
Оглавление:



Штамповые стали для деформирования в горячем состоянии (полутеплостойкие и теплостойкие)
- Сталь деформированная под высокой температурой НИИ (полу-устойчивый и теплостойкий) Сталь, используемая в пресс-форме, должна обладать высокими механическими свойствами (прочностью и пластичностью), так как она деформирует металл в условиях высоких температур 317)при высокой температуре, с возможностью выдерживать накипь и термостойкость, то есть многократное нагревание и охлаждение без образования высокотемпературных cracks.
In кроме того, сталь требует высокой износостойкости и теплопроводности для лучшего отвода тепла, передаваемого заготовкой. Поскольку многие формы имеют большие размеры, сталь для изготовления требует высокой прокаливаемости. Это обеспечивает высокие механические свойства для всего поперечного сечения штампа. Быстрое охлаждение крупных пресс-форм не исключено, поэтому важно, чтобы сталь не поддавалась обратимому отпуску и хрупкости.
Наиболее часто используемые состав и термическая обработка штамповой стали приведены в таблице. 23. Людмила Фирмаль
Большие ковочные штампы, а также кузнечно-штамповочный инструмент, нагревающийся до T 500-55°C при умеренных нагрузках, изготавливаются из полужесткой стали 5ХНМ и 5ХГМ (никель вместо 1,2-1,6% МН).Увеличение вязкости (см. таблицу 23). Присутствие молибдена в стали 5XHM повышает термостойкость, прокаливаемость и снижает склонность к обратимому отпуску хрупкости. Высокостабильная сталь 5xhm с переохлажденным аустенитом полностью выпекается в блоках размером 400×300×300 мм и более. Отверждение штампа осуществляется маслом.
Выпуск большой матрицы составляет 550-580°C(HRC 35-38), а выпуск малой матрицы осуществляется при 500-540 ° C(NAS 40-45). Структура стали после закалки состоит Ост кость сорбит. Механические свойства стали 5хнм при 500 ° с: STV = 90 кгс / мм2, st0 = 2 = 65 кгс / мм2, о=20 22%, F=70%. Благодаря малому содержанию Mo и W, сталь 4хзвмф (см. таблицу 23) со средней жаростойкостью, в том числе основной карбид М23С6, сохраняет высокие механические свойства (с> = 90 Н-100 кгс / мм2 и HRC 45) только при нагреве до 5-25°.Для производства небольших пресс-форм вместо 5xhm (5XGM) используется сталь. С
- реднего нагрузки, работающей с поверхностью нагрева до 600°C и инструментов с больших поверхностей работающих при 400-500°с изготавливаются из стали 4×5в2фс и 4×5мф1с. Фазовый состав этих сталей в отожженном состоянии представляет собой сплав феррита (а) и карбида типа M23C6 и M6C. Они становятся термостойкими, не так чувствительны к резким перепадам температуры, повышается устойчивость к накипи, они устойчивы к коррозионному действию жидкого алюминия, обладают высокой прочностью с хорошей вязкостью. Стали с повышенной термостойкостью-Зх2в8ф и 5хзвзмфс применяются для штампов, которые подвергаются поверхностному нагреву при деформации до 600-700°С.
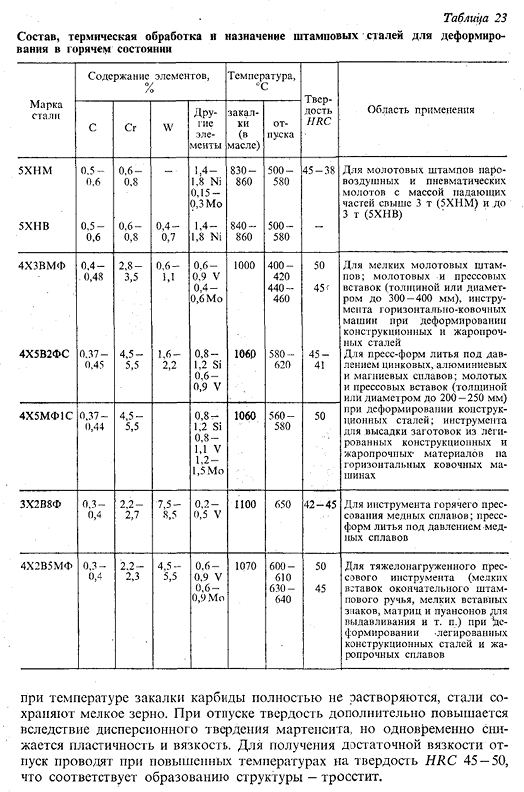
Из них изготавливают приспособления, например перфорированные пуансоны, толкатели для глубоких отверстий, пресс-формы для литья под давлением медных сплавов. Фазовым составом этих сталей в отожженном состоянии является феррит и сплавы карбидов M23C6 и M6C. Превращение стали 4×5в2фс, Зх2в8ф и 5хзвзмфс, происходящее при термообработке, во многом напоминает превращение быстрорежущей стали. При отверждении эти стали растворяют как можно больше карбида и нагреваются до высоких температур, чтобы получить закаленный высоколегированный мелкодисперсный мартенсит. 318: таблица 23 или более поздняя Состав, термическая обработка и назначение горячей штамповой стали
Марка стали Содержание элемента, 7 / o Температура, » С Твердость HRC Людмила Фирмаль
Приложение Использование Cr W Другие вещи Тушение(в масле) Отпуск 5×0.5-0.6- _ 1.4-830-500-45-38 пар-0.6 0.8 1.8 Ni 860 580 воздух и воздушное давление 0.15 для прессформы молотка-0.3 mo массовые части падая молотка 3 тонны или больше (5XDNM) и до 3 тонны (5XDN) XNDV 0、5-0.6-0.4-■1.4-840-500- 0.6 0.8 0.7 1.8 ни 860580 4кзвмф 0、4-2、8-0.6-0、6-1000 400-для небольшого напряжения молотка 50. 0.48 3.5 1.1 0.9 V 420 pov; молотки и прессы 0, 4-440-45 ’вкладыши (толщина или диаметр 0.6 Mo 460 Ram, максимум 300-400 мм), конструкционные и жаропрочные стали 4X5V2FS 0.37-4, 5-1, инструменты для горизонтальной ковки машины впрыска 6-0, 8-1060 5-80-4 5-пресс-формы для литья-0.45 5.5 2.2 1.2 Si 620 41 цинк, алюминий 0, 6-и отливка сплава магния. Заземление 0,9 В и нажимная вставка (толщиной до 200-250 мм или диаметром) 4X2MF1S 0.37- 0.44. 4, 5.- 5.5 0.8- 1.2 Si 0 8- U60
привода 560- 580. 50. Инструмент для посадки заготовок из легированных конструкционных и жаропрочных материалов на горизонтально-ковочных машинах; 1,1 v 1, 2- 1,5 месяца ZX2V8F 0.3-2、2-7.5-0、2-1100 650 42-45 для горячих инструментов прессы-0.4 2.7 8.5 0.5 V для прокалывать медного сплава; прессформа заливки формы медного сплава 4X2V5MF 0.3—2.2-4. 5—0.6-1070 600-для прессов с 50 нагрузками-0.4 2.3 5.5 0.9 оборудование V 610 Sevoy (малое 0.6-630-45 вставки Конечная деформация-0,9 новая струя МО 640, небольшие врезные метки, штампы и пуансоны для экструзии и др.) При температуре отверждения карбид не растворяется полностью, а Сталь сохраняет мелкие зерна. Во время отпуска дисперсионное упрочнение мартенсита дополнительно увеличивает твердость, но в то же время снижает пластичность и viscosity. To получают достаточную вязкость, отпуск проводят при высокой температуре с твердостью HRC 45-50.Это соответствует образованию структуры-кабеля.
Смотрите также:
Решения задач по материаловедению
| Твердые сплавы | Стали для измерительного инструмента |
| Магнитные стали и сплавы | Штамповые стали для деформирования в холодном состоянии |
