
Оглавление:


Припои
- Припой Припой-это присадочный материал (сплав), способный заполнять зазор между припаянными изделиями в расплавленном состоянии, и в результате затвердевания он образует неразрывное, прочное, герметичное соединение. Качество припоя зависит от температуры плавления, но его температура плавления должна быть ниже, чем у припаянного металла.
Смачиваемость (то есть совокупность свойств, обеспечивающих распространение расплавов по паяемому металлу и образование с ними постоянных атомно-молекулярных связей); прочность, коррозионная стойкость и другие показатели, характеризующие качество и долговечность соединения. Ниже приведены наиболее распространенные стандартные данные припоя. Олово свинцовый припой.
Марка, химический состав, свойства и назначение припоя устанавливаются ГОСТ 21930-76. Людмила Фирмаль
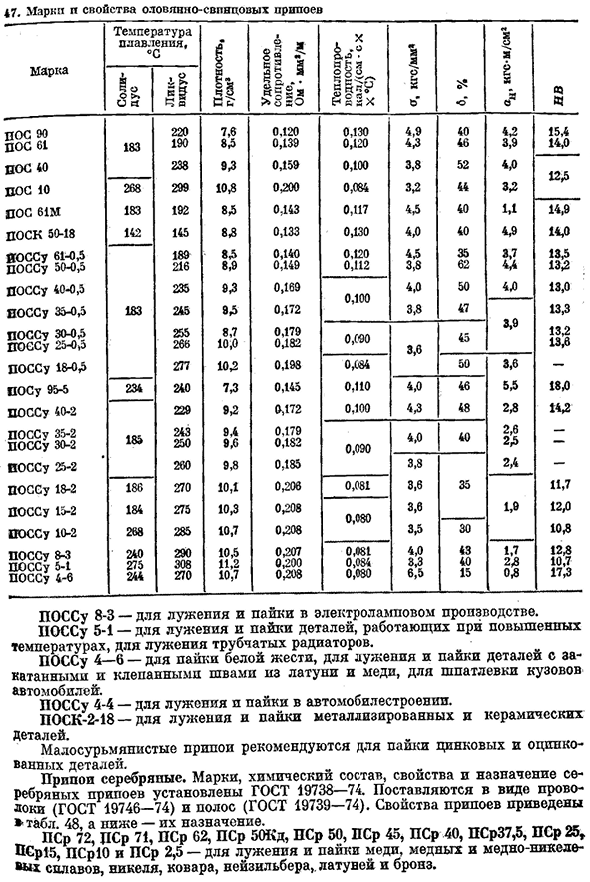
Они поставляются в виде круглой проволоки, ленты, трехгранника, круглого бруска, круглой трубки, заполненной флюсом, и порошка, согласно ГОСТ 21931-76.Спецификации для различных марок припоя приведены ниже, а их характеристики приведены в таблице. 47. *В маркировке буква PIC означает оловянно-свинцовый припой, цифра-содержание олова,% (остальное-свинец). В 3-компонентных сплавах 3-й компонент обозначается буквами М(медь), к (кадмий), Су (сурьма), а 2-й-обозначает его содержание,% (или фракцию%).
Буква Р в конце фирменного наименования означает повышение требований к содержанию примесей、 * POS 90 — для лужения и пайки внутренних швов посуды и медицинского оборудования. Поз 61 — для лужения и пайки электротехнического и радиотехнического оборудования, печатных плат, герметичных высокоточных приборов, где недопустим перегрев. POS 40-оцинкованные железные детали с лужением и пайкой электрооборудования, герметичный шов. Рис. 10 — для лужения и пайки контактных поверхностей электрооборудования, приборов, реле, заливки и лужения контрольных пробок в топке паровоза.
- POS 61M — для лужения и электрической пайки тонкой (менее 0,2 мм) медной проволоки, фольги, кабеля, проводника электротехнической и электронной промышленности prints. It не допускается использование припоя для лужения и пайки в тиглях и ваннах. Поз к 50-18-для ступенчатой пайки чувствительных к перегреву деталей, металлизированной керамики, конденсаторов. Поссу 61-0. 5 — для лужения и пайки электрооборудования, пайки элементов печатных плат, обмотки электрических машин, оцинкованных радиодеталей со строгими температурными требованиями.
Поссу 50-0. 5-лужение и пайка авиационных радиаторов, пайка пищевых приборов, а затем лужение пищевым оловом. Поссу 40-0. 5 — для пайки луженой и паяльной жести, цинкования деталей электромеханических обмоток, монтажных элементов, обмоток и кабельных изделий, радиаторных трубок, холодильных установок. Поссу 35-05-для лужения и пайки свинцовой оболочки кабеля для электротехнической продукции, которая не требуется, а также для упаковки тонких листов. Поссу 30-0. 5 — для лужения и пайки цинковых листов, радиаторов. Поссу 25-0. 5 — для лужения и пайки радиаторов.
Поссу 18-0. 5-для теплообменных аппаратов, лужения ламп накаливания и пайки труб. Людмила Фирмаль
Посу 95-5 — для пайки в электротехнической промышленности, для пайки трубопроводов, работающих при высоких температурах. Поссу 40-2 — для лужения и пайки холодильных установок, для листовой упаковки. Припой общего назначения. Поссу 30-2-для лужения и пайки холодильного оборудования, вакуумных ламп, автомобилей, полировальной пайки. Поссу 18-2, поссу 15-2, поссу 10-2-припой 175 для пайки в автомобильной промышленности 47.Марки и характеристики припоя олова высокотемпературные POSSU 8-3 — ■для лужения и пайки в производстве ламп. Посу 5-1 — для лужения и пайки деталей, работающих при высоких температурах, лужения трубчатых радиаторов.
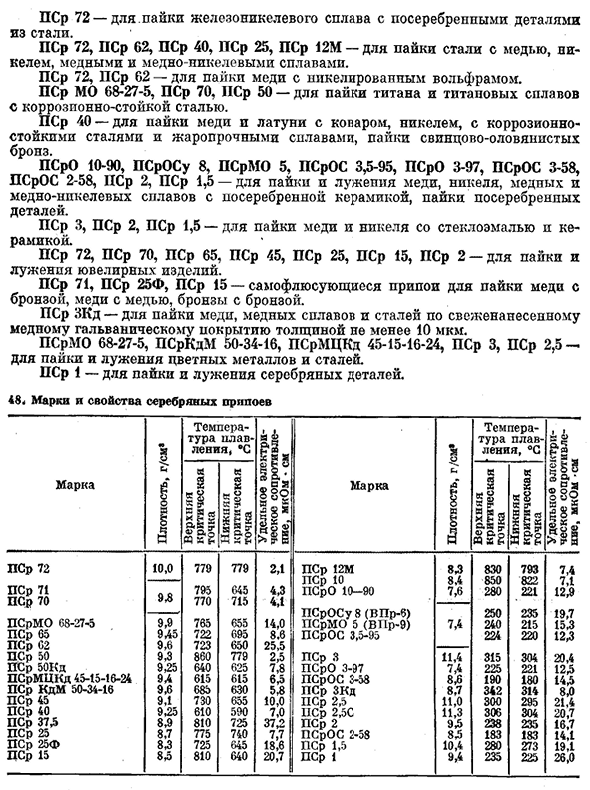
Поссу 4-6-пайка жестяных пластин, лужение и пайка деталей, сшитых вместе латунными и медными обмотками заклепок, для заполнения кузова автомобиля. Поссу 4-4 — для лужения и пайки автомобильной промышленности. Поск-2-18-для лужения и пайки металлизированных и керамических изделий. Для пайки цинковых и оцинкованных деталей рекомендуется использовать припой с низким содержанием сурьмы. Серебряный припой. Марка, химический состав, свойства и назначение серебряного припоя устанавливаются ГОСТ 19738-74.Они предусмотрены в виде проводов (ГОСТ 19746-74) и полос (ГОСТ 19739-74).
Характеристики припоя указаны в»таблице». 48 и ниже-его назначение. ПСР 72, ПСР 71, ПСР 62, ПСР 50Kd, ПСР 50, ПСР 50, ПСР 40, Пср37.5, ПСР 25, Пср15, Пср10, и ПСР 2.5-медь, медь-никель®лужения и пайки сплавов, никеля, кобальта, никеля, мельхиора, латуни, бронзы и цветных металлов-176-никелевый сплав сплав и железные детали-медь, медь, медь-никель ® оловом, никелем, никеля, мельхиора, латуни, для пайки. ПСР 72, ПСР 62, ПСР 40, ПСР 25, ПСР 12М-для пайки стали в медных, никелевых, медных и медно-никелевых сплавах. ПСР 72, ПСР 62 — для пайки меди с никелированным вольфрамом. ПСР МО 68-27-5, ПСР 70, ПСР 50 — для пайки титана и титановых сплавов и коррозионно-стойких сталей. PSR 40 — для пайки меди и латуни с коварными никами Пайка масел,
коррозионно-стойких сталей и жаропрочных сплавов, свинца-олова-бронзы. Псро 10-90, Псросу 8, Псрмо 5, Псро 3,5-95, Псро 3-97, Псро 3-58, ПСР 2, ПСР 1,5-посеребренные керамические и медно-никелевые сплавы, посеребренные детали для пайки меди и лужения. ПСР 3, ПСР 2, ПСР 1,5 — для пайки меди и никеля в стеклянной эмали и керамике. ПСР 72, ПСР 70, ПСР 65, ПСР 45, ПСР 25, ПСР 15, ПСР 2-для пайки и лужения ювелирных изделий. ПСР 71, ПСР 25Ф, ПСР 15-бронза и медь, медь и медь, саморастворимый припой для пайки бронзы и бронзы. PSr ZKd-для пайки меди, медного сплава и стали на вновь нанесенное меднение толщиной не менее 10 мкм. Псрмо 68-27-5, Псркдм 50-34-16, Псрмцкд 45-15-16-24, ПСР 3, ПСР 2,5-для пайки и лужения цветных металлов и стали. ПСР 1 — для пайки и лужения серебряных деталей.
Смотрите также:
Примеры решения задач по материаловедению
| Благородные (драгоценные) металлы и сплавы | Магний и его сплавы |
| Редкие металлы | Медь и медные сплавы |
