
Оглавление:


Поверхностная закалка стали.
- Поверхностное упрочнение стали. Для получения высокой твердости в поверхностном слое детали при сохранении вязкой сердцевины применяют поверхностное упрочнение или химико-термическую обработку, одновременно обеспечивая износостойкость и высокую динамическую прочность.
Поверхностное упрочнение выгодно по сравнению с химико-термической обработкой,
что значительно сокращает время обработки. Людмила Фирмаль
Все методы поверхностного упрочнения состоят из нагрева только поверхностного слоя с последующим упрочнением детали.
Способы нагрева могут быть различными:-пламя расплавленного металла или соли-кислородная кислородная горелка (так называемое пламенное упрочнение) — электролит-лазерный луч, индуцированный током в поверхностном слое детали, в этом случае в поверхностном слое упрочненной детали индуцируется ток высокой частоты(так называемое индукционное, или высокочастотное упрочнение).
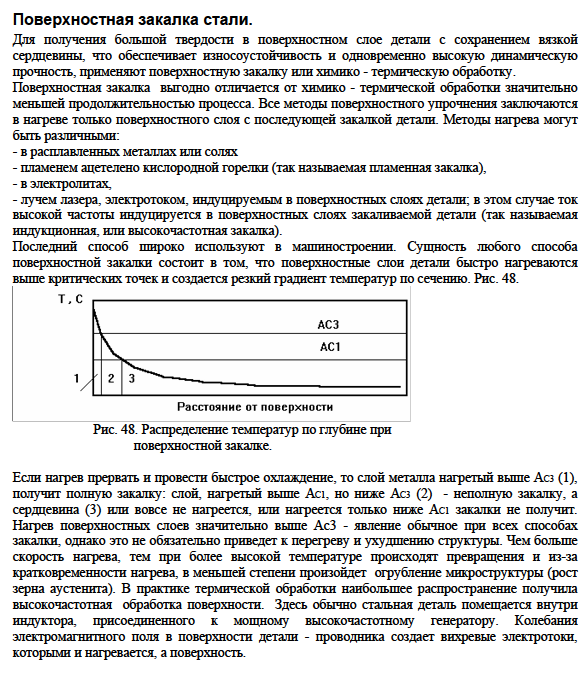
- Последний метод широко применяется в машиностроении. Суть метода поверхностного упрочнения заключается в том, что поверхностный слой детали быстро нагревается за критической точкой, в результате чего возникает резкий градиент температуры в поперечном сечении. Рисунок 48. Рисунок 48.
Распределение температуры в глубинном направлении при поверхностном упрочнении. При прерывании нагрева и быстром охлаждении металлический слой, нагретый выше AC3 (1), полностью затвердеет: выше AC1 слой, нагретый ниже AC3(2), будет не полностью затвердет, а сердечник (3)не будет нагреваться вообще или только укрепится ниже AC1. Нагрев поверхностного слоя значительно выше, чем Ac3, что является общим явлением во всех способах упрочнения, но это не всегда приводит к перегреву и ухудшению структуры.
Чем выше скорость нагрева, тем быстрее происходит трансформация и тем короче время нагрева, что приводит к менее мелкому огрублению микроструктуры (рост зерна аустенита). Людмила Фирмаль
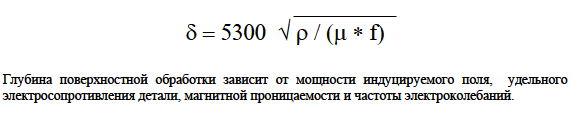
при выполнении термической обработки наиболее широко используется высокочастотная обработка поверхности. Здесь стальные компоненты обычно размещаются внутри индуктора, соединенного с мощным высокочастотным генератором. Вибрация электромагнитного поля на поверхности детали-проводника создает вихревой ток и поверхность нагревается. 48. _ = 5300А/(МКФ) Глубина обработки поверхности зависит от мощности индукционного электрического поля, удельного электрического сопротивления детали, магнитной проницаемости и частоты электрических колебаний.
Смотрите также:
Решения задач по материаловедению
| Цементация стали. Строение цементованного слоя. Термическая обработка стали после цементации | Превращения при нагреве закаленной стали |
| Азотирование. Нитроцементация стали | Виды и назначение отпуска |
