
При формировании большой модели вам понадобится большая колба, отлитая из чугуна или стали или сваренная из стальной пластины.
Эти колбы называются кранами, потому что они тяжелые и не могут перемещаться без крана.
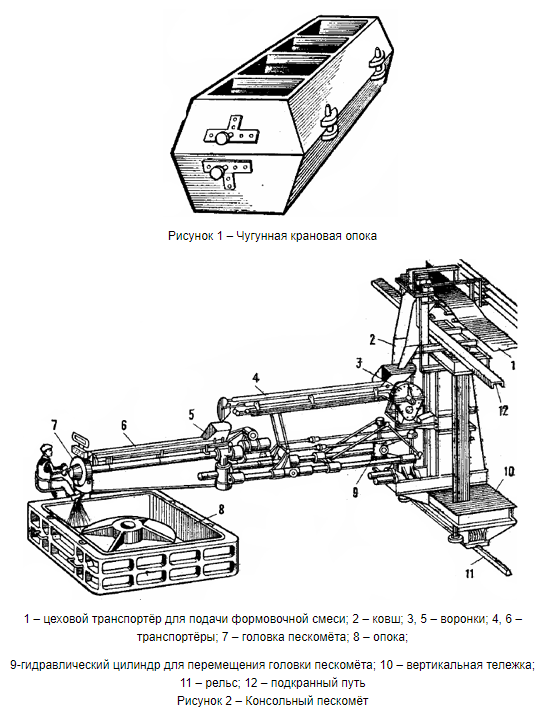
Для производства больших форм используются пескометы консольного типа. Это может быть полезно для нескольких заданий, расположенных последовательно. схема
На рисунке 15 показана такая песочная пушка.
- Литье используется в кессоне (бетонные ямы), особенно для производства больших отливок (длина поперечного опрыскивателя составляет 18 м). Бетон обеспечивает гидроизоляцию, а пенопласт выложен кирпичом. Масса отливки, полученная этим способом, может превышать 100 тонн.
Литье дизайн
Специфическими особенностями производства литых изделий, связанными с затвердеванием жидкого расплава и последующим охлаждением в кристаллизаторе, являются
Требования к конструкции отливок. Такие факторы, как текучесть, линейная и объемная усадка, сегрегация, выделение газа из металлов,
Появление различных дефектов продукта.
Требования к конструкции отливки
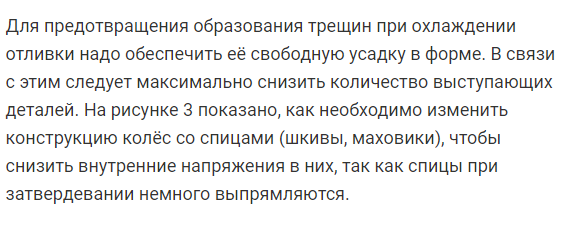
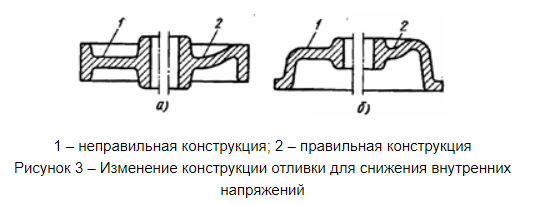
- Чтобы предотвратить образование трещин во время охлаждения отливки, необходимо обеспечить свободную усадку в кристаллизаторе. В связи с этим количество выступов должно быть сведено к минимуму. На показана необходимость изменения конструкции колеса со спицами (шкивы, маховики) для уменьшения внутреннего напряжения спиц (шкивы, маховики), так как спицы слегка выпрямляются во время отверждения шоу.
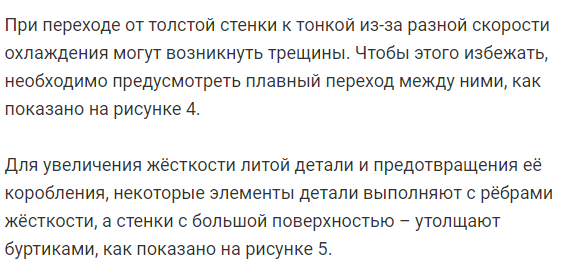
При переходе от толстой стены к тонкой стене могут возникать трещины из-за разных скоростей охлаждения. Чтобы избежать этого, вам нужно обеспечить плавный переход между ними, как показано на рисунке 4.
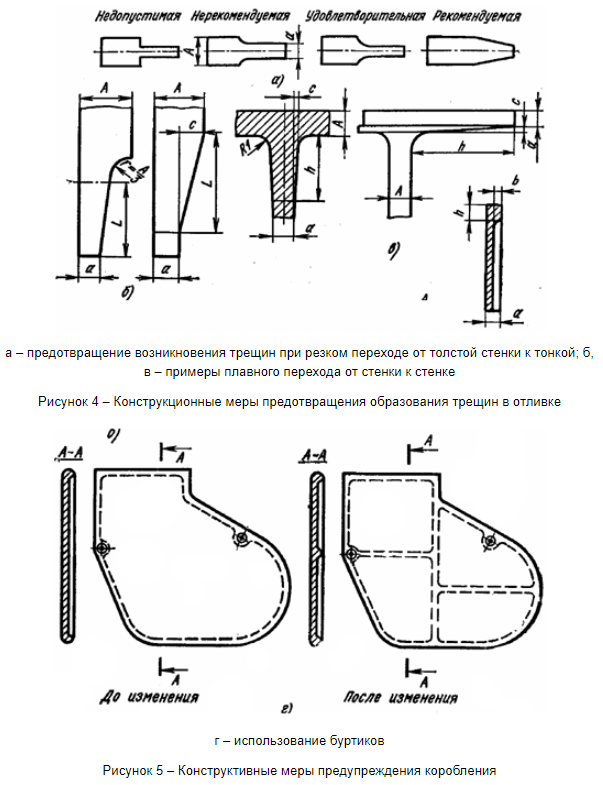
Как показано для повышения жесткости литой детали и предотвращения ее деформации некоторые элементы детали выполнены из ребер жесткости, а большие поверхности поверхности утолщены с помощью шариков.
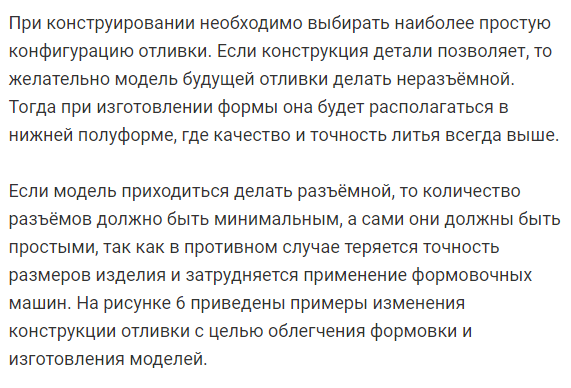
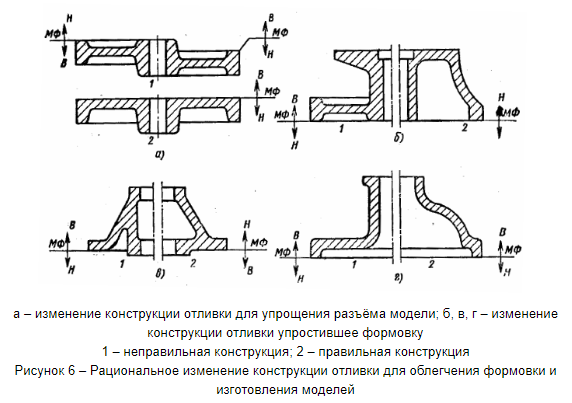
- Во время разработки вы должны выбрать простейшую конфигурацию для литья. Если позволяет конструкция деталей, желательно сделать будущую модель литой цельной. Во-вторых, при изготовлении литейных форм качество и точность литья всегда устанавливаются в нижней половине литейной формы.
Если модель должна быть съемной, количество разъемов должно быть минимальным, а сами разъемы должны быть простыми. На рисунке 6 показан пример модифицированной конструкции отливки для облегчения формирования и изготовления модели.
При проектировании внутренних полостей отливок, выполненных с помощью стержней, необходимо обеспечить их минимальное количество.
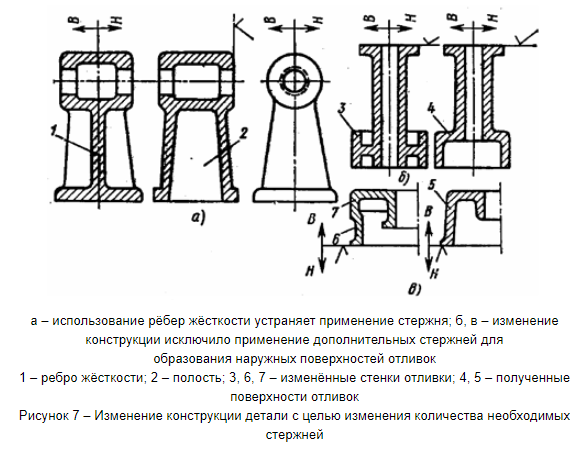
Это связано с тем, что производство стержней занимает до 80% времени от производства отливок, а смесь сердцевин очень дорога. На рисунке 7 показан пример изменения конструкции отливки для уменьшения количества стержней.
При проектировании будущих отливок следует избегать отверстий малого диаметра и других мелких деталей, то есть более разумных фасок, канавок. Которые необходимо выполнить во время последующей обработки.
Смотрите также:
Примеры решения задач по материаловедению
