
Термическая обработка чугуна
Термическая обработка чугуна выполняется для снятия литейного напряжения, стабилизации размеров, снижения твердости, улучшения обрабатываемости, улучшения механических свойств и повышения износостойкости.
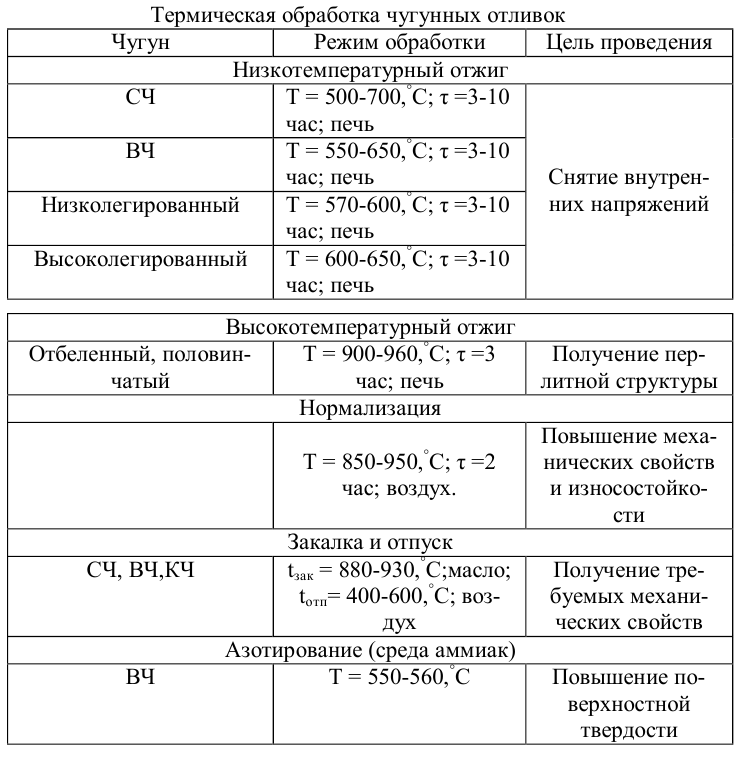
Используются следующие виды термообработки чугунных отливок.
Низкотемпературный отжиг используется для снятия внутренних напряжений. Температура отжига указывается в соответствии с химическим составом чугуна. Изделия из серого чугуна обычно отжигают при температуре 500-700ºС. Из ковкого чугуна при 550-650ºС. Из низколегированного железа при 570-600ºС, из высоколегированного железа при 600-650ºС.
Время выдержки при температуре отжига обычно составляет 3-10 часов, в зависимости от размера отливки и ее состава. После отжига отливка охлаждается вместе с печью. Механические свойства отливок при такой термообработке практически не изменились.
Графитированный отжиг обычно используется для уменьшения твердости путем резки и улучшения обрабатываемости. Литье нагревают в печи до 680-750ºС. В этом случае происходит графитизация и частичная сфероидизация эвтектоидного цемента, твердость уменьшается, а обрабатываемость улучшается, но прочность чугуна несколько снижается.
Высокотемпературный отжиг чугуна проводят для графитизации первичных карбидов в беленом или полугелом чугуне. Литье нагревают до 900-960 ° С, а затем медленно охлаждают до 300 ° С. Отливки имеют перлитную структуру и характеризуются оптимальной твердостью и прочностью.
Нормализация используется для улучшения механических свойств и износостойкости чугуна путем улучшения структуры чугуна и получения перлитной металлической основы. Литье нагревают до 850-950ºС. Во время нормализации феррита или феррит-перлитного железа часть графита растворяется в аустените, что увеличивает количество связанного углерода.
- При нормализации беленого чугуна происходит графитизация первичных карбидов. В отливках перлитная структура образуется после охлаждения до 500 ° С на воздухе. Чтобы снять напряжение, отливки ниже 500 ° C медленно охлаждаются в печи.
Закалка и отпуск используются для литья серого чугуна, высокопрочного чугуна и ковкого чугуна для повышения прочности, твердости и износостойкости. Литье нагревают до 880-930ºС и охлаждают маслом.
Структура отливки — мартенсит. Затем нагреть до 400-600ºС, а затем остыть и взять отпуск.
Закалка отливок, работающих на износ, происходит при 250-300ºС. Чугунные отливки с шаровидным графитом, которые работают на износ, подвергаются изотермическому упрочнению.
Химическая термическая обработка обычно используется для получения высокой твердости поверхности чугуна с шаровидным графитом (гильзы цилиндров, коленчатых валов двигателей внутреннего сгорания). Поверхностное азотирование чаще всего используется. Это процесс, при котором поверхностный слой диффундирует и насыщается азотом при нагревании с аммиаком. Температура азотирования 550-560ºС. Поверхность среза азотирована.
Отжиг для снятия напряжения в чугунных отливках.
Детали: кровать, коробка передач, задняя бабка, передняя бабка, крышка корпуса.
- Нагрузочная температура 200-230ºС.
- Скорость нагрева 170º / час.
- Температура воздействия 550 ~ 600ºC.
- Время выдержки 2,5-3 часа.
- Время охлаждения -6-8 часов, скорость. 75º / час.
- Разгрузка при температуре -150ºС.
Термическая обработка серо-белого чугуна
Нагреть до температуры 850-980ºС.
Выдержка 4,5-5 часов.
Охлаждение:
- со скоростью 100-120ºС в час, до температуры 500ºС,
- далее в воздухе.
Термическая обработка чугуна выполняется для снятия внутренних напряжений, возникающих во время литья, изменения размера и формы отливки с течением времени, снижения твердости, улучшения обрабатываемости за счет резки и улучшения механических свойств. вы. Чугун подвергается отжигу, нормализации, закалке, отпуску и некоторым видам химической термической обработки (азотирование, алюминирование, хромирование).
Отжиг для снятия внутренних напряжений. Чугун подвергается этому отжигу при следующих температурах. Серый чугун, содержащий 500-570ºС слоистого графита. Высокопрочный чугун с шаровидным графитом 550 ~ 650ºС. Низколегированный чугун 570-600ºС, высоколегированный чугун 620 ~ 650ºС. Во время этого отжига фазовое превращение не происходит, но внутреннее напряжение снимается, а вязкость увеличивается, деформация и трещины во время работы исключаются.
- Мягкий отжиг (отжиг при низкотемпературной графитизации): реализован для улучшения обрабатываемости и повышения пластичности резанием. Это осуществляется путем выдержки при 680-700 ° С в течение длительного времени или медленного охлаждения отливки при 760-700 ° С. Охлаждение в сложных деталях происходит медленно, а в простых — ускоряется.
Графитированный отжиг. В результате ковкий чугун получается из белого чугуна.
- Нормализация используется для увеличения связанного углерода, повышения твердости, прочности и износостойкости серого чугуна, ковкого чугуна и высокопрочного чугуна. Во время нормализации чугун (литье) нагревают за пределами температуры интервала конверсии 850-950ºС, а после выдержки охлаждают воздухом.
Смотрите также:
Примеры решения задач по материаловедению
| Состав компонентов металлической завалки при выплавке чугуна | Критические точки и прокаливаемость сталей |
| Состав доменных ферросплавов | Линейная усадка литейных сплавов |
