

Значение нагрева металла. Нагрев металла во время обработки давлением является одной из основных операций, где точность размеров, качество и правильное использование оборудования, инструментов.
Получаемого продукта сильно зависят.
Основное назначение нагрева металла при обработке давлением — повысить пластичность и снизить устойчивость к деформации. Нагревание должно обеспечивать равномерную температуру, минимальное окисление и обезуглероживание по поперечному сечению заготовки. Было продемонстрировано, что улучшенный нагрев уменьшает образование накипи, тем самым повышая точность продукта и продлевая срок службы инструмента.
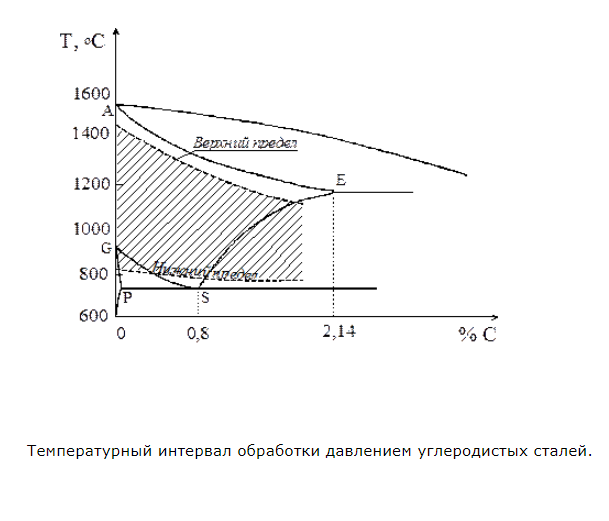
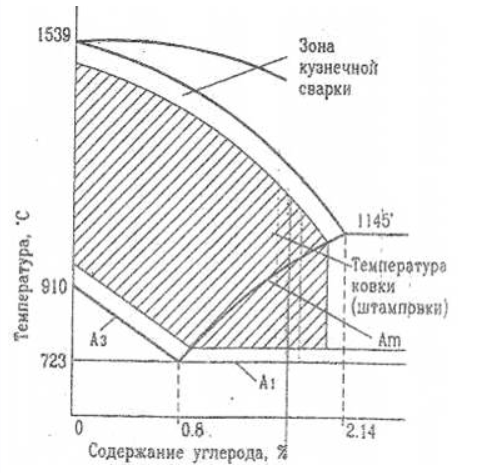
Горячий диапазон рабочих температур. Каждый металл и сплав имеет свой температурный диапазон, который строго определен для горячей штамповки.
- Верхний предел температуры нагрева, то есть начальная температура процесса, должен быть задан так, чтобы он не выгорал и не перегревался.
Горение-Окисление границы путем частичного плавления образует хрупкую пленку между частицами металла. При сгорании пластичность металла полностью теряется. Сжигание — это неразрывный тип брака. Обожженный металл отправляется на переплавку. Когда температура нагрева близка к линии солидуса, возникает дуговой разряд (в случае стали линия AE на рисунке 3.4). Например, для стали 20 выгорание происходит при 1470 ° C, а для стали U11 — -1180 ° C.
Под зоной выгорания находится зона перегрева. При перегреве зерно быстро увеличивается. Крупнозернистый аустенит (первичная кристаллизация) соответствует крупно структурированным частицам (феррит + перлит, перлит + цементит), образующимся при вторичной кристаллизации, что приводит к снижению механических свойств изделий, полученных из перегретых заготовок , Перегрев — это исправимый брак, и этот второй вид отжига выполняется.
Во время обработки давлением металл охлаждается в контакте с холодным инструментом и внешней средой. Высокотемпературная обработка не должна быть ниже определенной температуры. Если температура в конце обработки давлением близка или ниже температуры рекристаллизации, металл затвердевает, потому что нет времени для рекристаллизации.
Если конечная температура обработки давлением значительно выше, чем температура рекристаллизации, у частиц металла будет время расти в процессе охлаждения (особенно для металлов, которые не подвергаются фазовому переходу), таким образом, уменьшая пластичность и вязкость металла. вы.
В случае стали, верхний предел температуры нагрева (начальная температура обработки давлением) на 100–200 ° C ниже, чем AE solidus на фазовой диаграмме, а нижний предел на 50–60 ° C выше, чем линия PS Он будет выбран.
- Скорость нагрева также должна быть равномерной.
- Скорость нагрева не должна быть слишком высокой, так как разница температур поперечного сечения заготовки увеличивается, что приводит к повышенному риску возникновения внутренних микротрещин и макротрещин.
На практике эмпирические формулы используются для установления взаимосвязи между скоростью нагрева и размером заготовки. Кроме того, если скорость нагрева слишком низкая, скорость нагрева уменьшается, время нагрева увеличивается, и скорость окисления поверхности металла увеличивается, поэтому скорость нагрева не следует уменьшать. Окисление называется дымом.
При выцветании на поверхности образуется окалина (на железе-FeO, Fe3O4, оксиде Fe2O3), и твердость некоторых оксидов на шкале выше, чем твердость нагреваемого инструмента, что увеличивает износ деформирующего инструмента. вы.
Около 5% всех сталей, подвергнутых обработке давлением, теряются в отходах. При высоких температурах окисляется не только железо, но и углерод, и происходит так называемое обезуглероживание. Толщина обезуглероженного слоя может достигать 1,5-2 мм.
Для уменьшения окисления и обезуглероживания во время нагрева в печи используется нейтральная, защитная и восстановительная атмосфера.
После нагревания перед обработкой давлением используются различные методы удаления накипи. Радиационный метод основан на нагреве заготовки излучаемой тепловой энергией, распространяющейся от нагревателя.
Преимущества этого метода: простота процесса, возможность нагрева заготовок любого размера. Недостатки этого метода: эффективность нагревательного устройства низкая. Недостаточная равномерность нагрева.
Конвекционный метод заключается в нагреве заготовки путем передачи тепла через газовую среду, нагреваемую от источника тепла. Преимущества этого метода: способность нагревать заготовку в защитной среде, однородность температурного поля, неокислительный нагрев, высокая скорость нагрева. Недостатки этого метода включают в себя тот факт, что печь должна быть закрыта перед загрузкой заготовки.
Индукционный метод состоит в нагреве заготовки теплом, выделяемым под действием тока Фуко, индуцированного в ее объеме.
Преимущества этого метода включают высокую эффективность, реализацию точной дозировки генерируемого тепла, высокую однородность температурного поля по объему нагреваемой детали, высокое качество нагреваемого металла, создание защитной атмосферы.
Включает в себя возможности и широкий спектр функций автоматизации. Однако индукционный способ имеет относительно большое энергопотребление и требует максимально возможного равномерного сечения нагреваемой заготовки.
В контактном методе энергия Джоуля выделяет тепло самой заготовке. Необходимо соблюдать осторожность с простотой, высоким качеством, скоростью и равномерностью нагрева используемых устройств. Недостатком этого способа является то, что энергопотребление относительно велико и требуется равномерность поперечного сечения нагретого полуфабриката.
Нагрев в электролите основан на нагреве катода, используемого заготовкой, при напряжении 200 В или выше, что приводит к интенсивному выделению водорода на катоде и образованию газовой оболочки рядом с катодом. Поскольку теплопроводность газовой оболочки низкая, большое количество тепла концентрируется на катоде, нагревая заготовку.
Преимущества этого метода заключаются в следующем: Высокая производительность, высокое качество поверхности нагреваемых изделий (металлы менее подвержены коррозии). Недостатки этого метода: нестабильность режима, разбрызгивание электролита для штамповки. Нагрев электронного пучка основан на нагреве заготовки путем облучения мощным управляющим электронным пучком в вакууме.
Преимущества этого метода заключаются в следующем: Температуру можно регулировать в широком диапазоне, а локальный нагрев можно выполнять с заранее заданным правилом распределения температуры.
Однако очень сложная и высокая стоимость используемой системы отопления определяет недостатки этого метода и препятствует его широкому применению.
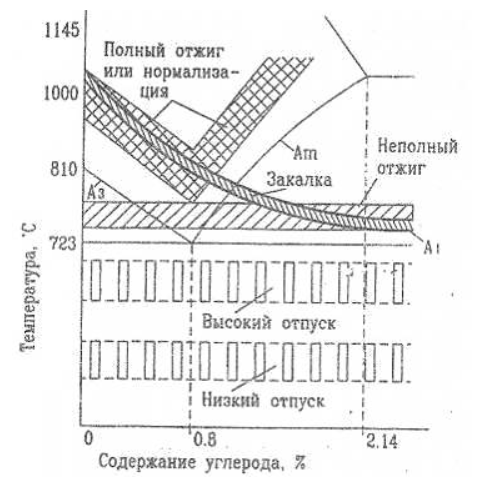
Отжиг-нагрев сплава выше температуры фазового превращения с последующей выдержкой и охлаждением печи. Целесообразно применять отжиг, чтобы уменьшить затвердевание после холодной деформации и уменьшить внутреннее напряжение штампованной детали.
Нормализация — нагрев металла выше критической точки Ac3, кратковременная выдержка при этой температуре и последующее воздушное охлаждение.
Нормализация назначается для получения тонкой структуры после прокатки, ковки и штамповки. Для некоторых сплавов восстановление свойств достигается закалкой (нержавеющая сталь, некоторые алюминиевые сплавы) с последующим отпуском или старением.
Смотрите также:
Примеры решения задач по материаловедению
