

Листовая штамповка — это тип холодной штамповки, при котором листовой материал деформируется при охлаждении или нагревании.
Штамповка листового металла производит различные детали плоскости и пространства. От малых до тяжелых граммов и фракций размера до миллиметровых долей (секундная стрелка), до средних (металлическая посуда, крышки, кронштейны) и крупных (автомобильные детали) это.
- Толщина заготовки при листовой штамповке обычно составляет менее 10 мм, но в некоторых случаях она может превышать 20 мм. В этом случае штамповка выполняется путем предварительного нагрева до температуры ковки.
При листовой штамповке используются: низкоуглеродистая сталь, легированная сталь, цветные металлы и сплавы на их основе, драгоценные металлы и неметаллические материалы: органическое стекло, войлок, целлулоид, техсолит, войлок
Листовая штамповка широко используется в различных отраслях промышленности, особенно в автомобилестроении, ракетостроении, авиастроении, производстве оборудования и электротехнической промышленности.
Основные преимущества листовой штамповки:
- Возможность производства прочных, легких, жестких тонкостенных деталей с простыми и сложными формами, которые иначе невозможно или трудно получить.
- Высокая точность размеров и качество поверхности для минимизации обработки.
Предлагает относительно простую механизацию и автоматизацию процесса штамповки, высокую производительность (30000-40 000 деталей в смену с одной машины).
Он легко адаптируется к масштабу производства и может быть рентабельным для листовой штамповки как при массовом производстве, так и при небольшом производстве.
Холодная листовая штамповка состоит из выполнения операций разделения и формования, которые формируют и измеряют заготовки в определенном порядке.
Операция листовой штамповки представляет собой процесс пластической деформации, который обеспечивает характерное изменение формы определенного участка заготовки.
Различают операции разделения, в которых стадия пластической деформации обязательно заканчивается разрывом, и операции формирования формы, когда заготовка не разрушается во время деформации.
Основной задачей при разработке технического процесса изготовления деталей методом листовой штамповки является выбор наиболее разумных операций и порядок их применения.
Все операции выполняются с использованием специальных инструментальных штампов различной конструкции в зависимости от назначения.
- Штамп состоит из рабочих элементов — матрицы и пуансона, а также вспомогательных деталей — зажимов, направляющих, упоров и т. Д. Пуансон вдавливается в кованый металл или покрывается им, а матрица покрывает заготовку и пуансон, которые меняют форму.
Штамповка
Операции по разделению предназначены для получения заготовки из листа или ленты или для отделения одной части заготовки от другой. Операция может быть выполнена в замкнутом или разомкнутом контуре.
Разделение от одной части заготовки к другой осуществляется путем относительного смещения этих деталей в направлении, перпендикулярном плоскости заготовки. Это смещение изначально характеризуется пластической деформацией и заканчивается провалом.
Секция-Разделение части заготовки в разомкнутой цепи специальной машины-ножницы или пресс-формы.
- Обычно он используется в качестве операции заготовки для разделения листа на полосы и заготовки нужного размера.
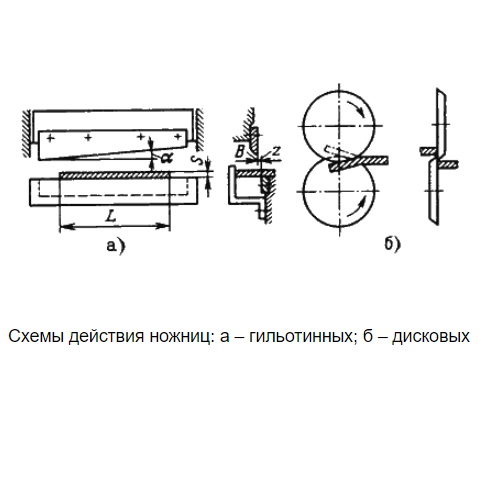
Ножницы с переводом лезвия гильотинного ножа являются параллельными ножами и могут быть выполнены одним наклонным ножом для резки узких полос. Режущие кромки гильотинных ножниц наклонены друг к другу под углом 1-50 для уменьшения силы резания. Чтобы определить ширину разрезаемой полосы B, лист подается полностью. Длина разрезаемой полосы L не должна превышать длину ножа.
Ножницы-диск с вращательным движением режущей кромки. Длина обрабатываемой заготовки не ограничена инструментом. Вращение дискового ножа обеспечивает не только разделение, но и подачу заготовок под действием трения. Режущая кромка ножа продвигается одна за другой, что делает линию прямой. Для обеспечения захвата и доставки заготовки диаметр ножа должен быть в 30–70 раз больше толщины заготовки и увеличиваться с уменьшением коэффициента трения.
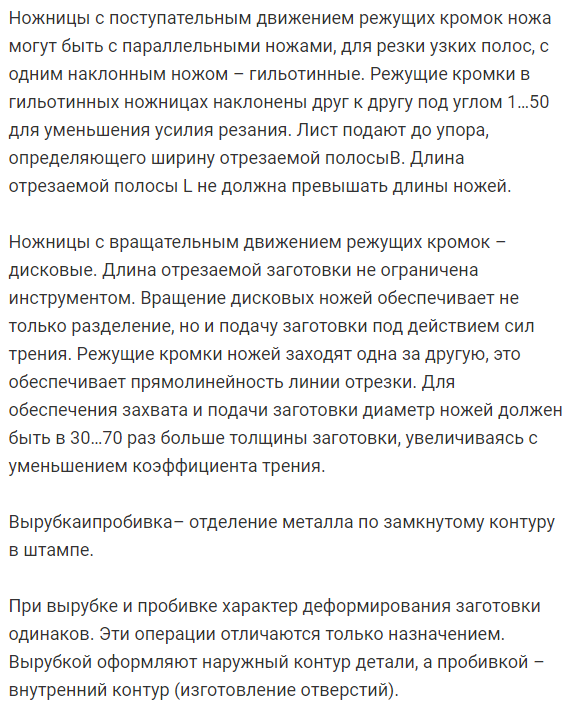
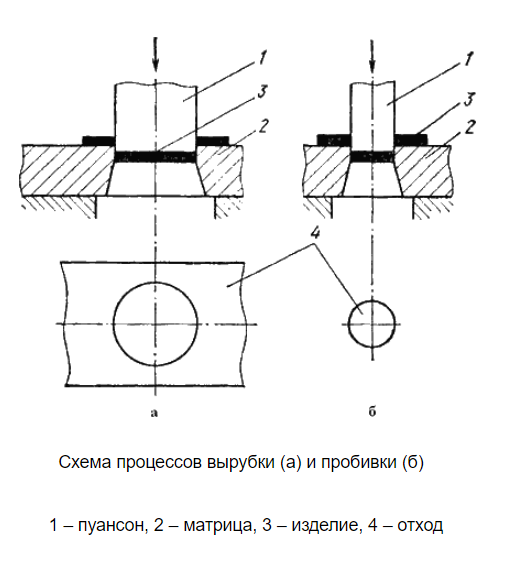
Штамповка-штамповка металла с замкнутой петлей штампов.
В случае резки и штамповки характер деформации заготовки одинаков. Эти операции отличаются только по назначению. Отрежьте внешний контур детали и пробейте внутренний контур (сверло).
Заготовка и штамповка осуществляется с помощью металлических штампов и матриц. Пуансоны вдавливают часть заготовки в отверстия матрицы.
Снижение силы резания достигается путем скашивания режущей, штамповочной и штамповочной матрицы.
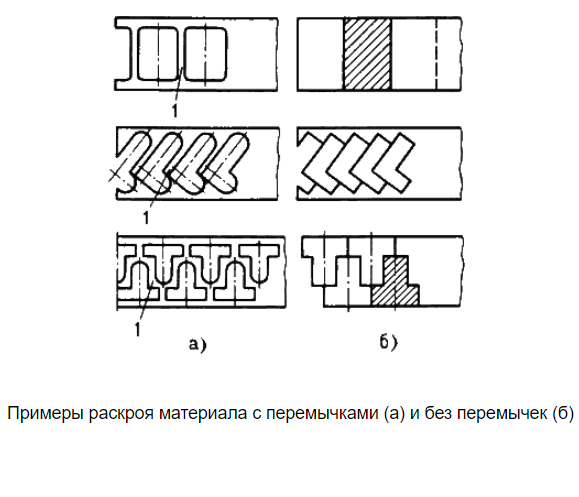
При штамповке мелких и средних деталей из одной листовой заготовки вырезают несколько плоских заготовок для штамповки. Перемычка с шириной, приблизительно равной толщине заготовки, остается между соседними контурами вырезанной заготовки. В некоторых случаях соседние заготовки режутся без перемычек (металл сохраняется, когда качество резки снижается, а срок службы инструмента сокращается).
- Расположение контура смежной вырезанной заготовки на листовом материале называется разрезом. Часть заготовки, которая остается после резки, вырубается.
Высечка является основным отходом листовой штамповки. Тип резки должен быть выбран из условий, которые уменьшают отходы металла во время высечки.
Экономия металла может быть достигнута за счет снижения расхода металла-перемычки, сокращения количества отходов, уменьшения объема резки, повышения точности расчета размера заготовки и уменьшения допуска на резку.
Смотрите также:
Примеры решения задач по материаловедению
| Пайка титановых сплавов. | Прессование. |
| Особенности свариваемости алюминиевых и магниевых сплавов. | Монокристаллическое литье. |
