
Методы электрофизической обработки относятся к физико-химическим методам определения размера материала, которые предусматривают удаление обработанных материалов в результате физико-химических процессов.
По механизму разрушения и удаления материала все процессы физико-химической обработки делятся на три группы:
- методы электрофизической обработки, методы электрохимической обработки и комбинации.
Каждый метод имеет свои технические возможности, но все они энергоемкие и менее производительные, чем методы обработки. Следовательно, использование метода оправдано только тогда, когда:
- -Для обработки конструкционных материалов с низкой обрабатываемостью с использованием лезвий и абразивных инструментов, в том числе высоколегированных сталей, твердых сплавов, ферритов, керамики, полупроводников и стеклянных металлов.
- -Для деталей машин сложной геометрической формы из сложных материалов (пресс-формы, детали турбинных лопаток и т. Д.).
- -Для обработки миниатюрных тонкостенных нежестких деталей и деталей сложной формы с пазами и отверстиями.
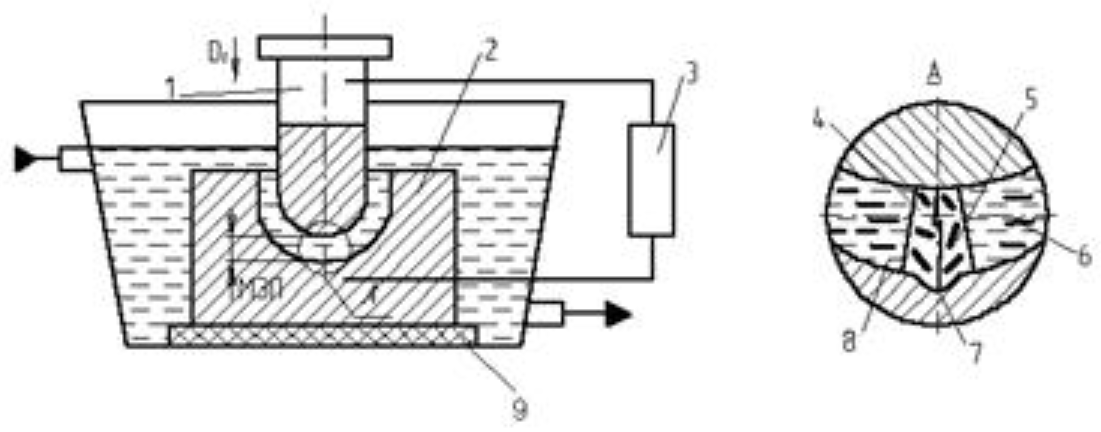
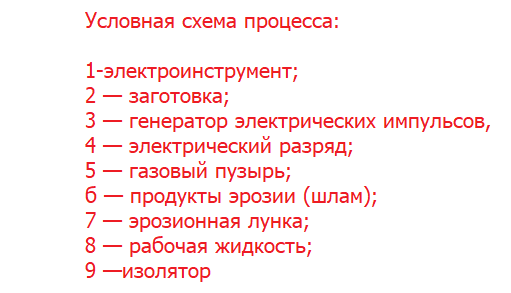
Основным типом является электроэрозионная обработка, в основе которой лежит явление электрической эрозии — разрушение материала электрода при электрическом разрушении межэлектродного зазора.
Чтобы обеспечить непрерывность процесса удаления запаса, не меняйте значение.
Скорость движения основного электрода в направлении обработки должна соответствовать скорости эрозии электрода.
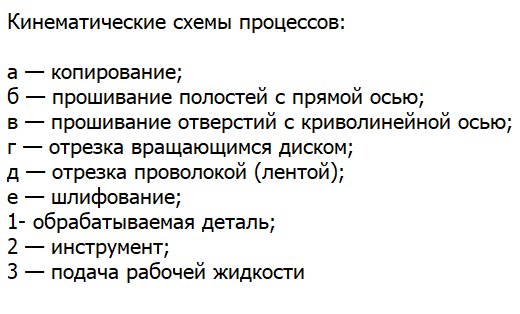
Используя различные кинематические схемы, все схемы можно условно разделить на три группы.
- Получите желаемую форму и точность поверхности заготовки, скопировав форму инструмента профиля, которая является обратным отображением формы детали. Согласно этому способу, когда металл заготовки подвергается эрозии, во время перемещения в заготовку вводится электродный инструмент. Эта схема на самом деле наиболее широко используется. Операция, выполняемая по первой схеме, называется копированием прошивки.
- Указанная форма детали обеспечивается взаимным перемещением заготовки и непрофилированного инструмента. Согласно этой технической схеме проволочные или металлические вращающиеся диски изготавливаются с использованием электродных инструментов.
- Чтобы получить желаемую форму, профилированный инструмент и заготовка должны перемещаться относительно друг друга. Эти операции получили минимальное распространение. Они используются для правки фасонных электрических алмазных кругов, создания фигурных канавок и шлифования.
При использовании для разряда он возбуждается электрическим пробоем. При подаче импульса напряжения от 50 до 250 В происходит электрический пробой между микровыступами на электроде детали и обработанной поверхностью электрода инструмента.
В результате выступ разрушается, и поверхность заготовки выравнивается по всему зазору между электродами. Форма импульса делится на переменные переменные. Асимметричный; униполярная синусоида; униполярный прямоугольник; униполярный гребень.
Форма импульса и используемая полярность сильно влияют на характер разрушения электрода. Симметричные переменные импульсы вызывают одинаковую эрозию электрода из одного и того же материала. Униполярные импульсы (импульсы одной полярности) вызывают первичный пробой одного из электродов. Обычно максимальная эрозия заготовки наблюдается при воздействии монополярного импульса прямой полярности.
На практике также широко используются чередующиеся асимметричные импульсы. В этом случае два полупериода процесса различаются. Оператор с прямой полярностью при максимальном токе и бездействующий с обратной полярностью при минимальном токе. Это обеспечивает высокую эрозию заготовки и небольшую эрозию инструмента.
Сопутствующим явлением является разложение рабочего тела под воздействием высоких температур — пиролиз. Для жидких углеводородов с температурой кипения 150-200 ° С в зоне дугового разряда образуется пар. Когда пар вступает в контакт с нагретой областью электрода, происходит разложение пара, вызывающее осаждение на поверхности углерода и образование водорода.
При взаимодействии с поверхностью электрода углерод и водород могут оказывать как положительные, так и отрицательные эффекты. Таким образом, взаимодействие с поверхностью заготовки изменяет химический состав поверхностного слоя, что нежелательно в большинстве случаев.
В то же время при взаимодействии с поверхностью инструмента на поверхности образуется слой пирографита для компенсации эрозии во время обработки. Это явление используется для продления срока службы инструмента.
Профильный электродный инструмент устанавливает состав поверхности заготовки. Материалы для электродных инструментов должны иметь высокую эрозионную стойкость, прочность, низкое омическое сопротивление и высокую обрабатываемость благодаря методам резки.
- Эрозийный износ электрода не такой локальный, как во время механической обработки, но покрывает всю рабочую поверхность и оценивается по отношению объема потребляемого электрода к объему удаляемого металла.
Смотрите также:
Примеры решения задач по материаловедению
| Ультразвуковая механическая обработка. | Смазочно-охлаждающие среды в зоне резания. |
| Влияние различных факторов на пластичность металлов. | Технология литья по выплавляемым моделям. |
