
Оглавление:



Универсальные измерительные средства
- Используйте инструменты общего назначения для измерения различных геометрических параметров напрямую или в сочетании с целевыми столами, плитами, стойками, штативами, зажимами и другими дополнительными устройствами. Специальные инструменты могут использоваться для измерения или контроля определенных типов параметров, которые описаны в этой текстовой главе в зависимости от типа рассматриваемого соединения. В зависимости от степени автоматизации процесса управления все средства можно разделить на ручные и механизированные устройства, автоматические (полуавтоматические) и автоматические системы (ГОСТ 16504-81). Измерительный инструмент.
В эту группу входят инструменты для брюк-дзени, оснащенные нониусными весами и микрометрическим оборудованием, где спиральные пары используются для увеличения передаточных чисел. Эти инструменты для контроля внешних и внутренних размеров (штангенциркуль, микрометр, микрометр), глубины и высоты канавки (штангенциркуль, микрометрический глубиномер), высота детали и маркировка (штангенциркуль) и т. Д. Широко используется. Используется для контроля размера (параметров) винтов, посадочных мест, труб, зубчатых колес и т. Д.
Прилегающая плоскость — это плоскость, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение. Людмила Фирмаль
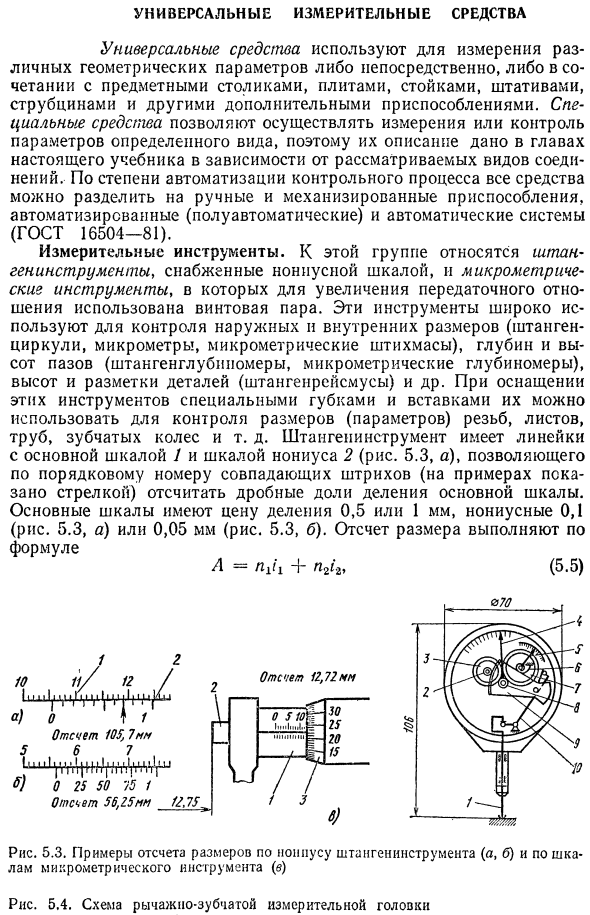
Штангенциркуль имеет линейку для основной шкалы 1 и нониусной шкалы 2 (рис. 5.3, а). Учитывая штрих (показанный в виде стрелки в примере), подсчитывается доля деления основной шкалы. Цена разделения основной шкалы составляет 0,5 или 1 мм, Nonius 0,1 (рис. 5.3, а) или 0,05 мм (рис. 5.3, б). Обратный отсчет осуществляется по формуле A = r + r21 r, (5.5) Рисунок 5.3. Пример подсчета размеров по вернье инструмента для суппорта (c, b) и шкале микрометрического инструмента (c) Рисунок 5.4. Схема измерительной головки рычага Где q и 1 — нулевой штрих Нониуса, пройденный ценой разделения основной шкалы и целым числом расщеплений.
Цена разделения и серийный номер штриха Нониуса, такие же, как и штрих основной шкалы. Следовательно, 5,3, b, A = 56-1 + 5-0,05 = 56,25 мм для эталонного примера, показанного на рисунке 1. Ошибка держателя инструмента при измерении размеров до 1000 мм составляет ± Нониус 0,1 мм с угловой шкалой также используется в гониометрах типа UNI и UM, цена сплит — Nonius 2, 5 и 15 Микрометрические инструменты имеют спиральную пару, микронутрины которой обычно жестко закреплены на корпусе основной шкале, а микровинты 2 закреплены на барабане 3. Барабан 3 обычно имеет круговую шкалу 50 (рис. 5.3, в).
Основная шкала состоит из двух рядов разделений (вверх и вниз) с относительным смещением 0,5 мм, а шаг винтовой пары также составляет 0,5 мм, поэтому цена разделения микрометрового барабана составляет c = 0,5 50 = 0,01 мм. , Микрометр создается путем совмещения цифрового отображения результатов с рычажной передачей. Это позволяет подсчитать процент делений шкалы. Поскольку погрешность винтовой пары увеличивается с ее длиной, погрешность измерения для размеров до 25 мм составляет ± 3 мкм, а размеры — до 100 мм ± 10 мкм. Измерительная головка. Это широкая группа преимущественно механических устройств.
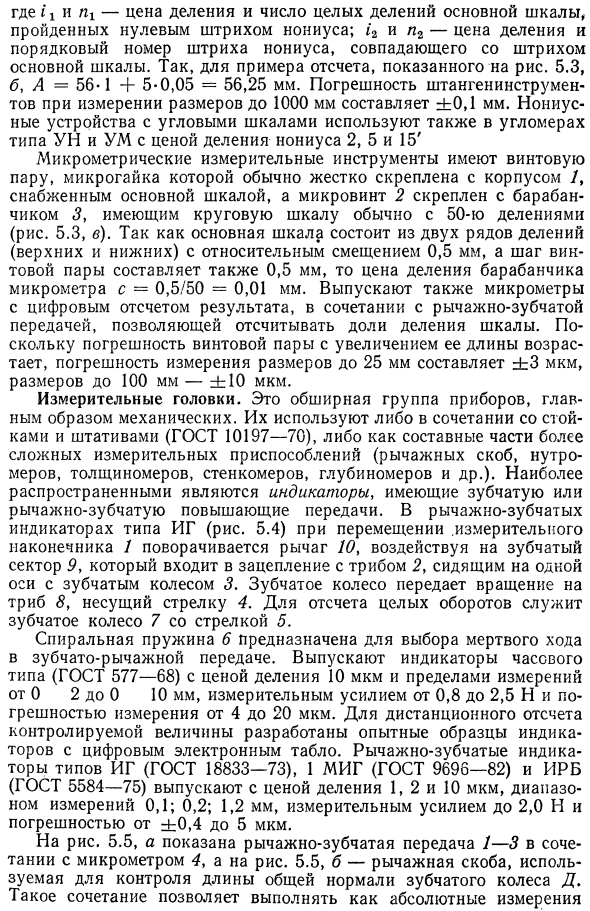
Они используются в сочетании с подставками и штативами (ГОСТ 10197-70) или в качестве компонентов более сложных измерительных приборов (кронштейнов, кронштейнов, толщиномеров, настенных приборов, глубиномеров и т. Д.). Наиболее распространенным является индикатор с перегрузкой с помощью редуктора или рычага. В индикаторе рычага переключения передач типа IG (рис. 5.4), когда измерительный наконечник 1 перемещается, рычаг 10 вращается и воздействует на сектор зубчатого колеса 9. Зубчатый сектор 9 входит в зацепление с коленом 2 и располагается на той же оси, что и шестерня 3. Шестерня 7 со стрелкой 5 используется для подсчета общего вращения.
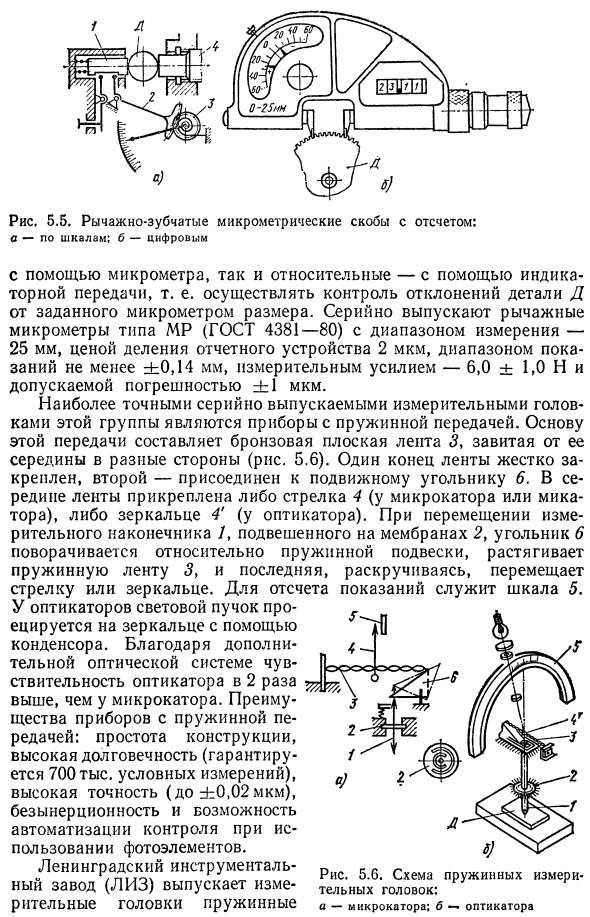
Спиральная пружина 6 предназначена для выбора тупика зубчатого соединения. Расщепленная цена 10 мкм и предел измерения 0 2-0 10 мм, измерительная сила 0,8-2,5 Н, и Погрешность измерения 4-20 мкм. Разработан прототип индикатора с цифровым электронным дисплеем для дистанционного считывания контролируемых значений. Индикаторы рычажных передач типа IG (ГОСТ 18833-73), 1 MIG (ГОСТ 9696-82) и IRB (ГОСТ 5584-75) изготавливаются с разделенными ценами 1, 2 и 10 микрон, диапазон измерения 0,1 , 0,2; 1,2 мм, измерительное усилие до 2,0 Н, погрешность ± 0,4-5 мкм. Рисунок 5.5 и звено 1-3 показаны в сочетании с микрометром 4.
Рычажный кронштейн, используемый для управления общей нормальной длиной b-передачи D. Эта комбинация позволяет выполнять оба абсолютных измерения. Рисунок 5.5. Рычаг зубчатый микрометрический скобяной Использовать относительно индикаторного механизма использования микрометра, то есть контролировать отклонение детали D от размера, указанного в микрометре. Однако, диапазон измерения 25 мм, единица измерения 2 микрона, Производит микрометр рычажного типа МР (ГОСТ 4381 80) с диапазоном считывания не менее ± 0,14 мм, измерительной силой 6,0 ± 1,0 Н и допусками. ± 1 мкм. Наиболее точной измерительной головкой в этой группе является пружинное передающее устройство.
- Основой этой передачи является бронзовый плоский клещ 3, который изгибается в разных направлениях от центра (рис. 5.6). Один конец ленты надежно закреплен, а другой конец прикреплен к подвижному колену 6. В центре ленты прикреплена стрелка 4 (для микроскопа или Micata) или зеркало 4 (для Opticator). Когда измерительный наконечник 1, подвешенный на мембране 2, перемещается, квадрат 6 поворачивается относительно пружинной подвески и растягивает пружинную ленту 3, которая разматывает и перемещает стрелку или зеркало. Используйте шкалу 5 для чтения показаний. Если вы оптик, используйте концентратор, чтобы проецировать луч света на зеркало.
Благодаря дополнительной оптической системе чувствительность Opticator в два раза выше, чем у Microcator. Преимущества устройств с пружинной передачей: простота конструкции, высокая долговечность (гарантированные 700 000 условных измерений), высокая точность (до ± 0,02 мкм), отсутствие инерции и автоматизированное управление при использовании фотоэлементов Функция, чтобы сделать.
Плавность работы зубчатых колес можно выявлять при контроле местной кинематической погрешности, циклической погрешности колеса и передачи и зубцовой частоты передачи на приборах для измерения кинематической точности, в частности путем определения ее гармонических составляющих на автоматических анализаторах. Людмила Фирмаль
Инструментальный завод (ЛИЗ) производит пружинные измерительные головки (Микропокрытие) IGP (ГОСТ 6933-81), микшер IPM (ГОСТ 14712-79), миникатор IRP (ГОСТ 14711-69) и Opticator (ГОСТ 10598-74) Цена сплит 0,1 ~ 10 мкм, диапазон измерения ± 4 ~ ± 300 мкм, допуск от 0,1 до 5 мкм, сила измерения от 0,05 до 3 Н Оптико-механический измерительный прибор. Эти устройства широко используются в промышленности, потому что они могут измерять различные продукты с высокой точностью. По сравнению с механической головкой предел измерения намного шире, и возможен цифровой дисплей. При необходимости может использоваться для автоматического управления производственным процессом.
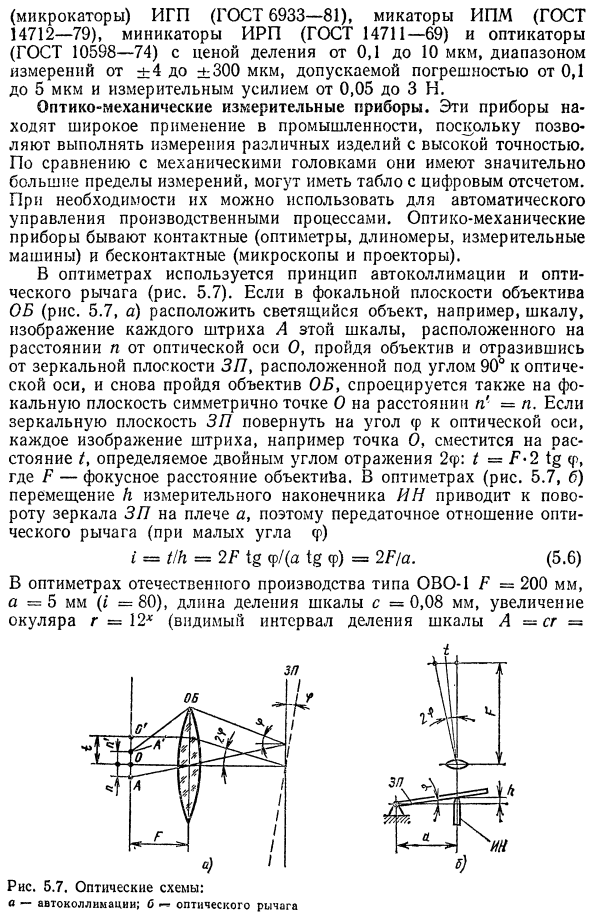
Оптомеханические устройства бывают контактного типа (оптометр, измеритель длины, измерительная машина) и бесконтактного типа (микроскоп и проектор). Оптимометры используют принципы автоколлимации и оптических рычагов (Рисунок 5.7). Если яркий объект, например, шкала находится в фокальной плоскости OB-линзы (рис. 5.7, а), изображение каждого штриха A этой шкалы находится на расстоянии p от оптической оси O, проходит через линзу, а плоскость зеркала ниже Когда он снова проходит через OB линзу под углом 90 ° к оптической оси, отраженной от 3 7, он проецируется на фокальную плоскость симметрично относительно точки O на расстоянии n = n.
Где P — фокусное расстояние объектива. В оптимизометре (рис. 5.7, б) движение измерительного наконечника в точке IN приводит к вращению ВЧ-зеркала в плече а. Следовательно, передаточное число оптического рычага (если маленький угол
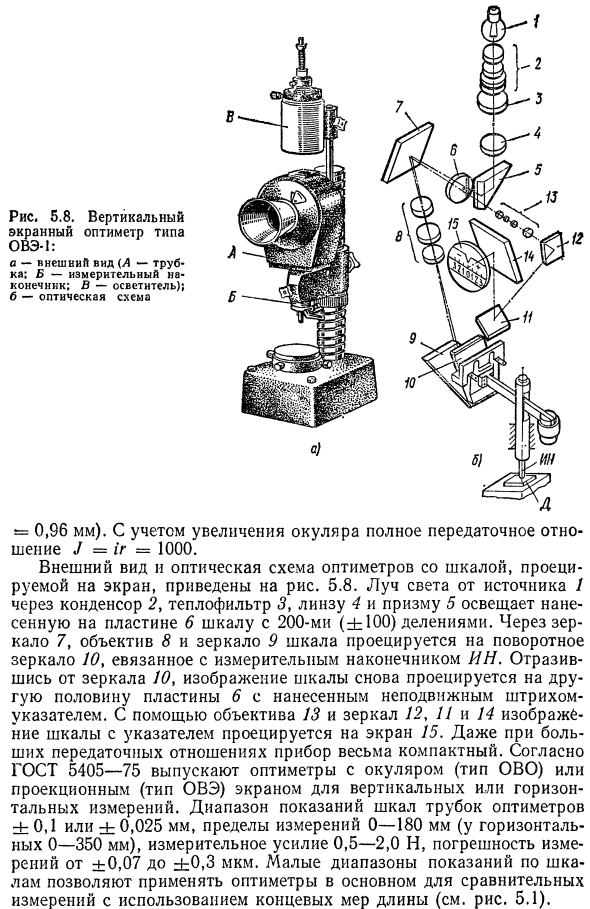
В оптометрическом приборе типа OVO-1, произведенном в Японии, P = 200 мм, a = 5 мм ( = 80), длина деления шкалы s составляет 0,08 мм, увеличение окуляра r = 12x (интервал деления шкалы шкалы A = cr = Рисунок 5.7. Оптический дизайн: = 0,96 мм). Учитывая увеличение окуляров, передаточное отношение полной передачи составляет Y = 1g = 1000. На рисунке показан внешний вид и оптическое расположение масштабированного оптимизометра, спроецированного на экран. 5,8.
Лучи света, проходящие от источника 1 света через конденсатор 2, тепловой фильтр 3, линзу 4 и призму 5, освещают шкалу, напечатанную на пластине 6, со шкалой 200 (± 100). Через зеркало 7, линзу 8 и зеркало 9 шкала проецируется на вращающееся зеркало 10, соединенное с измерительной микросхемой IN. Масштабное изображение, отраженное от зеркала 10, снова проецируется на другую половину пластины 6 с помощью фиксированной линейной указки. Используйте линзу 13 и зеркала 12, 11 и 14, чтобы проецировать масштабированное изображение с указателем на экран 15. Даже при большом передаточном числе устройство очень компактно.
Согласно ГОСТ 5405-75, оптиметр изготавливается с окуляром (тип OVO) или проекционным (тип OVE) экраном для вертикального или горизонтального измерения. Диапазон отображения шкалы оптимометра составляет ± 0,1 или ± 0,025 мм, предел измерения 0-180 мм (по горизонтали 0-350 мм), сила измерения 0,5-2,0 Н, погрешность измерения от ± 0,07 до ± 0.
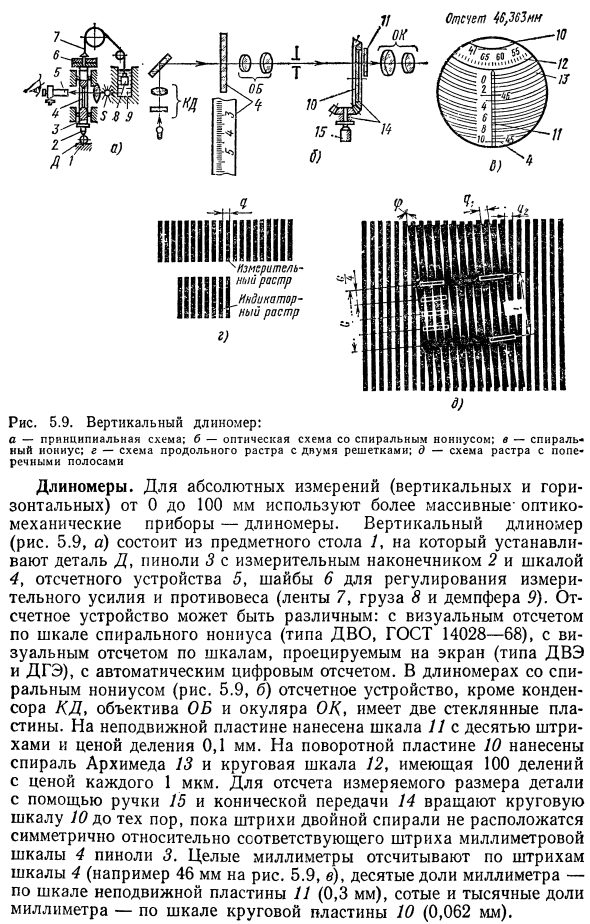
Отображение небольшого диапазона на шкале позволяет использовать оптимизометр для сравнительных измерений, в основном с использованием окончательного измерения длины (см. Рисунок 5.1). 4) Рисунок 5.9. Вертикальный датчик: Датчик долготы. Для абсолютных измерений от 0 до 100 мм (по вертикали и по горизонтали) используется более крупный оптомеханический измеритель длины устройства. Вертикальный измеритель длины.
Смотрите также:
| Статистические методы управления качеством продукции | Критерии оценки погрешностей измерения |
| Метрология и технические измерения. Общие понятия | Принципы построения средств измерения и контроля |
