
Оглавление:


Расчёт сварных соединений
- Расчет сварных соединений. А. В производстве металлических конструкций, сварка с помощью электрической дуги часто используется. Первая электрическая дуга была создана в 1802 году русским ученым В. В. Петровым, когда он обнаружил, что металл плавится пламенем, полученным электрической дугой, Петровым,
однако электродуговая сварка была осуществлена русским технологом Н. Н. Бенардосом (1882) и Н. Г. Славяновым(1888) только в конце XIX века, а затем распространилась по всему миру. Суть электросварки по методу Славянова заключается в том, что она отвечает связыванию электродного материала (стали),
элементов, с которыми они соединены, а также нагревается дугой до температуры плавления. В результате после охлаждения Людмила Фирмаль
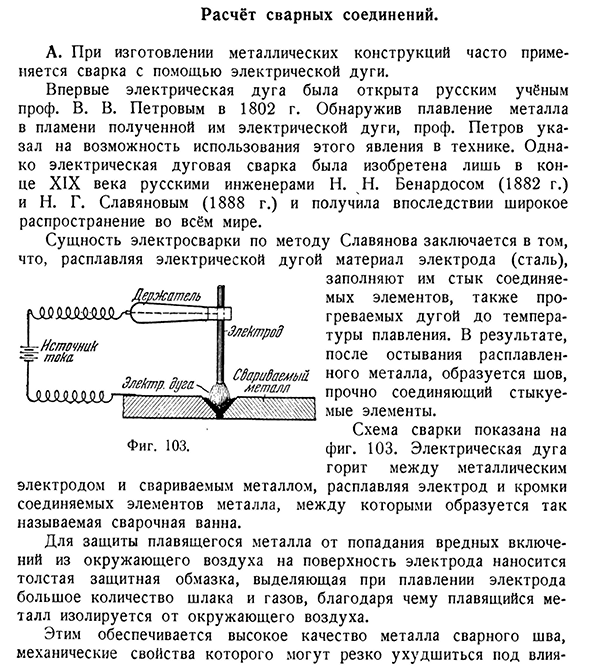
расплавленного металла образуется шов, который прочно соединяет соединяемые элементы. Схема сварки показана на рисунке. 103 электрическая дуга горит между металлическим плавильным электродом и краем металлического элемента, к которому он присоединен, в процессе чего образуется так называемая сварочная ванна. Для защиты расплавленного металла от вредных включений из окружающего воздуха на поверхность электрода наносят толстое защитное покрытие, которое при плавлении электрода выделяет большое количество шлака и газов. Это
обеспечивает высокое качество металла сварного шва, механические свойства которого могут резко ухудшиться под воздействием- Он тает? — Электроды Приемник из металла Фигура. Сто три Электрод и сварочный металл,§ 50] расчет сварных соединений 169 Выделение кислорода и азота из воздуха(при отсутствии покрытия или тонкого покрытия). Для этой же цели автоматическая сварка осуществляется под слоем флюса, который защищает расплавленный металл от попадания кислорода и азота в воздух. При правильном выборе
- конструкции соединения, материалов и технологии сварки, сварное соединение не уступает по надежности заклепкам под действием статических и динамических нагрузок (в том числе при этом, электросварка имеет много преимуществ по сравнению с клепкой, среди которых наиболее важным является низкая трудоемкость сварки и та часть соединяемых элементов, с помощью которой это соединение является более крупным, в результате чего они имеют меньшие размеры. Большие экономические выгоды, приносимые электрической сваркой, и упрощение конструкции, обеспечиваемое ею, в последнее время привели к расслаблению
заклепочных фитингов сварными. Благодаря работам советских ученых Патона, Вологодского, Никитина, Хренова и других, которые разработали новый способ сварки, обеспечивающий значительное развитие электросварки полученных в СССР высокопрочных связей. Расчет сварного соединения осуществляется условно, как и с заклепками, предполагая равномерное распределение напряжений по поперечному сечению шва. В то же время он тесно связан с технологией сварки, в частности, его назначают в зависимости от способа сварки (ручной или автоматической), а также состава и толщины защитного покрытия электрода. В таблице 13 приведены допустимые уровни напряжений для сварки конструкций из марок стали в соответствии с действующими стандартами в статье 3 Т а б л и ц А13 допустимое напряжение для сварки. Тип спецификации напряжения тока Ручная сварка
Электрод автоматной сварки с тонким покрытием Толстого электрода Людмила Фирмаль
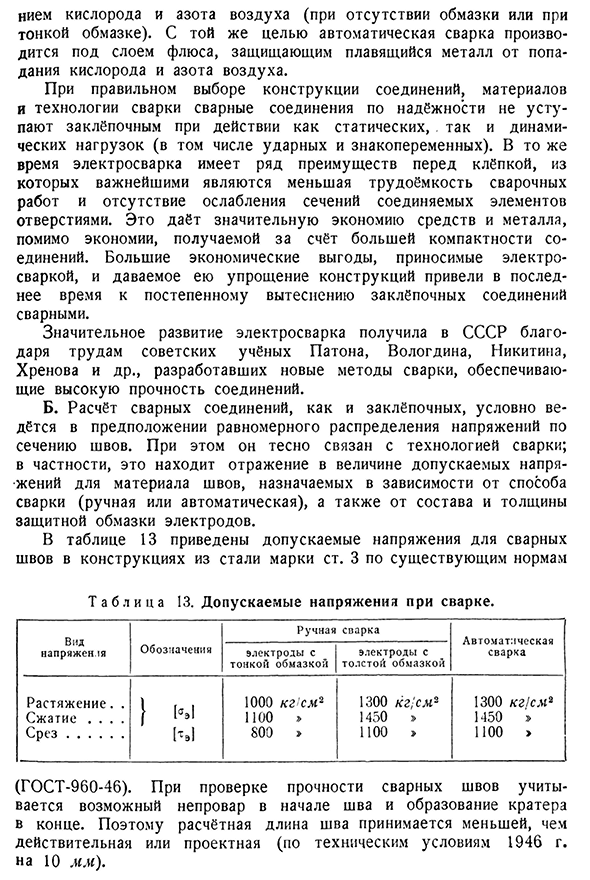
простирания покрытия.. {W1000 кг, ’ см2 1300 кг^cmcm2 1300 кг! Сжатие 2 см.. .. 1100 «1450 » 1450«С Р Е З…………… [TE1 800 «1100» 1100> (ГОСТ-960-46). При проверке прочности шва учитывается возможность непроникания в начале шва и образования кратеров на концах. Таким образом, расчетная длина шва принимается меньше фактической или расчетной(1946 г. при спецификации 10 мм).170 практических примеров деформации сдвига. Чистый сдвиг [глава X B. самым простым и надежным видом соединения является стыковое соединение, которое образуется путем заполнения зазора между торцами соединяемых элементов Фигура. 104. Фигура. Сто пять Сварка металла КС. В зависимости от толщины соединительного элемента стыковое соединение выполняют по любому из типов, показанных на схеме. 104°e=£^1 (10,9)с формулой растяжения или сжатия
испытание на прочность производится путем) Здесь lt=F9-условная рабочая зона участка шва, где расчетная длина шва I= = = b равна 10 мм, а высота шва h принимается равной толщине сварочного элемента t. Поскольку допустимое напряжение для сварки ниже, чем у основного материала, существует тенденция к увеличению длины стыковой сварки. Для этого используется стыковое соединение с косым швом(рис. 105). Изучение таких соединений, производимых Институтом электросварки АН СССР, показало, что их прочность с основным материалом всегда обеспечивается. Проверка прочности диагонального шва производится как при нормальных
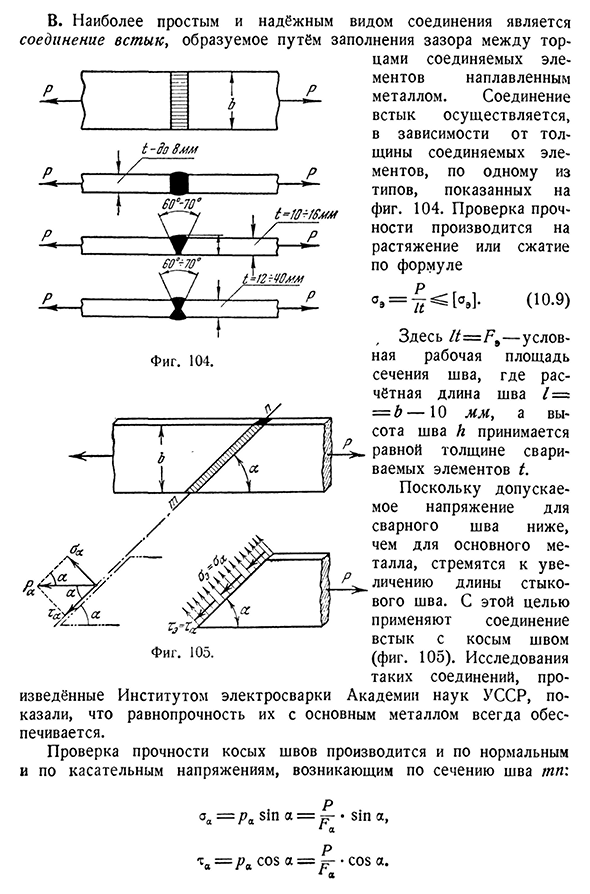
тангенциальных, так и при касательных напряжениях, возникающих в части шва ТПГ °с-РЛ Синоу=^ — грех, 1А П Та=/?Косс= а * в Косс. * расчет сварных соединений§ 501 171 Ф^ = ЛТ (рис. 106), получаем: 4 ′ грех = Т<У. С=4 * коза^к). (10.10)) Здесь мы предполагаем, что расчетная длина шва по спецификации равна 1 — L—— 10 Как установлено опытом, наиболее рациональным углом наклона шва относительно линии действия силы является 45-Т-50°. Недостатком косого стыкового соединения является неудобство центрирования соединительных элементов при сварке, поэтому они используются редко. Д. Иногда, листовым подключения летучая мышь-к-летучая мышь с перекрытием или перекрытием накладками. Это делается
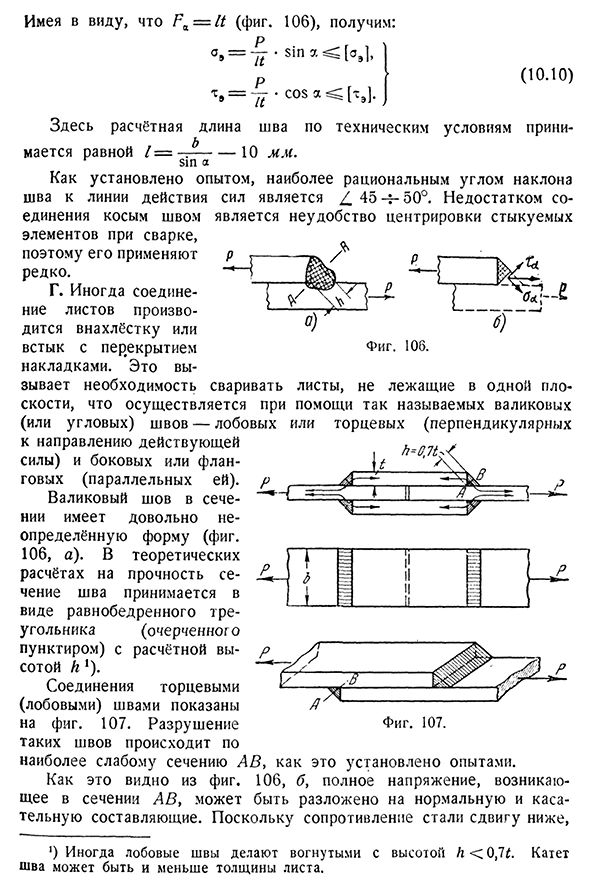
с помощью так называемых роликовых (или угловых) соединений (передних или торцевых (перпендикулярных направлению рабочей силы) и боковых или поперечных (параллельных ей). Роликовый шов в этом сечении имеет довольно неопределенную форму(рис. 106, а). В теоретических прочностных расчетах поперечное сечение шва принимается равнобедренным (ограниченным пунктирной линией) с расчетной высотой h! да что с тобой такое? Как показано на рисунке, соединение заканчивается (передним) швом. 107 такое разрушение швов происходит в самой слабой части АВ, так как это установлено экспериментами. Как использовать 106, b, раздел AB полное напряжение можно разложить на компоненты нормалей
и касательных. Потому что сопротивление ножниц стали ниже, А иногда фронтальный шов делают вогнутым на высоте<0,7 Т, где шовный катетер может быть меньше толщины листа.172 практических примера деформации сдвига. Чистый сдвиг[гл. Икс Чем натяжение, то расчет переднего шва условен в предположении равномерного распределения касательных напряжений в области сечения АВ. Восприятие силы Р в этих соединениях(рис. 107) два передних шва, верхний и Нижний, рабочие.: П Поскольку площадь поперечного сечения шва Fb-hl=T cos45°Z^0,7 ZZ, а расчетная длина l=b-10 мм, условие прочности принимает вид: = (10.11) Фактически,
материал шва подвергается сложным напряженным условиям, при этом давления распределяются неравномерно по всему сечению AB. Исследования, проведенные методом теории упругости и подтвержденные экспериментально, показали наличие высокой концентрации напряжений в углах шва. Кроме того, для укорочения шва при охлаждении в зоне сварки не только материала шва, дополнительное напряжение также возникает в основном материале, оно смещается в сложное напряженное состояние. Такая ситуация может сделать такое соединение менее надежным (с фронтальными швами), чем с стыковыми соединениями без прокладок, особенно при
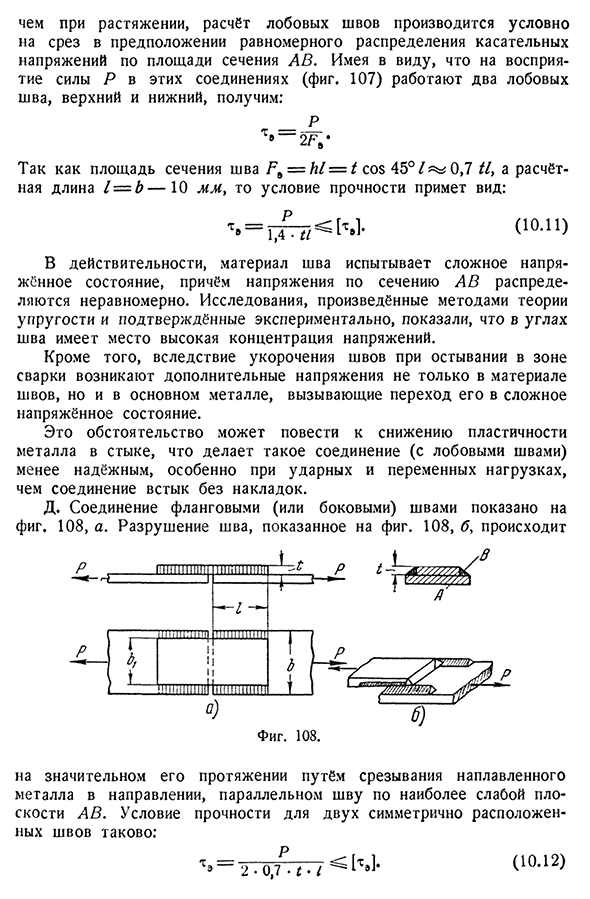
ударных и переменных нагрузках. D. соединение швом фланга (или борта) показано на рисунке. 108, а. разрыв шва показан на рисунке. 108, б, происходит В значительной степени это достигается резанием металла, нанесенного в направлении, параллельном шву на наиболее слабой поверхности AB. Условия прочности двух симметрично расположенных швов следующие: =2 * 0,7 * Z * Z(10.12)§ 50] расчет сварных соединений 173 Если стык покрыт двусторонней накладкой, то количество швов будет удвоено, а условия прочности будут следующими: Из формул (10.12) и (10.12′) обычно определяют требуемую расчетную длину. Расчетная длина
каждого шва должна составлять zo=Z — / — lO мм. Как показали эксперименты, разрушение фланцевого соединения происходит по типу разрушения пластического материала со значительной остаточной деформацией. Благодаря этому работа откровенного шва будет более выгодной, чем работа фронтального шва. Однако следует иметь в виду, что высокие напряжения также сосредоточены на концах франкских швов. Часто, в попытке обеспечить надежность соединения, вместо использования стыковой сварки, или Кроме того, фланцевый или концевой шов сваривают, как уже отмечалось, при переменных и ударных нагрузках, такое «укрепление» соединения может принести больше вреда, чем пользы. Для расчета
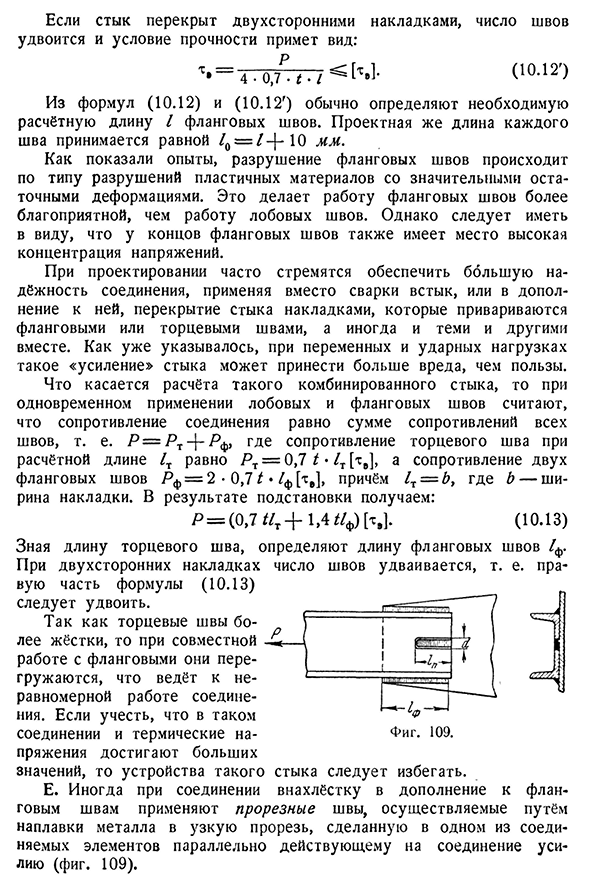
комбинированного сопряжения при использовании передних и боковых швов полагают, что сопротивление соединения является суммой сопротивлений всех соединений, но в результате подстановки P=(0,7 ZZT+1,4/ / f) [T9]. (10.13) знание длины торцевого шва определяет длину шва Франка Z (t). «При двусторонней и двусторонней накладке количество швов удваивается, то есть первая часть формулы(10.13) должна быть удвоена.
Смотрите также:
| Понятие 6 сдвиге. Расчёт заклёпок на перерезывание. | Расчёт врубок |
| Проверка заклёпок на смятие и листов на разрыв | Чистый сдвиг. Определение главных напряжений и проверка прочности |
