
Оглавление:


Поверхностный наклеп
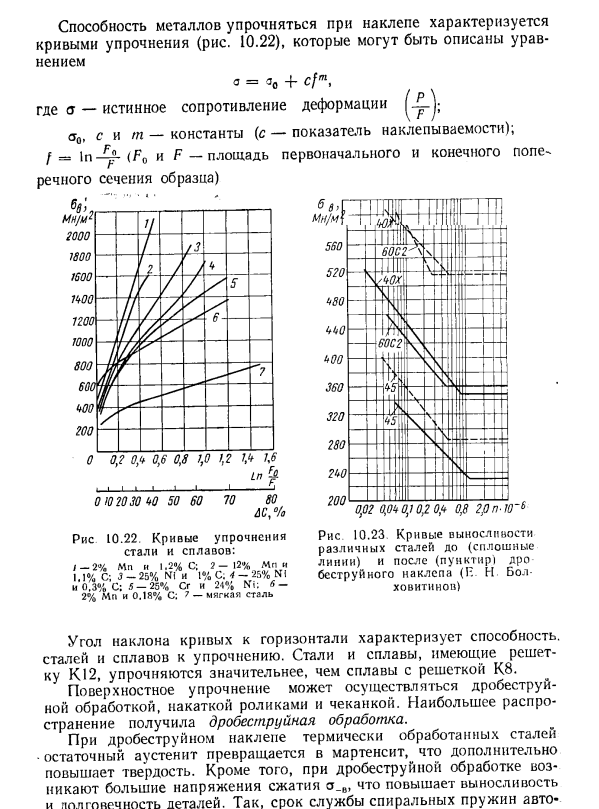
- Поверхностное упрочнение Холодная штамповка основой поверхностного упрочнения стальных изделий за счет пластической деформации является упрочнение в результате изменения структуры и свойств стали, а также повышения прочности и твердости. Способность металла к затвердеванию при упрочнении характеризуется кривой упрочнения (рис. 10.22), которая представляет собой формулу 0 = + ЖДМ、 Где St-истинное сопротивление деформации st0, s и t-константы(c-клепаный индикатор™). / = ln-y-(Fo и F-площадь первого и последнего участка образца) Рис. 10.22.
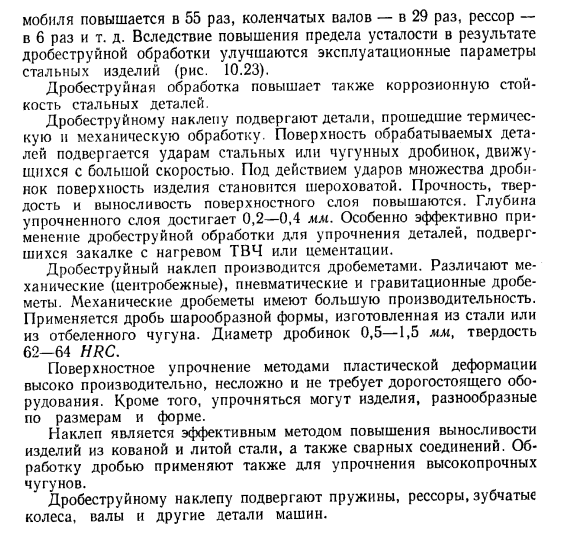
Кривые упрочнения стали и сплавов: / −2%Mp и 1,2% C; 2 | / 2%Mp и 1,1%C; 3-25%N1 и 1% C. 4-25%N1 и 0,3% C.5-25% Cr и 24% Ni; 6-2% MP и 0,18%C: 7-мягкая сталь Рис. 10.23 различные кривые выносливости стали (сплошные линии) и более поздние(пунктирные линии!)Основной затвердевания струи(ÅHBolkhovitinov) Угол наклона кривой относительно горизонтали характеризует способность стали и сплава к затвердеванию. Стали и сплавы с решетками К12 затвердевают значительно больше, чем сплавы с решетками К8.
Поверхностное упрочнение может быть выполнено путем дробеструйной обработки, накатки роликами и тиснения. Людмила Фирмаль
Наиболее широко применяется дробеструйная обработка. Закалка взрыва шарика жар-обработанной стали поворачивает сохраненный аустенит в мартенсит, более добавочно увеличивая свое hardness. In кроме того, большие сжимающие напряжения o_v возникают во время дробеструйной обработки борта, повышая долговечность и популярность детали. Поэтому, жизнь спиральных пружин автомобиля 55 раз, кривошин 29 раз, весна 6 раз, и так далее. Повышенная усталость, вызванная продувкой борта, улучшает рабочие параметры стального изделия(рис. 10.23).
Дробеструйная обработка также повышает коррозионную стойкость стальных деталей. Детали, подвергнутые термообработке и механической обработке, обрабатываются шариковым упрочнением, а поверхность детали в процессе обработки подвергается воздействию стальных или чугунных гранул, движущихся с высокой скоростью. Под воздействием многих гранул поверхность изделия становится шероховатой. Повышает прочность, твердость и долговечность поверхностного слоя. Глубина затвердевшего слоя достигает 0,2-0,4 ЛЧ.
- Особенно эффективным является применение шариковой дробеструйной обработки для упрочнения деталей, закаленных нагревом или цементированием ТВЧ. Пескоструйная обработка производится дробеструйная машина. Различают механическую (центробежную), пневматическую и гравитационную дробь мета. Механические дробеметные бластеры обеспечивают отличную производительность. Используется сферическая деталь из стали или отбеленного чугуна. Диаметр частицы 0.5-1.5 ay < » твердость 62-64 HRC.
Поверхностное упрочнение методом пластической деформации является производительным, не сложным и не требует больших затрат equipment. In кроме того, продукт различных размеров и форм может быть вылечен. Упрочнение является эффективным способом повышения долговечности кованых и литых стальных изделий, а также сварных соединений. Дробеструйная обработка применяется также для упрочнения ковкого чугуна.
Дробеструйная обработка применяется к пружинам, пружинам, шестерням, валам и другим механическим деталям. Людмила Фирмаль
Дробеструйная обработка применяется также для упрочнения ковкого чугуна. Дробеструйная обработка применяется к пружинам, пружинам, шестерням, валам и другим механическим деталям.
Смотрите также:
| Общая характеристика влияния легирующих элементов | Поверхностная закалка |
| Фазы и структурные составляющие в легированных сталях и сплавах | Химико-термическая обработка |
