
Оглавление:



Методы измерения отклонений
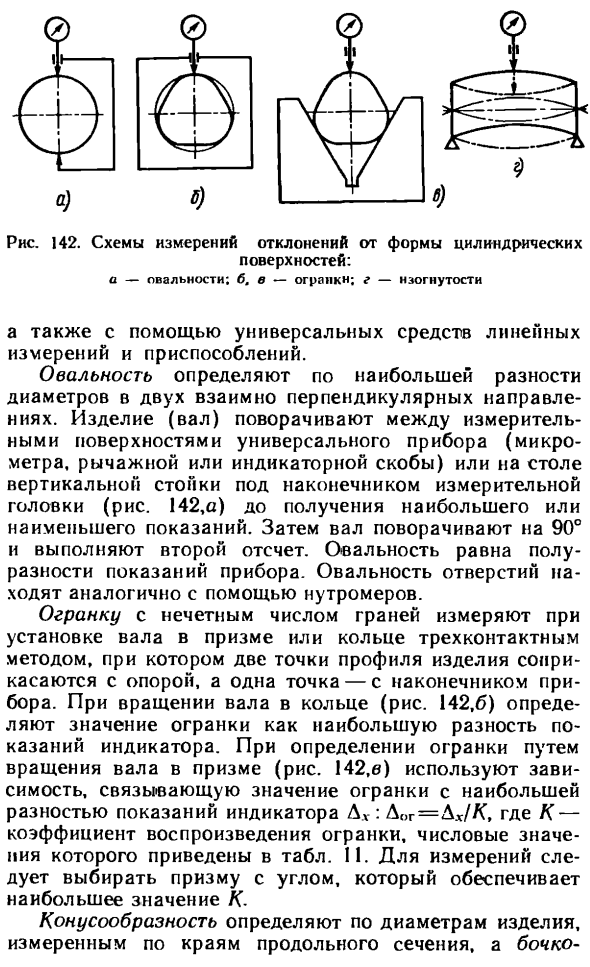
- Отклонение измеряется формой цилиндрической поверхности специального устройства (круговой метр). Рисунок 142. Схема измерения отклонения от цилиндрической формы: Использует линейные измерения и прибор универсальными средствами. Эллипс определяется наибольшей разницей в диаметре между двумя направлениями, перпендикулярными друг другу.
Согласно ее поправкам, при определении курса корабля по его магнитному компасу добавлялось алгебраическое магнитное склонение. Людмила Фирмаль
Продукт (вал) представляет собой стол в вертикальной стойке между измерительными поверхностями универсального устройства (микрометр, рычаг или индикаторная скоба) или под кончиком измерительной головки до получения максимального или минимального значения (рис. 142, a ) будет вращаться между ними. Затем вал поворачивается на 90 ° и выполняется второй отсчет. Эллиптичность равна половине разницы между показаниями прибора. Эллипсы с отверстиями аналогично обнаруживаются с помощью штангенциркуля. Грани с нечетным числом граней измеряются путем прикрепления вала к призме или кольцу с использованием 3 контактного метода.
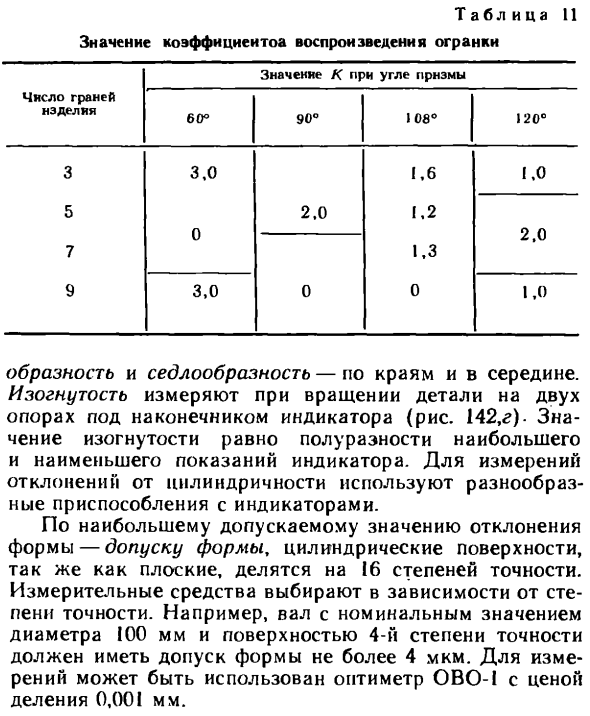
- Две точки на поверхности контакта с продуктом касаются опоры, а одна точка касается кончика устройства. Когда вал вращается в кольце (рис. 142.6), значение среза определяется как максимальная разница между показаниями индикатора. Когда фасет определяется вращением призменного вала (рис. 142, в), используется соотношение между значением фасета и максимальной разницей между показаниями индикатора Дд: Д (, r = Дх К, К Фактор регенерации фасета и его значение указаны в таблице 11. Для измерения выберите призму с углом, который максимизирует K Форма конуса определяется диаметром изделия, измеренным по краю продольного сечения ствола Таблица 11.
Вырезать значение коэффициента воспроизводства Число граней 60 ° …. 120 ° 3 5 7 3,0 0 2,0 0 1,6 1,2 1,3 0 1,0 2,0 9 3.0 1,0 Посередине вдоль изображения и края края. Кривизна измеряется, когда деталь вращается с помощью двух опор под кончиком индикатора (рис. 142, г) значение кривизны равно половине разницы между максимальным и минимальным значениями индикатора вы. Различные устройства с индикаторами используются для измерения отклонений от цилиндрической формы.
Статистический контроль технологического процесса-корректировка значения параметров технологического процесса по результатам выборки параметров продукта используется для обеспечения процесса необходимым уровнем качества. Людмила Фирмаль
В соответствии с максимальным допуском отклонения формы допуск формы, цилиндрическая грань и плоскость делятся на 16 градусную точность. Инструмент выбирается в соответствии со степенью точности. Например, стержень с номинальным диаметром 100 мм и точностью 4 й поверхности должен иметь допуск формы 4 мкм или менее. Для измерения можно использовать оптимизометр OBO 1 с величиной разделения 0,001 мм.
Смотрите также:
| Оптические приборы | Кругломеры |
| Средства и методы измерения отклонений от формы цилиндрических поверхностей. Общие сведения | Твердомеры Бринелля |
