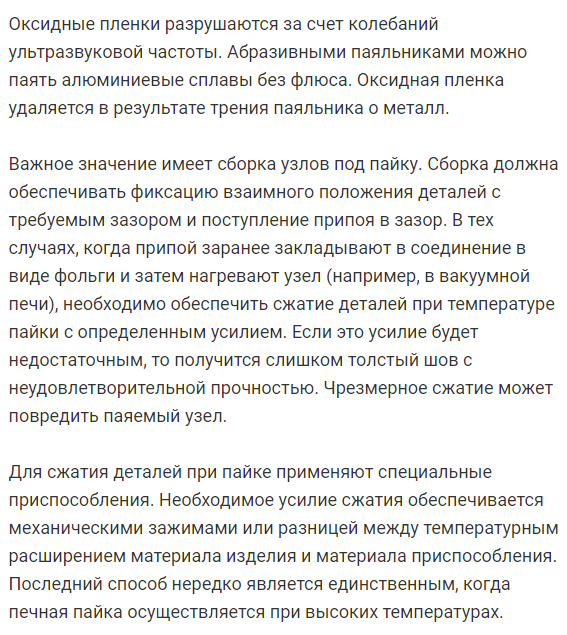
- Оксидная пленка разрушается колебаниями ультразвуковой частоты. Полировочный паяльник позволяет паять алюминиевый сплав без флюса. Оксидная пленка удаляется трением паяльника по металлу.
Очень важна сборка паяных узлов. Сборка должна обеспечивать фиксацию относительных положений деталей с требуемым зазором и попадание припоя в зазор. Если узел нагревают после того, как припой предварительно помещен на фольгу (например, в вакуумной печи), деталь должна быть сжата с постоянной силой при температуре пайки. Если этого усилия недостаточно, шов слишком толстый и имеет недостаточную прочность. Чрезмерное сжатие может повредить паяный узел.
Специальные устройства используются для сжатия деталей во время пайки. Требуемое усилие сжатия обеспечивается механическим зажимом или разницей в тепловом расширении между материалом изделия и материалом устройства. Последний метод часто используется только при пайке при высоких температурах.
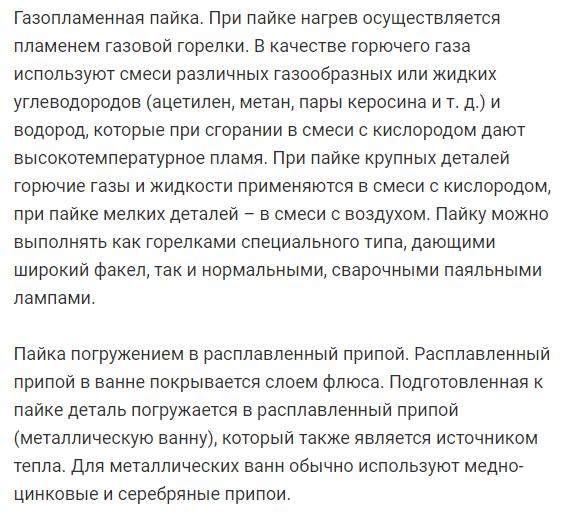
Газовая пламенная пайка. Во время пайки нагрев осуществляется газовой горелкой. Горючие газы представляют собой смесь различных газов или жидких углеводородов (ацетилен, метан, пары керосина и т. Д.) И водорода. Они образуют горячее пламя при сжигании в смеси с кислородом. При пайке крупных деталей горючие газы и жидкости используются в смеси с кислородом, а при пайке мелких деталей — в смеси с воздухом. Пайка может быть выполнена не только с обычными сварочными горелками, но и со специальными горелками, которые предлагают широкую горелку.
Пайка погружением в расплавленный припой. Расплавленный припой в ванне покрыт слоем флюса. Подготовленные к пайке детали погружают в расплавленный припой (металлическая ванна), который также является источником тепла. Медно-цинковый и серебряный припой обычно используют для металлических ванн.
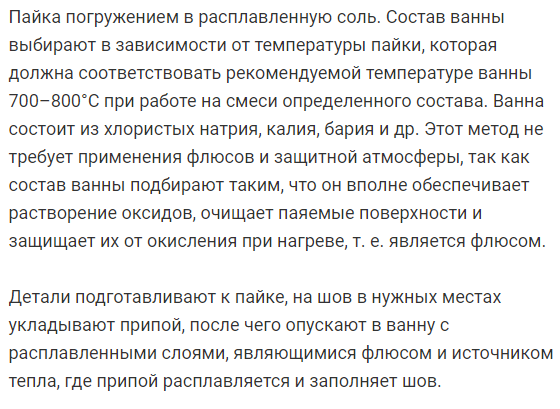
Пайка погружением в расплавленную соль. Состав ванны подбирается в зависимости от температуры пайки. Это должно соответствовать рекомендуемой температуре ванны 700-800 ° С при работе со смесью определенного состава.
Ванна состоит из хлорида натрия, калия, бария и так далее. Этот метод не требует использования флюса и защитной атмосферы. Это связано с тем, что состав ванны выбран для полного растворения оксида, очистки паяемой поверхности и защиты от окисления при нагревании. Это поток.
Подготовьте детали пайки, поместите припой в соответствующий шов, опустите его в ванну с флюсом и расплавленным слоем тепла, и припой расплавится, чтобы заполнить шов.
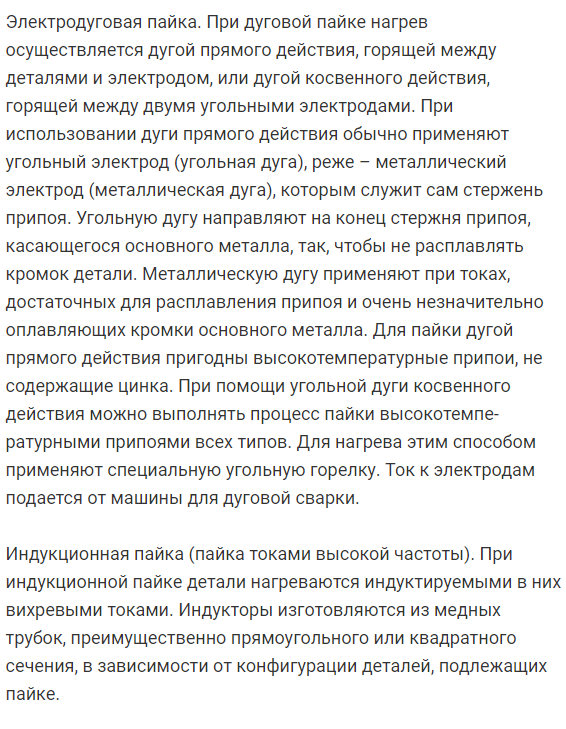
Дуговая пайка. В случае дуговой пайки нагрев осуществляется дуговым прожигом, который действует непосредственно между деталью и электродом, или косвенным действием дугового горения между двумя углеродными электродами.
При использовании дуги прямого действия обычно используется углеродный электрод (угольная дуга), но менее распространенным металлическим электродом (металлическая дуга) является сам паяльный стержень. Углеродная дуга направлена на конец стержня припоя, который контактирует с основным металлом, чтобы не расплавить края детали.
Металлическая дуга используется с достаточным током, чтобы расплавить припой и расплавить край основного металла очень слабо. Высокотемпературный припой без цинка подходит для прямой дуговой пайки. С помощью косвенной угольной дуги процесс пайки можно осуществлять с помощью любого типа высокотемпературного припоя. Для этого используется специальная угольная горелка. Ток подается от дуговой сварки к электродам.
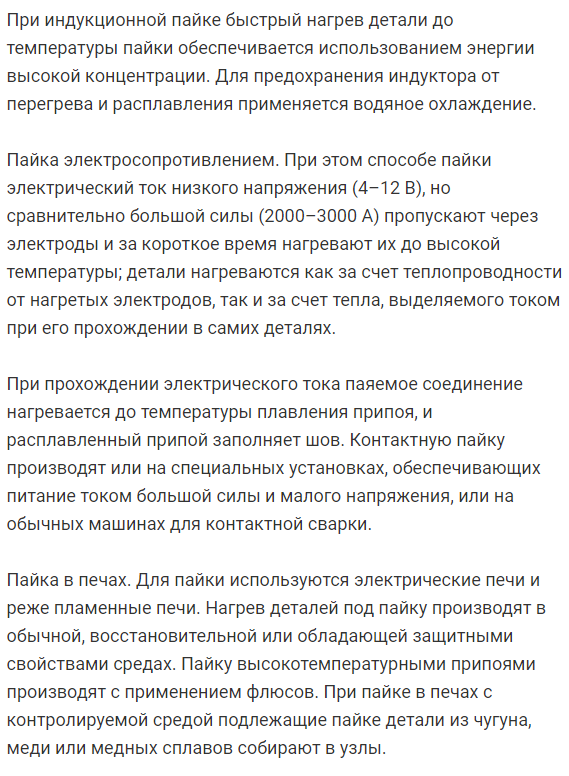
Индукционная пайка (высокочастотная пайка). Во время индукционной пайки детали нагреваются вихревыми токами. Индукторы в основном изготавливаются из медных трубок прямоугольного или квадратного сечения, в зависимости от конфигурации паяемых деталей. Индукционная пайка использует высокую концентрацию энергии для быстрого нагрева детали до температуры пайки. Водяное охлаждение используется для защиты индуктора от перегрева и таяния.
Пайка электрическим сопротивлением. В этом методе пайки ток низкого напряжения (4-12 В), но относительно высокой прочности (2000-3000 А), проходит через электроды и нагревается до высокой температуры в течение короткого времени. Часть нагревается как из-за теплопроводности нагретого электрода, так и из-за тепла, генерируемого током во время прохождения самой детали.
Когда течет ток, паяное соединение нагревается до точки плавления припоя, и расплавленный припой заполняет шов.
- Контактная пайка выполняется с помощью специального оборудования, которое подает питание при высоких токах и низких напряжениях, или с помощью обычных сварочных аппаратов сопротивления.
Пайка в духовке. Для пайки используется электрическая печь, а пламенная печь используется редко. Части припоя нагреваются в нормальной, восстановительной или защитной среде. Пайка высокотемпературным припоем осуществляется с помощью флюса. При пайке в печи с контролируемой средой детали, спаянные из чугуна, меди или медных сплавов, собираются в единое целое.
- Пайка металлических соединений с неметаллическими материалами. При пайке можно получать металлические соединения, в том числе стекло, кварц, фарфор, керамику, графит, полупроводники и другие неметаллические материалы.
Процесс пайки включает удаление остатков флюса. Флюс, который остается частично после пайки к продукту, повредит внешний вид, изменит проводимость, а некоторые вызовут коррозию. Поэтому остатки после пайки должны быть аккуратно удалены.
Остатки канифоли и спиртовой канифоли обычно не вызывают коррозию, но если вам необходимо удалить их в зависимости от условий эксплуатации продукта, промойте продукт спиртом, смесью бензина и спирта и ацетона. Агрессивные потоки кислоты, содержащие соляную кислоту или ее соли, тщательно и непрерывно промывают горячей и холодной водой с помощью расчески.
Смотрите также:
Примеры решения задач по материаловедению
