
Оглавление:



Контроль резьбы калибрами
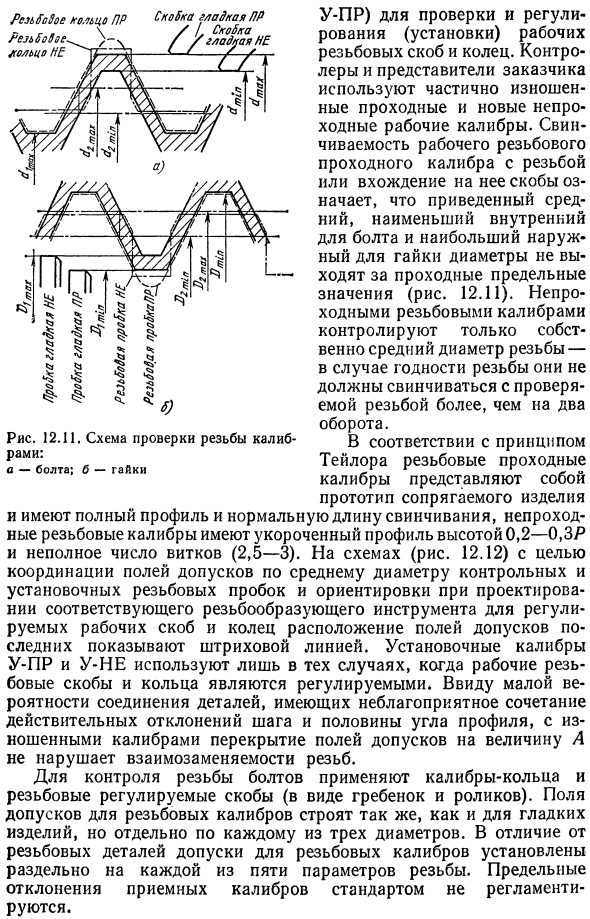
- Калибровочные системы включают в себя гладкую и резьбовую контрольную точку (PR) и контрольную точку (НЕ) и контр-калибры (KPR-PR, KNE-PR, U-NE, KNE-NOT, KI-NOT, U-PR) Для проверки и регулировки (монтажа) резьбовых скоб и колец во время работы. Руководители и представители клиентов используют частично изношенные втулки и новые не сверлящие датчики.
Затягивание резьбового рабочего манометра или установка кронштейна означает, что средний внутренний диаметр болта, минимальный внутренний диаметр и максимальное уменьшение наружного диаметра гайки не превышают предела прохода (Рисунок 12.11).
Некоторую помощь в планировании может оказать стандартное планирование, разработанное с учетом вида продукции и характера производства. Людмила Фирмаль
Датчик резьбы без резьбы контролирует только фактический средний диаметр резьбы. Если резьба подходящая, тестируемая резьба не должна завинчиваться более чем на 2 оборота. Согласно принципу Тейлора, резьбовые датчики подачи Прототип сопряженного продукта, с полным профилем и нормальной длиной макияжа, резьбовой калибр без резьбы имеет укороченный профиль с высотой 0,2-0.
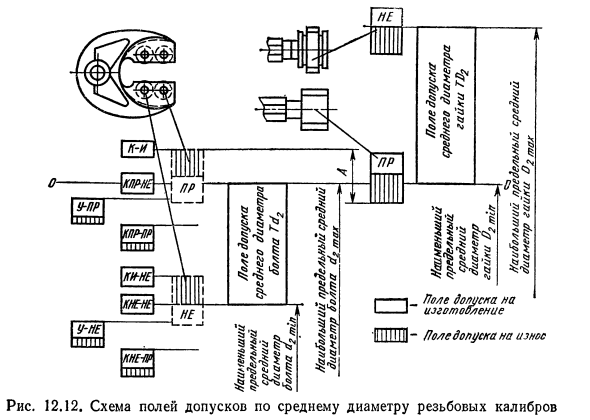
- На рисунке (рисунок 12.12) спроектировать поле допусков по среднему диаметру контрольных и монтажных винтовых заглушек. Ориентировать их при проектировании соответствующих резьбонарезных инструментов для регулируемых рабочих кронштейнов и колец Показывает расположение последнего поля допуска в виде пунктирной линии.
Монтажные манометры U-PR и U-NOT используются только тогда, когда рабочий кронштейн с резьбой и кольцо регулируются. Дублирование полей допусков из-за A не нарушает совместимость винтов, поскольку маловероятно, что они соединят детали с неблагоприятной комбинацией фактического отклонения шага и половины угла изношенного профиля. Для контроля завинчивания болтов используйте калибровочное кольцо и резьбовой регулируемый кронштейн (форму гребня и ролика).
Существует несколько так называемых критериев согласия, по которым проверяются гипотезы о соответствии экспериментальных данных конкретным законам распределения вероятностей результатов измерений. Людмила Фирмаль
Поле допуска резьбового манометра создается так же, как и для гладкого продукта, но отдельно для каждого из трех диаметров. В отличие от резьбовых деталей, допуски на резьбу устанавливаются индивидуально для каждого из пяти параметров резьбы. Максимальное отклонение приемной апертуры не регламентируется стандартом.
Смотрите также:
